锅炉集箱制作工艺流程图
- 格式:pdf
- 大小:52.34 KB
- 文档页数:1
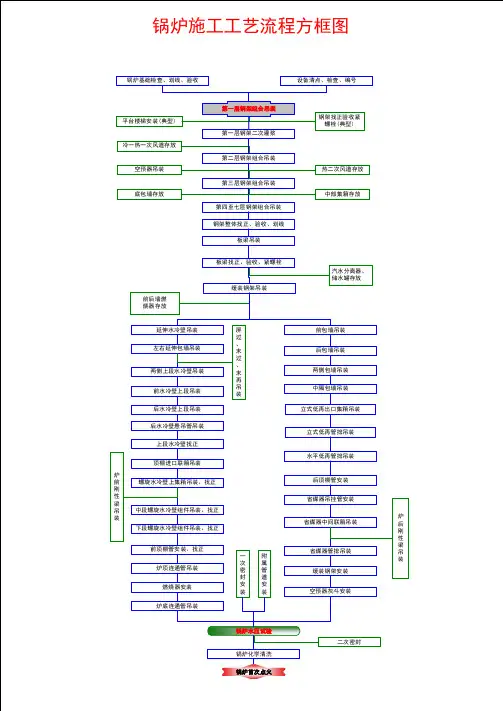
锅炉工艺流程图
锅炉工艺流程图:
锅炉是一种将水加热为蒸汽并产生热能的装置,其工艺流程主要包括水处理、燃烧系统、汽水循环系统和控制系统等。
以下是一些常见的锅炉工艺流程图的概述:
1. 水处理系统:
水处理系统主要是为了保证锅炉正常运行和延长锅炉的使用寿命。
工艺流程包括:原水采集、原水过滤、软化处理、去除硬度、除杂质、加药剂和除氧等。
该系统主要是处理供给锅炉的水,确保水的质量符合要求,避免水垢和腐蚀对锅炉造成损害。
2. 燃烧系统:
燃烧系统用于将燃料燃烧产生的热能传递给水,使其产生蒸汽。
工艺流程包括:燃料供给、点火、燃烧调节和废气处理等。
该系统主要包括锅炉炉膛、燃料供给装置、风扇、点火机和排烟装置等。
3. 汽水循环系统:
汽水循环系统用于循环输送水和蒸汽,在锅炉内形成循环,以保持锅炉的温度和压力稳定。
工艺流程包括:水和蒸汽流动方向、循环泵、管道系统、调节阀和控制装置等。
该系统主要包括锅炉壳体、循环泵、水冷壁、过热器、再热器和蒸汽分离器等。
4. 控制系统:
控制系统主要用于控制锅炉的运行和保护设备,保证锅炉安全可靠运行。
工艺流程包括:温度控制、压力控制、流量控制和温度、压力、流量的监测与调节。
该系统主要包括自动调节设备、继电器、传感器和控制面板等。
以上只是简要介绍了锅炉工艺流程图的一些基本内容,实际的流程图可能会更加复杂和详细。
锅炉工艺流程图的设计需要根据具体的锅炉类型和使用要求来进行,以确保锅炉的正常运行和高效能利用。
目录集箱制造工艺流程示意图 (2)1.范围 (3)2.引用标准 (3)3.术语 (3)4.集箱制造工艺流程 (4)5.集箱制造工艺要求 (4)集箱制造工艺流程示意图1.范围1.1本典型工艺规定了锅炉集箱制造的加工工艺过程及验收要求。
1.2本典型工艺适用于如下形式的集箱:1)两端缩口后焊加强圈手孔装置。
2)两端缩口后焊封口端盖。
3)一端缩口后焊加强圈手孔装置,另一端缩口焊封口端盖。
4)一端缩口后焊加强圈手孔装置,另一端缩颈焊法兰。
5)一端缩口后焊加强圈手孔装置,另一端焊端盖或法兰。
6)一端缩口后焊封口端盖,另一端焊端盖或法兰。
7)一端缩口后焊封口端盖,另一端缩颈焊法兰。
8)两端焊端盖,或两端焊法兰。
9)一端焊端盖,另一端缩颈焊法兰。
10)一端焊端盖,另一端焊法兰。
2.引用标准JB/T3375-2002《锅炉用材料入厂验收规则》JB/T1610-1993《锅炉集箱制造技术条件》JB/T1611-1993《锅炉管子制造技术条件》JB/T1612-1994《锅炉水压试验技术条件》JB/T1613-1993《锅炉受压元件焊接技术条件》JB/T1615-1991《锅炉油漆和包装技术条件》JB/T1623-1992《锅炉管孔中心距尺寸偏差》JB/T1625-2002《工业锅炉焊接管孔》JB/T4308-1999《锅炉产品钢印及标记移植规定》JB/T4730.1~6-2005《承压设备无损检测》《蒸汽锅炉安全技术监察规程》19963.术语和定义缩口:将管件或空心制件的端部加压,使其径向尺寸缩小的加工方法。
