陕西科技大学——材料成型第二章(第二部分)
- 格式:ppt
- 大小:17.38 MB
- 文档页数:91

名词解释一、二章(绪论+铸造成型):1缩孔、缩松:液态金属在凝固的过程中,由于液态收缩和凝固收缩,因而在铸件最后凝固部位出现大而集中的孔洞,这种孔洞称为缩孔,细小而分散的孔洞称为缩松.2顺序凝固:指采用各种措施保证铸件结构各部分,从远离冒口部分到冒口之间建立一个逐渐递增的温度梯度,实现由远离冒口的部分最先凝固再向冒口方向顺序凝固的凝固方式。
3同时凝固:由顺序凝固的定义可得。
4偏析:铸件凝固后截面上不同部位晶粒内部化学成分不均匀的现象称为偏析。
5:宏观偏析:其成分不均匀现象表现在较大尺寸范围,也称为区域偏析.6微观偏析:指微小范围内的化学成分不均匀现象。
7流动性:液态金属自身的流动能力称为“流动性”.8充型能力:液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力叫充型能力。
9正偏析:当溶质的分配系数K〉1的合金进行凝固时,越是后来结晶的固相,溶质的浓度越低,这种成分偏析称之为正偏析.10逆偏析:当溶质的分配系数K〈1的合金进行凝固时,越是后来结晶的固相,溶质的浓度越高,这种成分偏析称之为逆偏析。
11:自由收缩:铸件在铸型中收缩仅受到金属表面与铸型表面的摩擦阻力时,为自由收缩. 12:受阻收缩:如果铸件在铸型中的收缩除了受到金属表面与铸型表面的摩擦阻力,还受到其他阻碍,则为受阻收缩。
13:析出性气孔:溶解于熔融金属中的气体在冷却和凝固的过程中,由于溶解度的下降而从合金中析出,当铸件表面已凝固,气泡来不及排除而保留在铸件中形成的气孔.14:反应性气孔:浇入铸型的熔融金属与铸型材料、芯撑、冷铁或熔渣之间发生化学反应所产生的气体在、铸件中形成的孔洞,称为反应气孔。
15:侵入性气孔:浇注过程中熔融金属和铸型之间的热作用,使型砂和型芯中的挥发物挥发生成,以及型腔中原有的空气,在界面上超过临界值时,气体就会侵入金属液而不上浮逸出而形成的气孔。
三章(固态材料塑性成型)1金属塑性变形:是指在外力作用下,使金属材料产生预期的变形,以获得所需形状、尺寸和力学性能的毛坯或零件的加工方法。
第一节过程设备常用材料本节简述压力容器对材料性能的要求和常用材料的性能。
一.对材料性能的基本要求选择压力容器用材料应着重考虑:力学性能、工艺性能和耐腐蚀性能。
1. 材料的力学性能需要保证:强度指标、塑性指标和韧性指标。
⑴较高的强度强度指标是设计中决定许用应力[ζ]的重要依据。
常用的强度指标有抗拉强度ζb和屈服强度ζs。
高温下工作时,还要考虑蠕变极限和高温持久强度。
材料强度指标选取原则保证塑性指标及其他性能的要求下,尽量用强度指标高的材料,以减小容器的重量。
材料强度指标高,容器的厚度小、重量轻;但塑性、韧性一般都较差,焊接时易产生裂纹等缺陷。
⑵良好的塑性塑性指标主要包括伸长率δ、断面收缩率ψ和冷弯试验弯曲角α。
塑性指标选取原则:容器用钢材,要求具有较好的塑性。
因为塑性好的材料在破坏前一般都产生明显的塑性变形,不但容易发现,而且塑性变形可以松弛局部高应力,避免部件断裂。
标准对容器用钢材塑性的最基本要求:GB6654-86中规定,各钢种的延伸率δ5为(16~26)%;国际标准化组织(ISO)推荐规范中规定伸长率的下限值:碳钢及锰钢不小于16%;对合金钢不小于14%。
⑶较好的韧性虽然压力容器一般不受冲击载荷,但冲击值低、韧性差的材料,对缺口脆性比较敏感,特别是裂纹等缺陷。
所以用于制造压力容器承压部件的材料,要求具有较好的韧性。
2. 工艺性能材料的制造工艺性能差,不但难以加工制造,而且还容易在制造过程中产生各种缺陷。
工艺性能主要包括:冲压性能,焊接性能,热处理性能(1)良好的冲压加工性能:要求材料有良好的冲压加工性能。
