7种成型工艺
- 格式:doc
- 大小:1.43 MB
- 文档页数:26
一图看懂17种常见金属成型工艺,一起来看看吧。
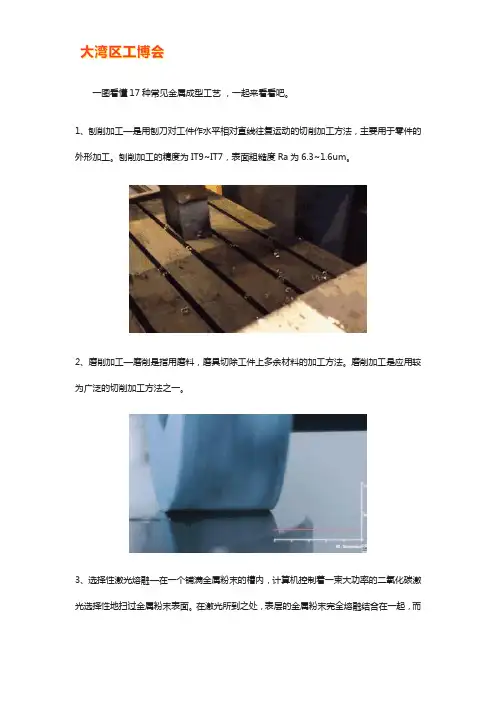
1、刨削加工—是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。
刨削加工的精度为IT9~IT7,表面粗糙度Ra为6.3~1.6um。
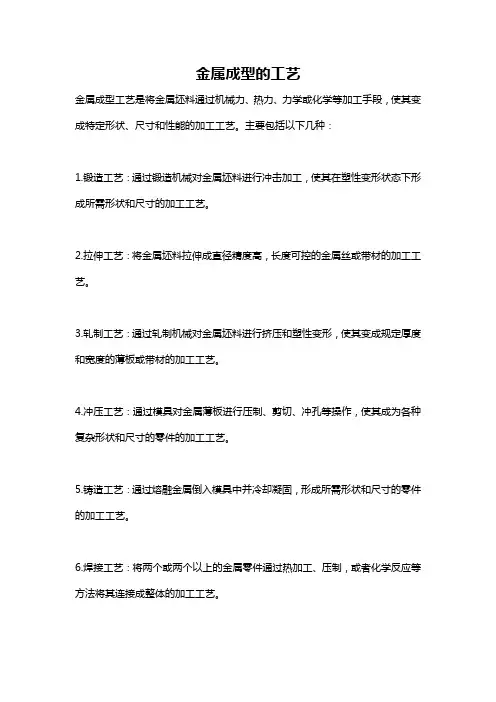
2、磨削加工—磨削是指用磨料,磨具切除工件上多余材料的加工方法。
磨削加工是应用较为广泛的切削加工方法之一。
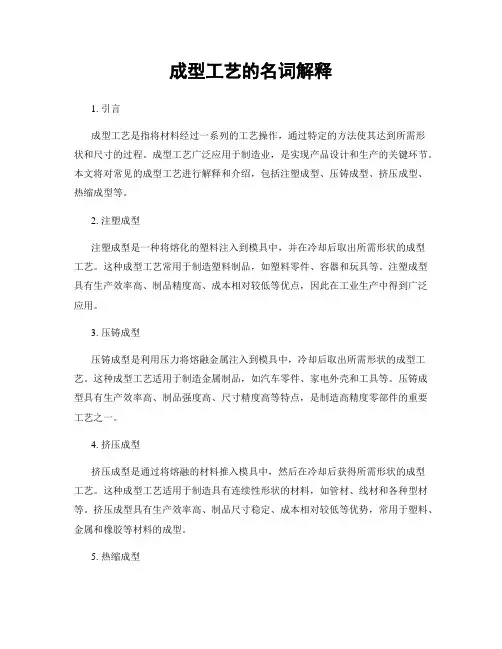
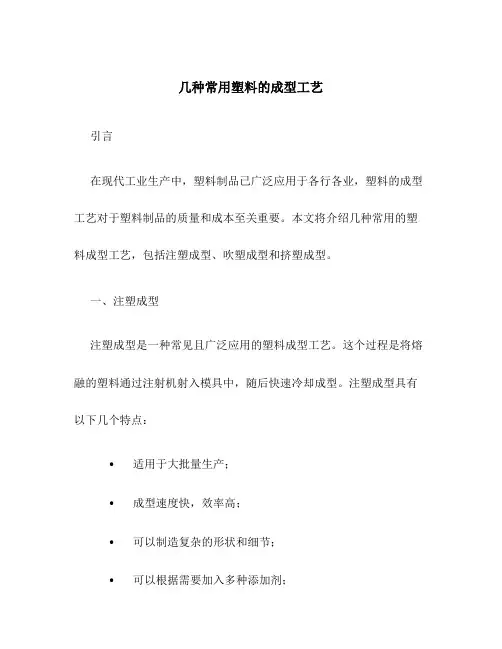
3、选择性激光熔融—在一个铺满金属粉末的槽内,计算机控制着一束大功率的二氧化碳激光选择性地扫过金属粉末表面。
在激光所到之处,表层的金属粉末完全熔融结合在一起,而没有照到的地方依然保持着粉末状态。
整个过程都需要在一个充满惰性气体的密封舱内进行。
4、选择性激光烧结—是SLS法采用红外激光器作能源,使用的造型材料多为粉末材料。
加工时,首先将粉末预热到稍低于其熔点的温度,然后在刮平棍子的作用下将粉末铺平;激光束在计算机控制下根据分层截面信息进行有选择地烧结,一层完成后再进行下一层烧结,全部烧结完后去掉多余的粉末,则就可以得到一烧结好的零件。
目前成熟的工艺材料为蜡粉及塑料粉,用金属粉或陶瓷粉进行烧结的工艺还在研究之中。
5、金属沉积—与“挤奶油”式的熔融沉积有些相似,但喷出的是金属粉末。
喷嘴在喷出金属粉末材料的同时,还会一并提供高功率激光以及惰性气体保护。
这样不会受到金属粉末箱尺寸的局限,能直接制造出更大体积的零部件,而且也很适合对局部破损的精密零件进行修复。
6、辊轧成型—辊轧成型方法是使用一组连续机架来把不锈钢轧成复杂形状。
辊子的顺序是这样设计的,即:每个机架的辊型可连续使金属变形,直到获得所需的最终形状。
如果部件的形状复杂,最多可用三十六个机架,但形状简单的部件,三、四个机架就可以了。
7、模锻—是指在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。
此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
8、模切—即下料工艺,将前制程成型后的薄膜定位在冲切模公模上,合模去除多余的材料,保留产品3D外形,与模具型腔相匹配。
金属成型的工艺
金属成型工艺是将金属坯料通过机械力、热力、力学或化学等加工手段,使其变成特定形状、尺寸和性能的加工工艺。
主要包括以下几种:
1.锻造工艺:通过锻造机械对金属坯料进行冲击加工,使其在塑性变形状态下形成所需形状和尺寸的加工工艺。
2.拉伸工艺:将金属坯料拉伸成直径精度高,长度可控的金属丝或带材的加工工艺。
3.轧制工艺:通过轧制机械对金属坯料进行挤压和塑性变形,使其变成规定厚度和宽度的薄板或带材的加工工艺。
4.冲压工艺:通过模具对金属薄板进行压制、剪切、冲孔等操作,使其成为各种复杂形状和尺寸的零件的加工工艺。
5.铸造工艺:通过熔融金属倒入模具中并冷却凝固,形成所需形状和尺寸的零件的加工工艺。