缩颈:将管件或空心制件局部加压,使其径向尺寸缩小的加工方法。
H:停止点W:见证点4.集箱制造工艺流程见第2页《集箱制造工艺流程示意图》5.工艺要求5.1材料验收5.1.1 制造集箱的材料应符合图纸设计的要求,材料代用应按规定程序审批。
5.1.2 制造集箱用的钢材和焊接材料必须经过仓储管理部按JB/T3375-2002的规定进行入厂检验,检验不合格者不准用于生产,检验合格后才能使用。
垃圾通过相关的控制和操作后,垃圾进入焚烧炉,必须经过干燥、燃烧和燃烬三个阶段,其中的有机物在高温下完全燃烧,生成二氧化碳气体,释放热量。
但是,在实际的燃烧过程中,由于焚烧炉内的燃烧条件不可能达到理想效果,致使燃烧不完全。
严重的情况下将会产生大量的黑烟,并且从焚烧炉排出的炉渣中还含有有机可燃物。
生活垃圾焚烧的影响因素包括:生活垃圾的性质、停留时间、温度、湍流度、空气过量系数及其他因素。
其中,停留时间、温度及湍流度称为“3T”要素,是反映焚烧炉运行性能的主要指标。
针对垃圾的性质、停留时间、温度、湍流度和过量空气系数进行分析,并用于指导垃圾焚烧炉运行管理和操作。
一.生活垃圾的性质生活垃圾的热值、组成成分及外形尺寸是影响生活垃圾焚烧的主要因素。
热值越高,燃烧过程越易进行,焚烧效果也就越好。
生活垃圾组成成分的尺寸越小,单位质量或体积生活垃圾效果越好,燃烧越完全;反之,传质及传热效果较差,易发生不完全燃烧。
进厂垃圾在贮坑内停留一定的时间,通过自然压缩及部分发酵作用,以提高进炉垃圾的热值,改善垃圾的焚烧效果,同时亦是垃圾焚烧好坏的关键所在。
合理贮存让垃圾充分发酵和干燥进厂生活垃圾并不是直接送入垃圾焚烧炉,而是必须经过贮存这一道工序。
设置垃圾贮坑,一是贮存进厂垃圾,起到对垃圾数量的调节作用;二是对垃圾进行搅拌、混合、脱水等处理,起到对垃圾性质的调节作用。
另外,进厂垃圾在贮坑内停留一定的时间,通过自然压缩及部分发酵作用,可以减低垃圾的含水量,以提高进炉垃圾的热值,改善垃圾的焚烧效果。
生活垃圾在贮坑内停留时间为3~5天较为合适,气温低和湿度大的可以适当延长停留时间。
二.停留时间停留时间有两方面的含义:一是生活垃圾在焚烧炉内的停留时间,它是指生活垃圾从进炉开始到焚烧结束,炉渣从炉中排出所需的时间;二是生活垃圾焚烧烟气在炉中的停留时间,它是指生活垃圾焚烧产生的烟气从生活垃圾中逸出到排出二燃室所需的时间。
实际操作过程中,生活垃圾在炉中的停留时间必须大于理论上干燥、热分解及燃烧所需的总时间。
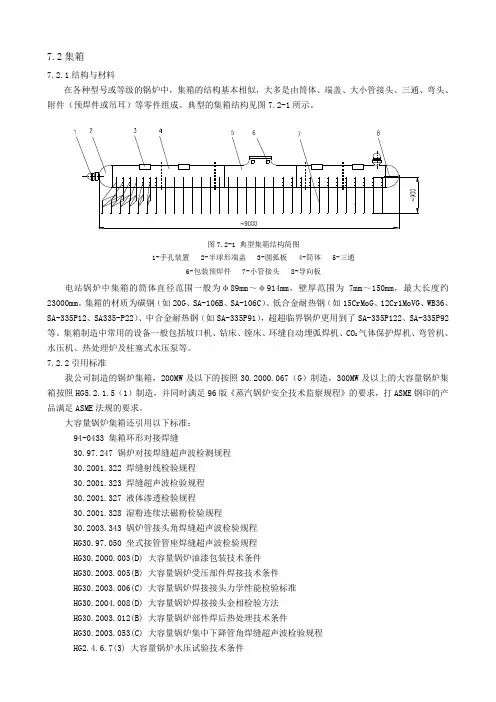