否则冲压加工时,难变形,容易产生裂纹等缺陷。
塑性指标达到标准规定值的材料,都可以满足冲压工艺性能的要求;⑵较好的焊接性压力容器大多是焊接结构,制造材料的焊接性能至关重要。
焊接性差的材料,会在焊接接头内产生各种焊接缺陷,包括裂纹、未焊透等严重缺陷。
裂纹是最危险而一直被认为是不允许存在的缺陷。
所以在选用一种新材料焊制压力容器时,一般都要经过焊接性试验。
2014年材料科学与工程基础考研大纲——陕西科技大学材料学院2014年材料科学与工程基础考研大纲——陕西科技大学材料学院(总分150分,考试时间 3小时)掌握材料科学与工程学科的内涵、范畴及研究内容,能将材料科学的基础理论与国内国际材料的发展实践相结合,揭示材料组成—材料结构-材料性质三者之间的联系。
第一章晶体结构缺陷1. 掌握晶体结构缺陷。
2. 掌握几种典型的无机化合物晶体结构(钙钛矿、尖晶石、金红石等)。
3. 影响离子晶体结构的因素。
4. 掌握固溶体的分类及研究方法。
5. 缺陷化学反应式的建立。
本章重点:晶体结构缺陷的分类。
本章难点:固溶体的分类及研究方法。
第二章熔体与玻璃体基本要求:1. 熔体的结构。
2. 熔体的性质。
3. 玻璃的通性。
4. 玻璃的形成。
5. 玻璃的结构学说。
6. 常见玻璃的结构。
7. 玻璃的热历史。
本章重点:玻璃的形成条件。
本章难点:熔体和玻璃体的结构。
第三章相平衡基本要求:1. 理解硅酸盐系统相平衡特点。
2. 理解相图热力学的基本原理。
3. 掌握单元系统相图。
4. 掌握二元系统相图及应用。
5. 掌握三元系统相图及应用。
本章重点:二元和三元系统基本相图。
本章难点:专业相图的应用。
第四章扩散基本要求:1. 扩散方程。
2. 扩散过程的热力学理论。
3. 扩散过程的微观理论。
4. 固体材料中的扩散及影响扩散的诸因素。
本章重点:扩散过程的微观理论。
本章难点:扩散过程的热力学理论。
第五章固相反应基本要求:1. 了解固相反应及动力学特征。
2. 掌握固相反应的动力学方程。
3. 熟识影响固相反应的因素。
本章重点:固相反应及动力学特征。
本章难点:固相反应的动力学方程。
第六章相变基本要求:1. 了解相变的分类。
2. 掌握液—固相变过程。
3. 掌握相图的热力学推导。
4. 掌握液—液相变过程。
本章重点:液—固相变过程。
第七章烧结基本要求:1.了解固态烧结的基本概念。
2.掌握液相参与的烧结方式。
3.掌握晶核生长与二次再结晶。
陕西科技大学国家级特色专业(一)——材料成型及控制工程材料成型及控制工程专业设立于1987年,当时名为塑性成型工艺与设备,按照教育部1998年制订的专业目录,次年起改为现名。
本专业作为西部地区材料成型及控制工程专业领域,特别是非金属成型方面的人才培养基地和科学研究基地,20多年来,立足西北,面向全国,在新材料研究与开发、材料的先进加工成型技术等方面形成了自己独具特色的科研方向,取得了一系列研究成果,培养出一批基础理论扎实、工程能力强的高级专业人才,为我国尤其是西部地区经济社会发展做出了重要贡献。
目前拥有“材料加工工程”二级学科硕士学位授予权。
材料成型及控制工程专业以非金属材料成型及模具设计与制造为主,同时发展金属材料成型及模具设计与制造。
在全国有同专业的院校中,陕西科技大学材料成型及控制工程专业虽然起步较晚,但课程设置涵盖面广,专业方向实用性强,具有不同于其他院校同类专业的鲜明特色,在陕西省乃至全国已具有一定的优势。
2008年被确定为陕西省特色专业,2010年被教育部确定为教育部特色专业;同年,该专业教学团队被确定为省级教学团队,“塑料成型工艺与模具”是陕西省精品课程。
本专业教师队伍中,有教授4人、副教授5人,其中1名教授具有省级教学名师称号。
学校非常重视本专业的建设,特别是实验室建设。