6.焊接工艺:将两个或两个以上的金属零件通过热加工、压制,或者化学反应等方法将其连接成整体的加工工艺。
7.精密加工工艺:包括电火花加工、激光加工、喷雾加工、超声波加工等技术,可制造出高精度和复杂形状的零件。
成型工艺的名词解释1. 引言成型工艺是指将材料经过一系列的工艺操作,通过特定的方法使其达到所需形状和尺寸的过程。
成型工艺广泛应用于制造业,是实现产品设计和生产的关键环节。
本文将对常见的成型工艺进行解释和介绍,包括注塑成型、压铸成型、挤压成型、热缩成型等。
2. 注塑成型注塑成型是一种将熔化的塑料注入到模具中,并在冷却后取出所需形状的成型工艺。
这种成型工艺常用于制造塑料制品,如塑料零件、容器和玩具等。
注塑成型具有生产效率高、制品精度高、成本相对较低等优点,因此在工业生产中得到广泛应用。
3. 压铸成型压铸成型是利用压力将熔融金属注入到模具中,冷却后取出所需形状的成型工艺。
这种成型工艺适用于制造金属制品,如汽车零件、家电外壳和工具等。
压铸成型具有生产效率高、制品强度高、尺寸精度高等特点,是制造高精度零部件的重要工艺之一。
4. 挤压成型挤压成型是通过将熔融的材料推入模具中,然后在冷却后获得所需形状的成型工艺。
这种成型工艺适用于制造具有连续性形状的材料,如管材、线材和各种型材等。
挤压成型具有生产效率高、制品尺寸稳定、成本相对较低等优势,常用于塑料、金属和橡胶等材料的成型。
5. 热缩成型热缩成型是利用热能将材料软化或熔化后,通过外加压力使其填充到模具中,并在冷却后取出所需形状的成型工艺。
这种成型工艺广泛应用于制造塑料制品,如塑料瓶、包装箱和容器等。
热缩成型具有快速、高效、成本低的特点,适用于大批量生产。
6. 流延成型流延成型是通过将熔化的材料涂敷到平板上,然后通过拉伸和冷却使其变为所需形状的成型工艺。
这种成型工艺常用于制造薄膜、纤维和片材等产品,如塑料薄膜、复合膜和涂层材料等。
流延成型具有制品尺寸稳定、生产过程简单、成本低等优势,适合大规模生产。
7. 旋转成型旋转成型是通过将熔化的材料注入到模具中,然后通过旋转模具使材料均匀附着在模具表面,并在冷却后取出所需形状的成型工艺。
这种成型工艺适用于制造中空的产品,如塑料水箱、玩具和装饰品等。
几种常用塑料的成型工艺引言在现代工业生产中,塑料制品已广泛应用于各行各业,塑料的成型工艺对于塑料制品的质量和成本至关重要。
本文将介绍几种常用的塑料成型工艺,包括注塑成型、吹塑成型和挤塑成型。
一、注塑成型注塑成型是一种常见且广泛应用的塑料成型工艺。
这个过程是将熔融的塑料通过注射机射入模具中,随后快速冷却成型。
注塑成型具有以下几个特点:•适用于大批量生产;•成型速度快,效率高;•可以制造复杂的形状和细节;•可以根据需要加入多种添加剂;•成本相对较低。
注塑成型主要有以下几个步骤:1.塑料原料进料:将塑料颗粒通过注塑机的料斗输送到加热筒中,进行熔融。
2.制作模具:根据产品的形状和尺寸,制作适当的模具。
3.射入模具:将熔融的塑料注入模具中。
4.冷却成型:通过冷却系统,使塑料迅速冷却成型。
5.取出成品:将成品从模具中取出。
注塑成型应用广泛,常见的产品包括塑料杯、塑料盒、零部件等。
二、吹塑成型吹塑成型是一种常用的塑料成型工艺,适用于制造中空物体,如瓶子、容器、玩具等。
吹塑成型具有以下几个特点:•适用于大中批量生产;•可以制造中空物体;•成型速度较快;•成本相对较低。
吹塑成型主要有以下几个步骤:1.塑料颗粒预热:将塑料颗粒通过加热系统进行预热,使其变软且易于塑性变形。
