第三章快速成型材料及设备II分解
- 格式:ppt
- 大小:1.25 MB
- 文档页数:12
第3章快速成型材料及设备3.1 快速成型材料快速成型材料一直是快速成型技术研究与开发的重要任务之一,每一种快速成型制造工艺的推出和成熟都与材料研究与开发密切相关。
一种新的快速成型材料的出现往往会使快速成型工艺及设备结构、成型件品质和成型效益发生巨大的进步。
快速成型材料根据原型建造原理、技术和方法的不同分为薄层材料、液态材料、粉状材料、丝材等。
不同的成型制造方法对应的成型材料的性状是不同的,不同的成型制造方法对成型材料性能的要求也是不同的。
在快速成型技术推出初期,一般都是快速成型设备的制造商在从事所需求的材料的研究。
但随着快速成型技术的发展和推广,许多材料专业公司也加入到快速成型材料的研发中,成型材料正向高性能、系列化的方向发展。
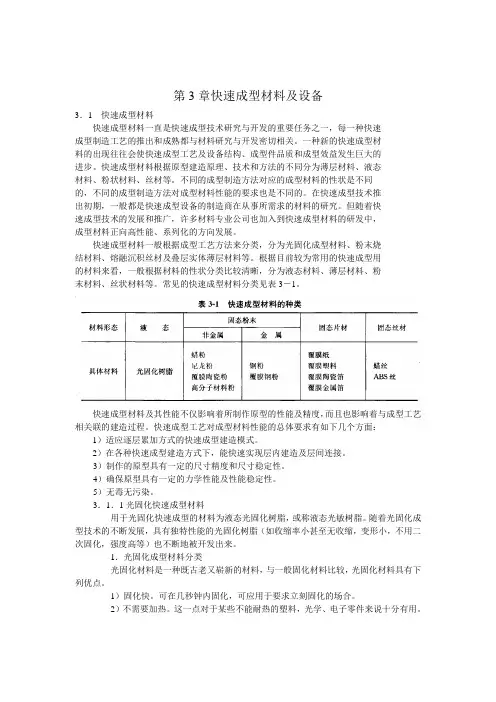
快速成型材料一般根据成型工艺方法来分类,分为光固化成型材料、粉末烧结材料、熔融沉积丝材及叠层实体薄层材料等。
根据目前较为常用的快速成型用的材料来看,一般根据材料的性状分类比较清晰,分为液态材料、薄层材料、粉末材料、丝状材料等。
常见的快速成型材料分类见表3-1。
快速成型材料及其性能不仅影响着所制作原型的性能及精度,而且也影响着与成型工艺相关联的建造过程。
快速成型工艺对成型材料性能的总体要求有如下几个方面:1)适应逐层累加方式的快速成型建造模式。
2)在各种快速成型建造方式下,能快速实现层内建造及层间连接。
3)制作的原型具有一定的尺寸精度和尺寸稳定性。
4)确保原型具有一定的力学性能及性能稳定性。
5)无毒无污染。
3.1.1光固化快速成型材料用于光固化快速成型的材料为液态光固化树脂,或称液态光敏树脂。
随着光固化成型技术的不断发展,具有独特性能的光固化树脂(如收缩率小甚至无收缩,变形小,不用二次固化,强度高等)也不断地被开发出来。
1.光固化成型材料分类光固化材料是一种既古老又崭新的材料,与一般固化材料比较,光固化材料具有下列优点。
1)固化快。
可在几秒钟内固化,可应用于要求立刻固化的场合。



第六章快速成型技术 (2)4.1 快速原型技术简介 (2)4.1.1 快速成型的基本原理 (2)4.1.2 快速成型的工艺过程 (3)4.1.3 快速原形技术的特点 (4)4.2 RP工艺方法简介 (5)4.2.1典型RP工艺方法简介 (5)4.2.2 典型快速成型工艺比较 (8)4.2.3 其他快速成型工艺 (9)4.3 SCPS350紫外光快速成型机 (9)4.3.1 SCPS350紫外光快速成型机基本原理及制作过程 (9)4.3.2 SCPS350紫外光快速成型机床控制软件的介绍 ..................................... 错误!未定义书签。
4.3.3 SCPS350紫外光快速成型机机床实例讲解............................................. 错误!未定义书签。
第六章快速成型技术4.1 快速原型技术简介快速成型(Rapid Prototyping)是上世纪80年代末及90 年代初发展起来的新兴制造技术,是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。
它集成了CAD 技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。
由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件,极大地提高了生产效率和制造柔性。
与传统制造方法不同,快速成型从零件的CAD几何模型出发,通过软件分层离散和数控成型系统,用激光束或其他方法将材料堆积而形成实体零件。
通过与数控加工、铸造、金属冷喷涂、硅胶模等制造手段相结合,已成为现代模型、模具和零件制造的强有力手段,在航空航天、汽车摩托车、家电等领域得到了广泛应用。
快速成型技术自问世以来,得到了迅速的发展。
由于RP技术可以使数据模型转化为物理模型,并能有效地提高新产品的设计质量,缩短新产品开发周期,提高企业的市场竞争力,因而受到越来越多领域的关注,被一些学者誉为敏捷制造技术的使能技术之一。
快速成型设备总结快速成形机系统中比较成熟的有SLA、SLS、LOM和FDM等方法。
本文将对这几种方法得成型材料、制件性能、主要用途、方法特点、优缺点及研究单位几个方面进行介绍:一、SLA(光固化成型法)成形材料:液态光敏树脂;制件性能:相当于工程塑料或蜡模;主要用途:高精度塑料件、铸造用蜡模、样件或模型。
方法的特点:精度高、表面质量好、原材料利用率将近100%,能成型形状特别复杂(如空心零件)、特别精细(如手饰、工艺品等)的零件。
缺点是设备价格相对较贵。
优点:1、系统工作稳定。
系统一旦开始工作,构建零件的全过程完全自动运行,无需专人看管,直到整个工艺过程结束。
2、尺寸精度较高,可确保工件的尺寸精度在0.1mm以内。
3、表面质量较好,工件的最上层表面很光滑,侧面可能有台阶不平及不同层面间的曲面不平。
4、系统分辨率较高,因此能构建复杂结构的工件。
缺点:1、随着时间推移,树脂会吸收空气中的水分,导致软薄部分的弯曲和卷翅。
2、氦-镉激光管的寿命仅3000小时,价格较昂贵。
同时需对整个截面进行扫描固化,成型时间较长,因此制作成本相对较高。
3、可选择的材料种类有限,必须是光敏树脂。
由这类树脂制成的工件在大多数情况下都不能进行耐久性和热性能试验,且光敏树脂对环境有污染,使皮肤过敏。
4、需要设计工件的支撑结构,以便确保在成型过程中制作的每一个结构部委都能可靠定位。
研究单位:美国: 3D Systems公司——SLA系列,Aaroflex公司日本: SONY/D-MEC公司,Teijin Seiki公司德国: EOS公司(价格在百万以上)二、SLS(激光选区烧结法)成形材料:工程塑料粉末;如聚碳酸酯、尼龙、覆膜金属制件性能:相当于工程塑料、蜡模、砂型;主要用途:塑料件、铸造用蜡模、样件或模型特点:机器比较昂贵,制作的零件表面粗糙,后处理比较麻烦,例如要在表面涂敷环氧树脂固化、打磨等。
还有一个问题是成型件的致密程度较差。