7.2集箱7.2.1结构与材料在各种型号或等级的锅炉中,集箱的结构基本相似,大多是由筒体、端盖、大小管接头、三通、弯头、附件(预焊件或吊耳)等零件组成。
典型的集箱结构见图7.2-1所示。
电站锅炉中集箱的筒体直径范围一般为φ89mm~φ914mm,壁厚范围为7mm~150mm,最大长度约23000mm。
集箱的材质为碳钢(如20G、SA-106B、SA-106C)、低合金耐热钢(如15CrMoG、12Cr1MoVG、WB36、SA-335P12、SA335-P22)、中合金耐热钢(如SA-335P91),超超临界锅炉更用到了SA-335P122、SA-335P92等。
集箱制造中常用的设备一般包括坡口机、钻床、镗床、环缝自动埋弧焊机、CO2气体保护焊机、弯管机、水压机、热处理炉及柱塞式水压泵等。
7.2.2引用标准我公司制造的锅炉集箱,200MW及以下的按照30.2000.067(G)制造,300MW及以上的大容量锅炉集箱按照HG5.2.1.5(1)制造,并同时满足96版《蒸汽锅炉安全技术监察规程》的要求,打ASME钢印的产品满足ASME法规的要求。
大容量锅炉集箱还引用以下标准:94-0433 集箱环形对接焊缝30.97.247 锅炉对接焊缝超声波检测规程30.2001.322 焊缝射线检验规程30.2001.323 焊缝超声波检验规程30.2001.327 液体渗透检验规程30.2001.328 湿粉连续法磁粉检验规程30.2003.343 锅炉管接头角焊缝超声波检验规程HG30.97.050 坐式接管管座焊缝超声波检验规程HG30.2000.003(D) 大容量锅炉油漆包装技术条件HG30.2003.005(B) 大容量锅炉受压部件焊接技术条件HG30.2003.006(C) 大容量锅炉焊接接头力学性能检验标准HG30.2004.008(D) 大容量锅炉焊接接头金相检验方法HG30.2003.012(B) 大容量锅炉部件焊后热处理技术条件HG30.2003.053(C) 大容量锅炉集中下降管角焊缝超声波检验规程HG2.4.6.7(3) 大容量锅炉水压试验技术条件HG4.1.1.1(2) 大容量锅炉钢材热切割前预热及钢板切割零件技术条件HG5.1.1(2) 大容量锅炉用外径小于或等于101.6mm(4″)的管子制造技术条件HG5.2.1.6(1) 大容量锅炉外径大于101.6管子、管道和连接管件的制造技术条件 HG5.3.7.1(1) 大容量锅炉锅筒、集箱、减温器、管路系统、连接管、泵入口集箱、启动分离器和贮水箱的清理技术条件HG6.13.2.2(2) 大容量锅炉母材表面和焊缝表面的目视检查和修磨HG-D-980-052 分段集箱制造公差HG-D-980-053 不分段集箱制造公差HG-C-980-543 集箱耳板装配公差200MW及以下锅炉集箱还引用以下标准:30.96.243 锅炉水压试验技术条件30.1999.044 锅炉受压元件焊接技术条件2000-0080 产品材料代用规定30.96.230 熔化焊对接接头射线照相检验规程30.94.040 