2.吹塑成型:将预热的塑料颗粒放入吹塑机中,通过高压气体将其吹塑成模具中的形状。
3.冷却固化:通过冷却系统,使塑料迅速冷却固化。
4.修整:将成品从模具中取出,并进行修整、修剪等处理。
吹塑成型广泛应用于食品包装、化妆品容器等领域。
三、挤塑成型挤塑成型是一种将熔融的塑料挤出成型的工艺,适用于制造具有恒定截面形状的长条状成品,如管道、线缆等。
挤塑成型具有以下几个特点:•适用于大批量生产;•可以制造长条状成品;•成型速度较快;•成本相对较低。
挤塑成型主要有以下几个步骤:1.塑料预处理:将塑料颗粒或粉末进行预处理,使其达到适合挤塑的熔融状态。
2.加热熔融:将预处理的塑料通过加热系统加热熔融。
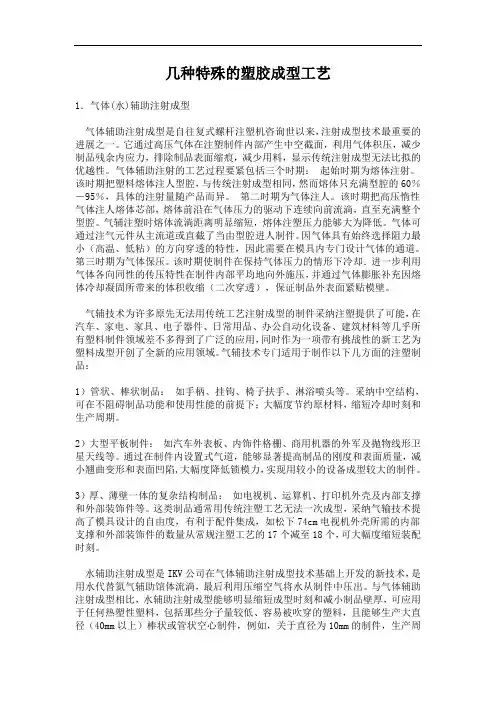
几种特殊的塑胶成型工艺1.气体(水)辅助注射成型气体辅助注射成型是自往复式螺杆注塑机咨询世以来,注射成型技术最重要的进展之一。
它通过高压气体在注塑制件内部产生中空截面,利用气体积压,减少制品残余内应力,排除制品表面缩痕,减少用料,显示传统注射成型无法比拟的优越性。
气体辅助注射的工艺过程要紧包括三个时期:起始时期为熔体注射。
该时期把塑料熔体注人型腔,与传统注射成型相同,然而熔体只充满型腔的60%-95%,具体的注射量随产品而异。
第二时期为气体注人。
该时期把高压惰性气体注人熔体芯部,熔体前沿在气体压力的驱动下连续向前流淌,直至充满整个型腔。
气辅注塑时熔体流淌距离明显缩短,熔体注塑压力能够大为降低。
气体可通过注气元件从主流道或直截了当由型腔进人制件。
因气体具有始终选择阻力最小(高温、低粘)的方向穿透的特性,因此需要在模具内专门设计气体的通道。
第三时期为气体保压。
该时期使制件在保持气体压力的情形下冷却.进一步利用气体各向同性的传压特性在制件内部平均地向外施压,并通过气体膨胀补充因熔体冷却凝固所带来的体积收缩(二次穿透),保证制品外表面紧贴模壁。
气辅技术为许多原先无法用传统工艺注射成型的制件采纳注塑提供了可能,在汽车、家电、家具、电子器件、日常用品、办公自动化设备、建筑材料等几乎所有塑料制件领域差不多得到了广泛的应用,同时作为一项带有挑战性的新工艺为塑料成型开创了全新的应用领域。
气辅技术专门适用于制作以下几方面的注塑制品:1)管状、棒状制品:如手柄、挂钩、椅子扶手、淋浴喷头等。
采纳中空结构,可在不阻碍制品功能和使用性能的前提下;大幅度节约原材料,缩短冷却时刻和生产周期。
2)大型平板制件:如汽车外表板、内饰件格栅、商用机器的外军及抛物线形卫星天线等。
通过在制件内设置式气道,能够显著提高制品的刚度和表面质量,减小翘曲变形和表面凹陷,大幅度降低锁模力,实现用较小的设备成型较大的制件。
3)厚、薄壁一体的复杂结构制品:如电视机、运算机、打印机外壳及内部支撑和外部装饰件等。
材料成型工艺基础
材料成型工艺是指将原材料通过一系列工艺加工操作,变成形状和尺寸符合要求、性能稳定的零件或产品的过程。
常见的材料成型工艺有:
1. 热压成型:将材料加热至一定温度,然后放入模具中进行压制成型。
常见的热压成型工艺有热挤压、热拉伸、热压铸等。
2. 冷压成型:将材料放入模具中进行压制成型,常见的冷压成型工艺有冷挤压、冷拉伸等。
3. 注塑成型:将熔化的塑料注入模具中,通过加压和冷却固化成型。
常见的注塑成型工艺有射出成型、吹塑成型、挤出成型等。
