K3教程-车间工序流转卡培训
- 格式:ppt
- 大小:2.79 MB
- 文档页数:23
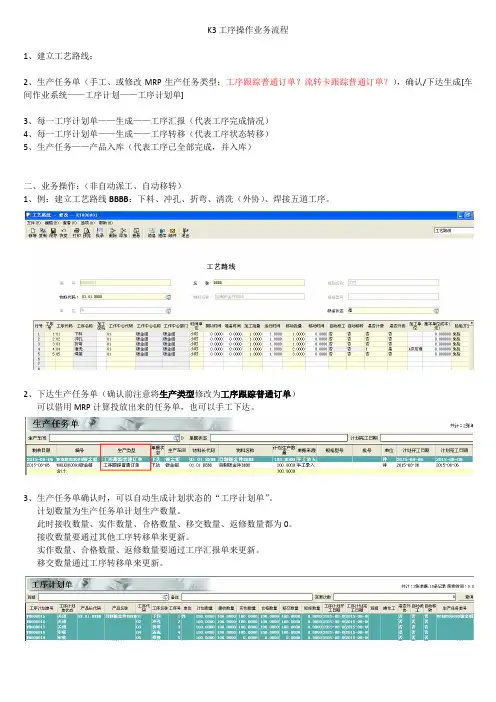
K3工序操作业务流程1、建立工艺路线:2、生产任务单(手工、或修改MRP生产任务类型:工序跟踪普通订单?流转卡跟踪普通订单?),确认/下达生成[车间作业系统——工序计划——工序计划单]3、每一工序计划单——生成——工序汇报(代表工序完成情况)4、每一工序计划单——生成——工序转移(代表工序状态转移)5、生产任务——产品入库(代表工序已全部完成,并入库)二、业务操作:(非自动派工、自动移转)1、例:建立工艺路线BBBB:下料、冲孔、折弯、清冼(外协)、焊接五道工序。
2、下达生产任务单(确认前注意将生产类型修改为工序跟踪普通订单)可以借用MRP计算投放出来的任务单,也可以手工下达。
3、生产任务单确认时,可以自动生成计划状态的“工序计划单”。
计划数量为生产任务单计划生产数量。
此时接收数量、实作数量、合格数量、移交数量、返修数量都为0。
接收数量要通过其他工序转移单来更新。
实作数量、合格数量、返修数量要通过工序汇报单来更新。
移交数量通过工序转移单来更新。
4、从工序计划单下推生成“派工单”,安排工序生产内容。
5、从派工单下推生成“工序汇报”,汇报完成情况。
6、从工序计划单下推生成工序转移单,将上一工序完成量转移至下一工序。
7、委外工序则执行以下操作步骤:1)从上一工序通过工序转移单来更新接收数量。
2)从工序计划单下推生成“委外工序转出单”。
3)从工序计划单下推生成“委外工序接收单”。
来更新实作数量、合格数量。
8、下一道工序则循环按派工单——工序汇报——工序转移的步骤执行操作,直至最后一道工序结束。
9、从生产任务单下推产品入库,完成本道工艺路线生产。
三、业务操作:(自动派工、自动移转)新的工艺路线:CCCC1、例:生产任务单2、生产任务单确认时,自动生成计划状态的工序计划单。
生产任务单下达时,自动审核工序计划单,并更新第一道工序的接收数量。
3、虽然工艺路线里是自动派动,但第一道工序并未自动生成派工单,还是需要手工生成派工单。
K3系统生产管理培训概述K3系统是一种全面的生产管理软件,用于帮助企业实现生产过程的数字化管理和优化。
本文档将为您提供K3系统的详细介绍和培训,以帮助您更好地理解和使用该系统。
K3系统简介K3系统是一种集成的企业资源计划(ERP)软件,旨在帮助企业实现生产过程的高效管理和控制。
该系统提供了一系列功能,包括订单管理、物料管理、生产计划、生产执行、质量管理等,可以帮助企业实现生产过程的全面数字化管理。
K3系统的优势1. 效率提升K3系统通过优化生产流程和自动化任务,提高了企业的生产效率。
系统可以帮助企业实现订单的快速处理和物料的及时调配,减少了生产中的等待时间和浪费。
2. 资源管理K3系统提供了全面的物料管理功能,可以帮助企业实现对物料的准确控制和追踪。
通过系统的物料需求计划和库存管理功能,企业可以更好地管理物料供应链,避免了物料的过多或过少。
3. 生产计划优化K3系统提供了强大的生产计划功能,可以根据订单需求和生产能力自动优化生产计划。
系统可以帮助企业实现生产过程的快速调整和灵活性,提高了生产的效率和质量。
4. 质量管理K3系统提供了全面的质量管理功能,可以帮助企业实现对生产过程和产品质量的监控和检测。
通过系统的质量控制和质量检验功能,企业可以更好地保证产品的质量和可靠性。
K3系统的培训内容1. 系统介绍在培训的第一部分,我们将为您介绍K3系统的基本概念和功能。
您将了解系统的整体架构和主要模块,以及每个模块的功能和使用方法。
2. 订单管理在培训的第二部分,我们将重点介绍K3系统的订单管理功能。
您将学习如何创建和处理订单,如何跟踪订单的进度和状态,以及如何进行订单的修改和取消。
3. 物料管理在培训的第三部分,我们将详细介绍K3系统的物料管理功能。
您将学习如何创建和管理物料信息,如何进行物料的采购和入库,以及如何进行物料的发料和退料。