200MW锅炉产品油漆、包装及发货技术条件1999-0201 锅炉管孔中心距尺寸偏差96-0249 中低压锅炉焊接管孔尺寸30.2000.286(E)金属材料入厂验收和检验标准30.98.274 额定蒸汽压力P≤2.5MPa蒸汽锅炉及热水锅炉的集箱制造技术条件98-0730 关于原材料、焊缝、热处理和无损检验产品识别标记的规定30.96.271 关键部件清洁度标准2000-3473 管接头56-0228 手孔尺寸公差7.2.3制造工艺简介A注:图中“A”表示质量特性为A类;“B”表示质量特性为B类;“△”为特殊工序集箱制造工艺流程(一)筒体下料集箱筒体全部采用大直径无缝钢管。
一、总则1、本守则根据部标准有关规定结合我公司实际情况制定适用于介质出口压力≤13.7MPa 锅炉集箱制造与验收。
2、本守则与产品图纸、技术条件及有关文件同时使用。
二、机床设备及工具3、锯床、车床、专用倒角机、缩口专机、加热炉、摇壁钻、小车切管专机、油压机、电焊机、行车等。
4、工装及工具:翻转台、平板、支架、卷尺、直角尺、量尺、钢皮尺、粉线、划规、冲头等。
三、原材料检验5、制造集箱的原材料必须符合设计图纸的要求,钢管、焊接材料必须经检验部门按JB/T3375《锅炉用材料入厂验收规定标准》规定进行。
6、对首次采用的钢种、焊材应经过必要的焊接工艺评定制订可行的工艺参数方可投产。
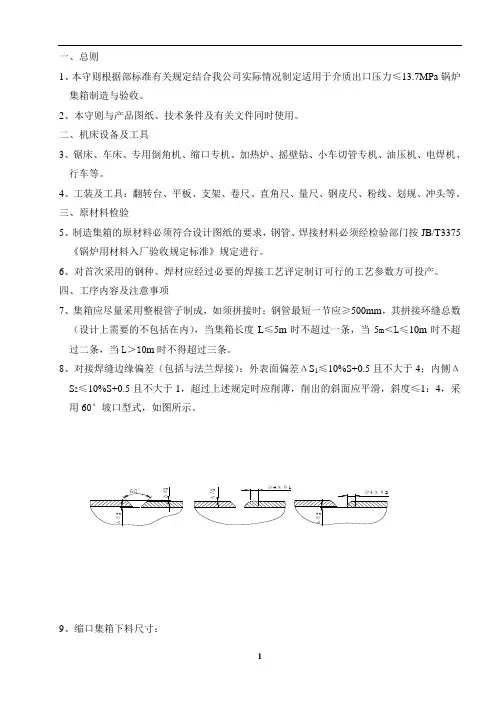
四、工序内容及注意事项7、集箱应尽量采用整根管子制成,如须拼接时:钢管最短一节应≥500mm ,其拼接环缝总数(设计上需要的不包括在内),当集箱长度L ≤5m 时不超过一条,当5m <L ≤10m 时不超过二条,当L >10m 时不得超过三条。
8、对接焊缝边缘偏差(包括与法兰焊接):外表面偏差ΔS 1≤10%S+0.5且不大于4;内侧ΔS 2≤10%S+0.5且不大于1,超过上述规定时应削薄,削出的斜面应平滑,斜度≤1:4,采用60°坡口型式,如图所示。
9、缩口集箱下料尺寸:(1)D≤Ф159 L=τ+8(2)D=Ф219×8 L=τ+20D=Ф219×12 L=τ+24D=Ф219×16 L=τ+10(3)D=Ф245 L=τ+40(4)D=Ф273×12 L=τ+50D=Ф273×16 L=τ+35D=Ф273×20 L=τ+3510、端盖式集箱机械加工下料尺寸:(单头加工余量)D=Ф159~Ф219 L=τ+5~7D=Ф245~Ф273 L=τ+7~9D=Ф325~Ф426 L=τ+9~1111、集箱下料方法:D≤Ф159的钢管采用锯床下料D>Ф159的钢管采用气割下料,长度偏差ΔL=±2 mm,端面倾斜度≤2 mm。
锅炉集箱热处理工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!锅炉集箱热处理工艺流程1. 预热将集箱缓慢加热至 600-700°C,以消除内部应力。