4. 粉末冶金成型:将粉末材料放入模具中,在高压下压制成型,通过烧结或烤模固化成型。
常见的粉末冶金成型工艺有烧结成型、热等静压成型、烤模成型等。
5. 造型成型:将液态、半固态或塑性的材料通过造型工具或手工造型进行成型。
常见的造型成型工艺有砂型铸造、蜡型铸造、压铸等。
以上是常见的材料成型工艺,每种工艺都有各自的特点和适用范围,应根据材料的性质、需求和经济性等因素选择适合的工艺。
常⽤的⼗⼤塑料成型⼯艺(优缺点介绍)注射成型注射成型:⼜称注塑成型,其原理是将粒状或粉状的原料加⼊到注射机的料⽃⾥,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进⼊模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注⼊压⼒,注塑时间,注塑温度⼯艺特点:优 点:1、成型周期短、⽣产效率⾼、易实现⾃动化2、能成型形状复杂、尺⼨精确、带有⾦属或⾮⾦属嵌件的塑料制件3、产品质量稳定4、适应范围⼴缺 点:1、注塑设备价格较⾼2、注塑模具结构复杂3、⽣产成本⾼、⽣产周期长、不适合于单件⼩批量的塑件⽣产应⽤:在⼯业产品中,注射成型的制品有:厨房⽤品(垃圾筒、碗、⽔桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、⾷品搅拌器等),玩具与游戏,汽车⼯业的各种产品,其它许多产品的零件等。
嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装⼊预先准备的异材质嵌件后注⼊树脂,熔融的材料与嵌件接合固化,制成⼀体化产品的成型⼯法。
⼯艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后⼯程更合理化。
2、树脂的易成型性、弯曲性与⾦属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的⾦属塑料⼀体化产品。
3、特别是利⽤了树脂的绝缘性和⾦属的导电性的组合,制成的成型品能满⾜电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成⼀体化产品后,可省去排列密封圈的复杂作业,使得后⼯序的⾃动化组合更容易。
双⾊注塑双⾊注塑:是指将两种不同⾊泽的塑料注⼊同⼀模具的成型⽅法。
它能使塑料出现两种不同的颜⾊,并能使塑件呈现有规则的图案或⽆规则的云纹状花⾊,以提⾼塑件的使⽤性和美观性。
⼯艺特点:1、核⼼料可以使⽤低黏度的材料来降低射出压⼒。
2、从环保的考虑,核⼼料可以使⽤回收的⼆次料。
3、根据不同的使⽤特性,如厚件成品⽪层料使⽤软质料,核⼼料使⽤硬质料或者核⼼料可以使⽤发泡塑料来降低重量。
成型加工方法的工艺
成型加工方法通常包括以下几种工艺:
1. 锻造:通过对金属材料施加压力,使其在强大的力量下变形,从而得到所需形状的方法。
常见的锻造方法包括冷锻、热锻、自由锻和数控锻造等。
2. 压力加工:利用压力将金属材料塑性变形,通过压制、拉伸、弯曲等方式改变材料形状。
常见的压力加工方法包括冲压、拉伸、弯曲、镦粗、滚压等。
3. 切削加工:通过在工件表面切削掉一部分材料,使工件达到所需形状的方法。
常见的切削加工方法包括车削、铣削、钻孔、插齿、磨削等。