目前已成为校内颇具实力的教学和科研基地之一。
实验室总占地约2600m2,拥有仪器设备288台(套),固定资产500多万元,能满足教学和科研的需要。
可开设现有专业的各类实验及一些面向全校的实验,并可进行科研实验和研究生的课题研究。
近年来,结合学科建设、专业建设、课程建设和实验建设,对这些实验室进行了较多的投入,使它们的实验教学能力有了进一步的增强和扩展。
在专业主要课程的设置中,以既注重特色,又兼顾拓宽口径为基本出发点。
通过各种实践性教学环节,如教学实验,金工实习、生产实习、课程设计、创新教育、毕业实习、毕业设计等,加强对学生专业技能和动手能力的培养。
陕西科技大学硕士研究生入学考试《塑料成型工艺》考试大纲《塑料成型工艺》是材料成型与控制工程专业的主干专业课,是一门综合性、实践性较强的课程。
它是在《塑料成型工艺》的基础上,结合实际教学的具体情况,溶入部分高分子物理学和塑料材料学的知识而形成的一门课程。
通过本课程的学习,使学生明确塑料成型的基本原理和方法,初步制订塑料成型工艺的能力,并能对生产中出现的一些常见的工艺问题具有初步分析、解决能力。
一、考试内容第1章绪论通过本章的学习,了解塑料工业的发展历程和塑料成型加工的重要性,明确塑料制品的生产过程。
第2章塑料的物化基础2.1 高分子化合物2.2 高分子化合物的结构2.3 高聚物的分子运动及力学状态2.4 高聚物的几个力学性能重点:热塑性高分子、热固性高分子、柔性、链段、取向、松驰过程等概念,非晶态高聚物的三种力学状态,高聚物的粘弹性。
要求:通过本章的学习,了解高分子化合物的分类及命名,明确高分子化合物的基本特征,掌握高分子结构与性能之间的关系,掌握高聚物运动形式与力学状态之间的关系。
第3章塑料成型的理论基础3.1 概述3.2 聚合物的流变行为3.3 聚合物的加热与冷却3.4 聚合物的结晶3.5 成型过程中的定向作用3.6 聚合物的降解3.7 热固性塑料的交联作用重点:非牛顿型液体的类型、特性及原因,聚合物的加工过程中所发生的各种物理、化学变化及对高聚物性能的影响。
要求:通过本章的学习,明确聚合物在不同加工条件下的加工特性、影响因素及对高聚物性能的影响。
第4章成型用的物料4.1 粉料及粒料4.2 粉料和粒料的工艺性能重点:塑料的组成、各种助剂的作用及塑料的工艺性能。
要求:通过本章的学习,明确粉料与粒料的异同,塑料的组成及工艺性能,各种助剂的作用及选用原则。
第5章压缩模塑5.1 概述5.2预压、预热5.3压缩模塑用的设备5.4模压过程及操作方法5.5模压成型的控制因素重点:压缩模塑的定义、工艺过程及控制因素。
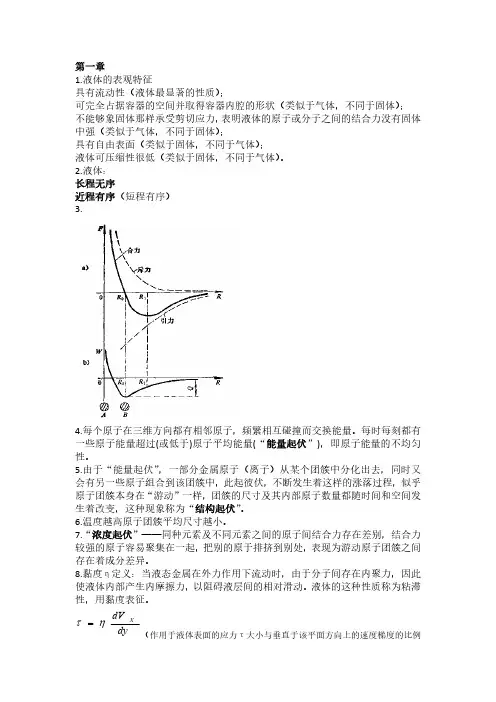
1.液体的表观特征具有流动性(液体最显著的性质);可完全占据容器的空间并取得容器内腔的形状(类似于气体,不同于固体); 不能够象固体那样承受剪切应力,表明液体的原子或分子之间的结合力没有固体中强(类似于气体,不同于固体);具有自由表面(类似于固体,不同于气体); 液体可压缩性很低(类似于固体,不同于气体)。
2.液体: 长程无序近程有序(短程有序) 3.4.每个原子在三维方向都有相邻原子,频繁相互碰撞而交换能量。
每时每刻都有一些原子能量超过(或低于)原子平均能量(“能量起伏”),即原子能量的不均匀性。
5.由于“能量起伏”,一部分金属原子(离子)从某个团簇中分化出去,同时又会有另一些原子组合到该团簇中,此起彼伏,不断发生着这样的涨落过程,似乎原子团簇本身在“游动”一样,团簇的尺寸及其内部原子数量都随时间和空间发生着改变,这种现象称为“结构起伏”。
6.温度越高原子团簇平均尺寸越小。
7.“浓度起伏”——同种元素及不同元素之间的原子间结合力存在差别,结合力较强的原子容易聚集在一起,把别的原于排挤到别处,表现为游动原子团簇之间存在着成分差异。
