工艺计算
- 格式:ppt
- 大小:137.00 KB
- 文档页数:18

工艺尺寸链计算的基本公式
1.尺寸链总公差计算式
总公差=设计尺寸+最大便宜-最小公差
其中,设计尺寸是产品设计的理论尺寸,最大便宜是指允许的最大超
出设计尺寸的尺寸偏差,最小公差是指允许的最小尺寸偏差。
2.累积公差计算式
累积公差=√(Σ(公差1^2+公差2^2+公差3^2+...+公差n^2))
其中,Σ表示总和,公差1、公差2、公差3...公差n是从设计到加
工过程中每个环节的公差。
3.公差分配计算式
公差分配=(设计尺寸-加工尺寸)/加工余量
其中,设计尺寸是产品设计的理论尺寸,加工尺寸是实际加工得到的
尺寸,加工余量是指设计尺寸与加工尺寸之间的差值。
4.合并公差计算式
合并公差=√(公差1^2+公差2^2)
其中,公差1和公差2是两个相互独立的公差。
5.组合公差计算式
组合公差=(公差1^2+公差2^2+公差3^2+...+公差n^2)^0.5
其中,公差1、公差2、公差3...公差n是不同特征尺寸的尺寸公差。
除了这些基本公式外,还有一些特殊情况下的公式可供使用,如配合
公差的计算、紧配合公差的计算等。
需要注意的是,工艺尺寸链的计算是一个复杂的过程,需要考虑到产
品的设计要求、加工工艺的要求、材料的特性等多个因素。
公式只是工艺
尺寸链计算的一部分,实际使用中还需结合具体情况进行综合计算和分析。

整经工艺计算公式一、引言整经是纺织工艺中的一种重要加工工艺,其目的是将多股纱线或多根纱线通过整经机器,按照一定的规则排列成一定宽度的经纱。
整经工艺计算公式是整经工艺中的关键内容,通过公式的计算可以确定整经工艺中的各项参数,保证整经的质量和效率。
本文将介绍整经工艺计算公式的基本原理和具体应用。
二、整经工艺计算公式的基本原理1. 经纱密度计算公式经纱密度是指在单位长度内经纱的根数。
经纱密度的计算公式为:经纱密度 = 经纱总根数 / 经纱总长度2. 经纱总长度计算公式经纱总长度是指整经过程中使用的经纱的总长度。
经纱总长度的计算公式为:经纱总长度 = 平均纱密度× 经纱总根数3. 经纱总根数计算公式经纱总根数是指整经过程中使用的经纱的总根数。
经纱总根数的计算公式为:经纱总根数 = 经纱密度× 经纱总长度4. 经纱长度计算公式经纱长度是指经纱在整经机器上的拉伸长度。
经纱长度的计算公式为:经纱长度 = 经纱总长度 / 经纱总根数5. 经纱根数计算公式经纱根数是指经纱在整经机器上的根数。
经纱根数的计算公式为:经纱根数 = 经纱总根数 / 经纱总长度三、整经工艺计算公式的具体应用1. 经纱密度计算根据实际需求和经纱规格,可以通过经纱密度计算公式,计算出所需要的经纱密度。
根据经纱密度,可以选择合适的整经机器和整经工艺参数。
2. 经纱总长度计算根据实际需求和经纱密度,可以通过经纱总长度计算公式,计算出所需要的经纱总长度。
经纱总长度的计算结果可以用于经纱的采购和库存管理。
3. 经纱总根数计算根据实际需求和经纱密度,可以通过经纱总根数计算公式,计算出所需要的经纱总根数。
经纱总根数的计算结果可以用于经纱的采购和库存管理。
4. 经纱长度计算根据实际需求和经纱总长度,可以通过经纱长度计算公式,计算出经纱在整经机器上的拉伸长度。
经纱长度的计算结果可以用于整经机器的参数设置和调整。
5. 经纱根数计算根据实际需求和经纱总根数,可以通过经纱根数计算公式,计算出经纱在整经机器上的根数。
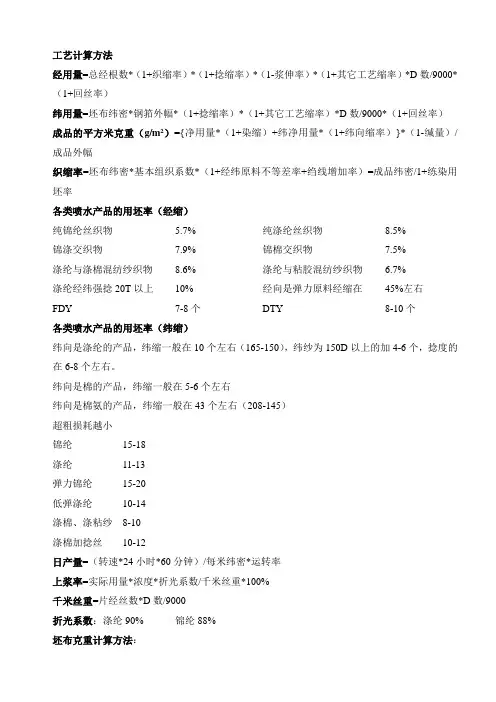