4. 焊接:将两个或更多金属材料通过加热或施加压力的方法连接在一起的过程。
常见的焊接方法包括电弧焊、气焊、激光焊、电阻焊等。
5. 拉伸成型:将材料在拉力的作用下,通过拉伸变形来改变材料形状的方法。
常见的拉伸成型方法包括拉伸、扩张、冷挤压、深冲等。
6. 注塑成型:将熔化或溶解的材料注入模具中,经过冷却、凝固后得到所需形状的方法。
常见的注塑成型方法包括塑料注塑、金属注塑、橡胶注塑等。
7. 压力成型:通过应用压力将材料挤压成所需形状的方法。
常见的压力成型方
法包括挤压、冲压、滚压等。
以上是一些常见的成型加工方法,不同材料和产品的加工要求可能会有所不同,工艺选择应根据具体情况进行。
塑料袋的成型工艺方法介绍塑料袋的成型工艺方法主要包括以下几种:1. 吹膜成型:这种方法主要用于生产聚乙烯(PE)等热塑性塑料薄膜。
首先将塑料颗粒(如聚乙烯)通过吹膜机加热塑化,然后吹制成薄膜。
薄膜经过制袋机封切成一个一个的两头封好口的长方形的一本一本的袋子。
再经过冲口机把手提的那部分料截切下来。
这就完成了塑料袋的成型。
2. 注射成型:又称注塑成型,这种方法适用于热塑性或热固性塑料件的生产。
塑料首先在注射机底加热料筒内受热熔融,然后在注射机的螺杆或柱塞推动下,经注射机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。
3. 吹塑模具:这种方法主要用于生产中空塑料制品,如饮料瓶、日化用品等各种包装容器。
吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。
4. 热压罐成型:这种方法主要用于生产复合材料制品,如碳纤维复合材料、玻璃纤维复合材料等。
将塑料或复合材料片材放入热压罐中,在加热和压力作用下成型。
5. 真空袋压成型:这种方法也适用于复合材料制品的生产。
将塑料或复合材料片材放入真空袋中,抽真空后加热,通过真空袋的压力使材料成型。
6. 液压釜法成型:这种方法适用于大型复合材料制品的生产。
将塑料或复合材料片材放入液压釜中,通过液压泵加压,使材料在压力下成型。
7. 热膨胀模塑法成型:这种方法主要用于生产塑料制品,如塑料瓶、塑料盒等。
将塑料片材放入模具中,加热至一定温度,塑料片材膨胀后成型。
8. 复合材料成型:这种方法适用于生产塑料与其它材料(如纸、铝箔等)复合的制品。
如塑料复合袋、铝塑复合袋等。
综上所述,塑料袋的成型工艺方法多种多样,根据不同的原材料和生产需求选择合适的成型方法。
复合材料的成型工艺复合材料的成型工艺主要包括以下几种:1. 手糊成型工艺:是一种湿法铺层成型法,通过涂刷胶液和铺设纤维织物,在模具上形成一定厚度的层片,然后进行固化。
2. 喷射成型工艺:是将树脂和纤维混合后,通过喷射的方式在模具表面形成一定厚度的层片,再进行固化。
3. 树脂传递模塑技术(RTM技术):将纤维织物放入模具中,然后注入树脂,经过一定的温度和压力条件进行固化,形成复合材料制品。
4. 袋压法成型:是将纤维织物放入密封的袋子里,然后通过压力使纤维织物紧密结合在一起,再经过固化得到复合材料制品。
5. 真空袋压成型:是在袋压法的基础上,通过抽真空的方式排除纤维织物内的空气和水分,提高制品的密实度和质量。
6. 热压罐成型技术:是将预浸料放入金属模具中,通过热压罐的高温高压作用,使预浸料粘结成复合材料制品。
7. 液压釜法成型技术:是将预浸料放入密封的液压釜中,通过液体介质的压力使预浸料紧密结合在一起,再经过固化得到复合材料制品。