4. 生产计划在培训的第四部分,我们将深入介绍K3系统的生产计划功能。


工序流转卡使用培训计划一、培训目标本次培训的目标是旨在使参训人员掌握工序流转卡的基本使用,包括正确填写工序流转卡的各项信息、使用工序流转卡进行工序跟踪和质量控制等内容。
二、培训内容1.工序流转卡简介–工序流转卡的定义和作用–工序流转卡的基本要素–工序流转卡的使用场景2.工序流转卡的填写要点–工序流转卡的基本格式–工序流转卡的编号规范–工序流转卡的填写顺序3.工序流转卡的使用流程–工序流转卡的发放和接收–工序流转卡的使用和交接–工序流转卡的归档和保存4.工序跟踪和质量控制–通过工序流转卡进行工序跟踪–工序流转卡在质量控制中的应用–工序流转卡的问题反馈和改进三、培训方法1.理论讲解:通过演示和讲解工序流转卡的基本知识和使用要点,使参训人员理解工序流转卡的作用和使用方法。
2.实操练习:参训人员将进行工序流转卡的填写练习,通过实际操作加深对工序流转卡的理解和掌握填写要点。
3.案例分析:通过分析实际案例,与参训人员一起讨论和解决工序流转卡使用中的常见问题和挑战,提高参训人员的应用能力和解决问题的能力。
四、培训时间和地点•时间:培训将于年月日上午9:00开始,预计为期3小时。
•地点:培训将在公司会议室举行,地点详见通知。
五、培训师资要求培训师资要求如下:•具备工序流转卡使用经验的人员;•熟悉工序流转卡的填写要点和使用流程;•具备良好的培训能力和沟通能力。
六、培训评估为了评估培训效果,参训人员将在培训结束后进行测试和问卷调查。
测试将包括对工序流转卡的理论知识和填写要点的考核,问卷调查将收集参训人员对本次培训的反馈和建议。
七、培训资料1.讲义:包含工序流转卡的定义、填写要点和使用流程等内容的讲义资料。
2.案例:提供实际案例用于分析和讨论,帮助参训人员加深理解和应用能力。
3.测试题:用于测试参训人员对工序流转卡的理论知识和填写要点的掌握程度。
八、培训效果评估和改进根据参训人员的测试成绩和问卷调查结果,评估本次培训的效果。


K3车间流转卡条形码应用 [K/3分析设计部] [邓燕娥]导读本文具体阐述了车间工序流转卡如何支持条码应用、如何安装条码字库,如设置套打文件的条码打印格式。
学习完本文档以后,您可以了解和掌握K/3工序流转卡的条形码如何应用。
适用范围适用于K/3V12.0精益版用户。
请注意:本文件只作为介绍之用,不属于您与金蝶签署的任何协议。
本文件仅包括金蝶既定策略、产品及功能方面的信息,不能以本文件作为要求金蝶履行商务条款、产品策略以及开发义务的依据。
本文件内容可能随时变更,恕不另行通知。
金蝶对本文件可能存在的错误或疏漏不承担任何责任。
目录1.前言 (1)2.条码简要介绍 (1)3.条码字库安装 (1)4.工序流转卡的条码设置 (2)5.工序流转卡的套打条码设置 (3)5.1条形码规则为“流转卡号”的设置, (4)5.2条形码规则为“流转卡号+工序号”的设置, (6)6.在工序流转卡汇报时的应用 (9)1. 前言工序流转卡,又称:随工单、工序跟踪卡、流水卡,是制造企业车间作业管理常使用的一种单据,该单据与实物一起流转,主要记录产品生产过程中经过的加工工序,各工序的操作工、检验员,各工序的接收、完工、合格、报废、转出数量,是作为质量追溯的重要依据。
金蝶K/3V12.0精益版提供车间工序流转卡流程。
这个新的车间工序流程与以前版本老的工序计划派工移转的不同之处在于,新的工序流转卡流程减少单据,只有工序流转卡和流转卡汇报两张单,简化流程,支持多种异常操作(如拆卡、补卡、过数等)。
工序流转模块最大的不同之处在于支持条形码的应用,可有效帮助企业对车间的进行有效控制和快速数据采集并提供数据的准确性。
本文重点介绍条形码如何在工序流转卡上的应用。
2. 条码简要介绍目前国内较常用的条码有39和128码,其特点总结对比如下表。
引用自《条码在K3系统中的应用》目前39码是免费的,可以从网上下载,而128码是需要付费的,无法从网上下载到。