工艺计算方法经用量=总经根数*(1+织缩率)*(1+捻缩率)*(1-浆伸率)*(1+其它工艺缩率)*D数/9000*(1+回丝率)纬用量=坯布纬密*钢筘外幅*(1+捻缩率)*(1+其它工艺缩率)*D数/9000*(1+回丝率)成品的平方米克重(g/m2)={净用量*(1+染缩)+纬净用量*(1+纬向缩率)}*(1-缄量)/成品外幅织缩率=坯布纬密*基本组织系数*(1+经纬原料不等差率+绉线增加率)=成品纬密/1+练染用坯率各类喷水产品的用坯率(经缩)纯锦纶丝织物 5.7% 纯涤纶丝织物8.5%锦涤交织物7.9% 锦棉交织物7.5%涤纶与涤棉混纺纱织物8.6% 涤纶与粘胶混纺纱织物 6.7%涤纶经纬强捻20T以上10% 经向是弹力原料经缩在45%左右FDY 7-8个DTY 8-10个各类喷水产品的用坯率(纬缩)纬向是涤纶的产品,纬缩一般在10个左右(165-150),纬纱为150D以上的加4-6个,捻度的在6-8个左右。
纬向是棉的产品,纬缩一般在5-6个左右纬向是棉氨的产品,纬缩一般在43个左右(208-145)超粗损耗越小锦纶15-18涤纶11-13弹力锦纶15-20低弹涤纶10-14涤棉、涤粘纱8-10涤棉加捻丝10-12日产量=(转速*24小时*60分钟)/每米纬密*运转率上浆率=实际用量*浓度*折光系数/千米丝重*100%千米丝重=片经丝数*D数/9000折光系数:涤纶90% 锦纶88%坯布克重计算方法:坯布规格190T涤塔夫68D*68D 20#*2穿*30梭门幅165cm以下算法只适用于不加捻产品,算出来是米克重哦,当然加捻产品算克重都可以套用,如果是织造厂算原料的用量,在纬的门幅上至少+10cm,经不用加。
一、原料用量计算定义:织一米坯布需经纬原料多少克?1、长纤类:经用量(g/m)=总经根数*(D/9000)*1.1纬用量(g/m)=坯布纬密*上机门幅*(D/9000)*1.1或=成品纬密*成品门幅*(D/9000)*1.1注:1.1=1+10%,10%为织缩率+损耗,一般FDY取1.08,DTY取1.12例1、涤塔夫上机门幅168cm 17筘3穿坯布纬密28梭原料:63D FDY*63D FDY 求原料用量解:经用量=168*17*3*63/9000*1.08=64.77g/m纬用量=168*28*63/9000*1.08=35.56 g/m即理论米克=64.77+35.56=100 g/m例2、75DFDY+100DDTY 五枚缎12#*5入*166 坯布纬密30梭求原料用量解:经用量=12*5*166*75/9000*1.08=89.64 g/m纬用量=30*166*100/9000*1.12=61.97 g/m2、短纤类:经用量=0.64984*(经密/经线纱支)*门幅纬用量=0.64984*(纬密/纬线纱支)*门幅注:也可把短纤换成长纤,用长纤公式来计算,D=5315/S例1、N-70D FDY*21S 133*72 59"求原料用量解:经用量=133*59*70/9000*1.08=65.91 g/m纬用量=0.64984*72/21*59=131.4 g/m例2、经:N-70D DTY +30D氨纶纬:30S棉+40D氨纶86*58 59"求原料用量及原料所占比例解:氨纶有个拉缩比,一般30D的氨纶按10-13D计算,40D按15-18D计算,70D按25D计算,拉缩比一般可取3,如40/3=13.33,按15-18算经用量锦纶=70*86*59/9000*1.12=44.2经用量氨纶=86*59*13/9000*1.1=8.06纬用量棉=58*59*5313/30/9000*1.1=74.1纬用量氨纶=58*59*18/9000*1.1=7.53氨纶比例=(8.06+7.53)/133.89=11.64%棉比例=74.1/133.89=55.36%锦纶比例=44.2/133.89=33%3、加捻类:经用量=总经根数*D/9000*1.1*(1+捻缩率)*(1+蒸缩率)纬用量=坯布纬密*上机门幅*D/9000*1.1*(1+捻缩率)*(1+缩率)①捻缩率捻缩率=0.0038*(T/mm)*(T/mm)*DD的倍数以10D为基础40D以下不考虑系数40D-0.1→40/10-0.1=3.950D-0.2→50/10-0.2=4.860D-0.370D-0.4……120D-0.9→120/10-0.9=11.1130D有以上在120D倍数的基础上,每增加10D增加0.8如150D→11.1+3*0.8=13.5例1、75D