8. 热膨胀模塑法成型技术:是将纤维织物放入模具中,利用热膨胀原理使纤维织物紧密结合在一起,再经过固化得到复合材料制品。
9. 夹层结构成型技术:是将两层或更多层预浸料之间夹入一层泡沫材料或其他材料,通过加热加压或抽真空的方式使其粘结成复合材料制品。
10. 模压料生产工艺:是将纤维织物和树脂混合后,经过一定温度和压力条件进行固化,形成模压料,然后将其加工成制品。
11. ZMC模压料注射技术:是将ZMC模压料加热后注入模具中,经过一定的温度和压力条件进行固化,形成复合材料制品。
12. 层合板生产技术:是将多层预浸料按照一定的顺序叠放在一起,然后经过热压或冷压的方式使其粘结成复合材料层合板。
13. 卷制管成型技术:是将纤维织物和树脂混合后,通过卷制机卷制成管状制品。
14. 纤维缠绕制品成型技术:是将纤维织物缠绕在芯模上,然后注入树脂或进行热处理,形成复合材料制品。
15. 连续制板生产工艺:是将预浸料连续通过加热和加压装置,使其连续地粘结成复合材料板材。
金属材料成型工艺:基本要求与注意事项一、引言金属材料是工业制造中的重要组成部分,其成型工艺对于产品的质量、性能和外观都具有至关重要的影响。
本文将详细介绍金属材料的几种主要成型工艺,包括铸造、锻造、焊接、粉末冶金等,并阐述在金属制作成型和制作过程中需要注意的问题及工艺。
二、金属材料成型工艺1.铸造工艺:铸造是将熔融的金属倒入模具中,待其冷却凝固后形成所需形状的工艺。
铸造工艺适用于制造复杂形状的零件,但易产生气孔、缩孔等缺陷。
2.锻造工艺:锻造是将金属坯料放在砧铁上,通过冲击或压力使其变形,达到所需形状和尺寸的工艺。
锻造工艺适用于制造高强度、耐腐蚀的零件,但易产生变形和裂纹。
3.焊接工艺:焊接是通过高温或压力将两块金属连接在一起的工艺。
焊接工艺适用于制造大型或复杂的零件,但易产生热影响区和应力裂纹。
4.粉末冶金工艺:粉末冶金是将金属粉末在高温下烧结成型的工艺。
粉末冶金工艺适用于制造复杂形状、高精度和小批量零件,但成本较高。
三、金属制作成型和制作需要注意的问题及工艺1.材料选择:根据产品要求选择合适的金属材料,考虑其物理性能、化学成分、力学性能等因素。
2.模具设计:根据产品要求设计合理的模具结构,确保模具的强度、刚度和精度。
3.成型过程控制:严格控制成型过程中的温度、压力、时间等因素,确保产品达到预期的形状和尺寸。
4.质量检测:对成型后的产品进行质量检测,包括外观检查、尺寸检测、无损检测等,确保产品质量符合要求。
5.环境保护:在金属制作成型和制作过程中要注意环境保护,减少废气、废水、废渣的产生,降低能源消耗和碳排放。
6.生产效率:在保证产品质量的前提下,要尽可能提高生产效率,降低生产成本,提高市场竞争力。
四、结论金属材料成型工艺是工业制造中的重要环节,对于产品的质量、性能和外观具有决定性的影响。
在实际生产中,要根据产品要求选择合适的成型工艺,注意材料选择、模具设计、成型过程控制、质量检测、环境保护和生产效率等方面的问题,以确保产品的质量和生产的顺利进行。
亚克力棒料成型方式亚克力棒料成型是将热塑性塑料转化为固定形状的过程,通过一系列物理或化学变化实现。
亚克力(PMMA)是一种热塑性塑料,可以通过多种方式进行成型。
以下是亚克力棒料的主要成型方式:1. 挤压成型:挤压成型是利用加压和加热的方式,将亚克力棒料通过模具挤压成所需形状的过程。