FDY 22T/2S2Z,求捻缩率解:捻缩率=0.0038*2.2*2.2*(75/10-0.5)=12.87%例2、150D DTY 8T/2S2Z求捻缩率解:捻缩率=0.0038*0.8*0.8*(11.1+2.4)=3.28%②蒸缩率蒸缩率10T/cm以下2%,10-18T/cm为5%,18T/cm以上按6.5%例:经-50D 有光 FDY 10T/2S2Z纬-75D DTY+40D氨纶16T/2S2Z上机208*15#*5入纬密30梭求原料用量?解:经用量=208*15*5*50*1.08/9000*{1+0.0038*1*(50/10-0.2)}*(1+5%)=100.07 纬用量=208*30*1.12*(75+18)/9000*{1+0.0038*1.6*1.6*(93/10-0.6)}*(1+5%)=82.18 二、前道报价整浆并车间倒倍捻车间上浆费用涤纶FDY 0.03-0.04元/并DTY 0.04-0.05元/并锦纶FDY 0.05-0.06元/并4并以下3分4-8并3.5分8并以上4分4-8并4.5分8并以上5分棉6-7分分批整经并数=总经根数/1680根(1680为最大上排原料筒子数)取整数(只入不舍)分条整经0.1-0.5元/米(最大上排筒子数一般为800)低弹网络丝直接上分条0.06-0.1元/米例、经70D锦纶FDY 168*17*2入,求:上浆费。

整经工艺计算公式一、引言整经工艺是纺织行业中的一项重要工艺,它涉及到纺织品的整理、烧毛、漂白、染色等过程。
在整经工艺中,计算公式是非常关键的工具,它能够帮助我们准确地计算各种参数,以确保整经工艺的顺利进行。
本文将介绍一些常用的整经工艺计算公式。
二、烧毛工艺计算公式1. 烧毛时间计算公式烧毛时间 = 毛料长度 / 速度其中,毛料长度指的是待烧毛纱线的长度,速度指的是烧毛机的运转速度。
通过这个公式,我们可以计算出烧毛过程中所需的时间,从而合理安排生产计划。
2. 烧毛温度计算公式烧毛温度 = (纱线的熔点 + 烧毛机的温度升高值)/ 烧毛机的升温速度在烧毛过程中,我们需要将纱线加热到一定的温度,以便使纱线中的毛发烧尽。
通过这个公式,我们可以计算出烧毛机所需的温度升高值和升温速度,从而控制烧毛温度。
三、漂白工艺计算公式1. 漂白液配方计算公式漂白液的配方可以根据纺织品的需求进行调整,一般包括漂白剂、稀释剂、助剂等。
配方的计算公式如下:漂白液配方 = (所需漂白剂量 / 漂白剂浓度)+ (所需稀释剂量/ 稀释剂浓度)+ (所需助剂量 / 助剂浓度)通过这个公式,我们可以计算出漂白液中各种成分的用量,从而调整漂白液的配方。
2. 漂白时间计算公式漂白时间 = 纺织品的长度 / 速度漂白过程中,我们需要将纺织品浸泡在漂白液中一段时间,以使其彻底漂白。
通过这个公式,我们可以计算出漂白过程中所需的时间,从而控制漂白过程的效率。
四、染色工艺计算公式1. 染料配方计算公式染料配方的计算公式根据染色的要求进行调整,一般包括染料的用量、助剂的用量等。
配方的计算公式如下:染料配方 = (染料用量 / 染料浓度)+ (助剂用量 / 助剂浓度)通过这个公式,我们可以计算出染色过程中染料和助剂的用量,从而调整染色液的配方。
2. 染色时间计算公式染色时间 = 纺织品的长度 / 速度染色过程中,我们需要将纺织品浸泡在染色液中一段时间,以使其染色均匀。