在挤压过程中,亚克力棒料在高温和压力的作用下发生变形,流经模具的流道,最终形成所需的形状。
该方法主要适用于生产长度较长、截面形状一致的亚克力制品。
2. 注射成型:注射成型是一种常用的塑料成型方法,适用于大规模生产。
亚克力棒料在高温下被加热熔化,然后通过注射机注入模具中。
在模具内,亚克力熔体冷却固化,形成所需的形状。
注射成型具有高效率、高精度和低成本的优点,适合生产形状复杂、尺寸精度要求高的亚克力制品。
3. 压延成型:压延成型是一种利用连续辊筒将热塑性塑料压制成片材或薄膜的工艺。
亚克力棒料经过加热熔融后,通过一系列辊筒的碾压和拉伸,形成一定厚度和宽度的片材或薄膜。
压延成型适用于生产连续的片材或薄膜,广泛应用于亚克力板材、薄膜等制品的生产。
4. 吹塑成型:吹塑成型是一种利用气压将塑料熔体吹制成所需形状的工艺。
亚克力熔体在模具内冷却固化后,形成中空制品。
吹塑成型适用于生产具有一定壁厚、腔体复杂的亚克力制品,如瓶子、罐子等。
5. 浇注成型:浇注成型是将液态热塑性塑料倒入敞口模具中,通过冷却固化形成所需形状的工艺。
亚克力棒料在高温下熔化成液态,然后倒入模具中,冷却后形成所需的亚克力制品。
浇注成型适用于生产小型、结构简单的亚克力制品,如装饰品、工艺品等。
6. 热压成型:热压成型是将热塑性塑料片材加热至软化状态,然后在压力作用下与模具贴合,冷却后形成所需形状的工艺。
亚克力片材经过加热软化后,在压力作用下与模具紧密贴合,形成所需形状的亚克力制品。
热压成型具有高效率、低成本的优点,适用于生产具有一定厚度和尺寸要求的亚克力板材制品。
7. 旋转成型:旋转成型是一种利用旋转运动将热塑性塑料加工成管状或空心球状制品的工艺。
陶瓷材料及其成型工艺一、陶瓷原料陶瓷原料主要包含粘土、石英、长石等,是制作陶瓷的基础。
不同的原料配方可以影响陶瓷的物理性质,如硬度、耐磨性、耐腐蚀性等。
二、成型工艺成型工艺是陶瓷制造的关键环节,主要分为以下几种:1.手糊成型:手糊成型是一种直接在模具上涂抹陶瓷浆料的方法,适用于制造大型或形状复杂的陶瓷制品。
2.注射成型:注射成型是一种将陶瓷浆料注入模具的方法,适用于制造小型、复杂的陶瓷制品。
3.压力注浆成型:压力注浆成型是一种在一定压力下将陶瓷浆料注入模具的方法,适用于制造薄壁、大型的陶瓷制品。
4.等静压成型:等静压成型是一种利用液体介质对陶瓷坯体进行均匀压力作用的方法,适用于制造高精度、高密度的陶瓷制品。
三、烧成工艺烧成工艺是陶瓷制造的另一个关键环节,主要分为以下几种:1.低温烧成:低温烧成是一种在较低温度下进行烧制的方法,适用于制造不耐高温的陶瓷制品。
2.高温烧成:高温烧成是一种在较高温度下进行烧制的方法,适用于制造需要高温烧制的陶瓷制品。
3.烧结法:烧结法是一种将陶瓷粉末经过高温烧结成为致密材料的方法,适用于制造高强度、高硬度的陶瓷制品。
四、表面处理表面处理是陶瓷制造的另一个重要环节,主要分为以下几种:1.涂装:涂装是在陶瓷表面涂上一层涂料,以增加美观度和保护层。
2.抛光:抛光是在陶瓷表面进行机械加工,以增加表面的光滑度和光泽度。
3.蚀刻:蚀刻是在陶瓷表面进行化学腐蚀加工,以制造出各种图案和纹理。
五、加工工艺加工工艺是陶瓷制造的最后一个环节,主要分为以下几种:1.切割:切割是将陶瓷材料进行切割成所需尺寸和形状的方法。
2.磨削:磨削是使用磨削液及磨具对工件进行磨削加工的方法。
几种常用塑料的成型工艺介绍常用塑料的成型工艺主要有注塑成型、挤出成型、吹塑成型、压延成型和热成型等。
以下将对这几种常用的成型工艺进行详细介绍。
1.注塑成型:注塑成型是最常用的塑料成型工艺之一、它通过将熔融的塑料注入到闭合的模具中,使其在模具中冷却固化,并获得所需的形状和尺寸。
这种成型工艺适用于大多数热塑性塑料,如聚乙烯、聚丙烯、聚氯乙烯等。
注塑成型具有生产效率高、成型周期短、尺寸精确等优点,因此广泛应用于制造塑料制品。
2.挤出成型:挤出成型是将熔融塑料通过挤出机加热和加压后,通过模具挤压成型。
挤出成型适用于长条状或不规则截面的塑料制品,如塑料管、塑料板、塑料薄膜等。
挤出成型的工艺过程简单,设备投资相对较低,但成型周期较长。
常见的挤出机包括单螺杆挤出机和双螺杆挤出机。
3.吹塑成型:吹塑成型是将加热的塑料取出塑料颗粒放入吹塑机的模冲中,通过内外压力使其塑化,并在成型模具壁上冷却固化。
吹塑成型适用于容器、瓶子等中空塑料制品的生产。
该工艺分为挤出吹塑和注射吹塑两种,挤出吹塑适用于生产大型中空容器,而注射吹塑适用于生产小型容器。
4.压延成型:压延成型是将熔融的塑料通过过辊进行挤压和冷却固化,形成所需的塑料薄板或薄膜。
压延成型适用于生产大型、平整的塑料制品,如塑料板材、塑料薄膜等。
压延成型工艺简单、成型速度快,但需要生产设备管道相对较长。
5.热成型:热成型是将硬化或部分硬化的塑料通过受热加热软化,然后通过模具压制形成所需形状的成型工艺。
热成型适用于板材或薄膜的生产,如吸塑制品、塑料包装等。
常见的热成型方法包括真空成型、热压成型和热吹成型等。
通过以上介绍,我们可以了解到几种常用的塑料成型工艺,包括注塑成型、挤出成型、吹塑成型、压延成型和热成型。
每种成型工艺都有其适用的塑料类型和成型产品,选择适合的成型工艺可以提高生产效率和产品质量。
成型是指工件、产品经过加工后具有了某种特定的、所需要的形状。
今天算是抛砖引玉,为站友们介绍常用的7种成型技术。
1-热压成型
橡胶,塑胶及纤维强化复合材料置入预热模穴中藉由加压成型。
热压成型示意图
热压成型制成的键盘按键
2-热成型
热塑性塑胶板材料在加热后加压成型,适用成型板厚在1毫米至12毫米。
热成型示意图
制作过程如下
3-旋转成型
旋转成型用于制作具有等肉厚的中空形体,聚合物粉末沿着模具内壁经过加热后,滚动翻搅自成无内应力的加工成品。
旋转成型示意图
制作过程如下
4-射出成型
射出成型是塑胶制品大量生产最重要的生产技术,它被用以生产种类极为繁多的日常生活用品,它能成型复杂形状且尺寸差异大的产品,从大件的产品到很薄的小玩意。
射出成型示意图
制作过程如下:(这款著名的椅子也是射出成型做出的哦,不过它用的成型工艺准确说应该是空气辅助射出成型,示意图如下,可以成型中空的结构)
空气辅助射出成型:
5-金属旋压
金属旋压是一种钣金成形制程,用来制造旋转对称的工件如圆柱形,圆锥形和半球形,金属旋压使用单边模具,或以渐进式加工成型。
金属旋压示意图
制作过程如下:
6-金属扭轴成型
金属管材的扭轴成型,是金属折弯工艺中的一种,用于小角度的折弯成型工艺。
扭轴成型示意图
金属扭轴
7-超塑性成型
这种新发展的技术用类似热塑成型的方法来生产钣金件。
金属板材加热后以空气压力加压成型,这种制程依赖于特殊级数的镁钛铝材料的超塑性。
超塑性成型示意图
超塑成型的自行车框架。