8.黏度η定义:当液态金属在外力作用下流动时,由于分子间存在内聚力,因此使液体内部产生内摩擦力,以阻碍液层间的相对滑动。
液体的这种性质称为粘滞性,用黏度表征。
dy dV X(作用于液体表面的应力τ大小与垂直于该平面方向上的速度梯度的比例内摩擦阻力越大,液体越不容易流动,液体的黏度越大。
9.液态金属的黏度及其影响因素:Tk U Tk B exp203b①液体的原子之间结合力越大,则内摩擦阻力越大,黏度也就越高;黏度随原子间距δ增大而降低,但总的趋势随温度T 而下降;②如果混合热H 为负值,合金元素的增加会使合金液的黏度上升;③若溶质与溶剂在固态形成金属间化合物,则合金液的粘度将会明显高于纯溶剂金属液的粘度,因为合金液中存在异类原子间较强的化学结合键;④表面活性元素(如向Al-Si 合金中添加的变质元素Na )使液体粘度降低,非表面活性杂质的存在使粘度提高。
陕西科技大学国家级特色专业(一)——材料成型及控制工程材料成型及控制工程专业设立于1987年,当时名为塑性成型工艺与设备,按照教育部1998年制订的专业目录,次年起改为现名。
本专业作为西部地区材料成型及控制工程专业领域,特别是非金属成型方面的人才培养基地和科学研究基地,20多年来,立足西北,面向全国,在新材料研究与开发、材料的先进加工成型技术等方面形成了自己独具特色的科研方向,取得了一系列研究成果,培养出一批基础理论扎实、工程能力强的高级专业人才,为我国尤其是西部地区经济社会发展做出了重要贡献。
目前拥有“材料加工工程”二级学科硕士学位授予权。
材料成型及控制工程专业以非金属材料成型及模具设计与制造为主,同时发展金属材料成型及模具设计与制造。
在全国有同专业的院校中,陕西科技大学材料成型及控制工程专业虽然起步较晚,但课程设置涵盖面广,专业方向实用性强,具有不同于其他院校同类专业的鲜明特色,在陕西省乃至全国已具有一定的优势。
2008年被确定为陕西省特色专业,2010年被教育部确定为教育部特色专业;同年,该专业教学团队被确定为省级教学团队,“塑料成型工艺与模具”是陕西省精品课程。
本专业教师队伍中,有教授4人、副教授5人,其中1名教授具有省级教学名师称号。
学校非常重视本专业的建设,特别是实验室建设。
目前已成为校内颇具实力的教学和科研基地之一。
实验室总占地约2600m2,拥有仪器设备288台(套),固定资产500多万元,能满足教学和科研的需要。
可开设现有专业的各类实验及一些面向全校的实验,并可进行科研实验和研究生的课题研究。
近年来,结合学科建设、专业建设、课程建设和实验建设,对这些实验室进行了较多的投入,使它们的实验教学能力有了进一步的增强和扩展。
在专业主要课程的设置中,以既注重特色,又兼顾拓宽口径为基本出发点。
通过各种实践性教学环节,如教学实验,金工实习、生产实习、课程设计、创新教育、毕业实习、毕业设计等,加强对学生专业技能和动手能力的培养。
2014年金属材料考研大纲——陕西科技大学材料学院2014年金属材料考研大纲——陕西科技大学材料学院(总分100分,考试时间 3小时)掌握金属材料合金化的一般规律及典型金属材料的成分、工艺、组织和性能的关系。
能将材料科学的基础理论、金属热处理原理及工艺和力学性能等课程的内容与国内国际材料的发展实践相结合,揭示材料组成—材料结构-材料性质三者之间的联系,同时具备选择和应用金属材料的能力。
第一章钢的合金化原理基本要求:6. 掌握钢中合金元素与铁和碳的作用;铁基固溶体;碳(氮)化合物。
7. 掌握合金元素在钢中的分布;合金元素对铁-碳状态图的影响。
8. 掌握钢的分类、编号方法。
9. 掌握合金元素在钢加热中的作用,合金元素对过冷奥氏体转变动力曲线的影响。
10. 掌握合金元素在淬火马氏体回火中的作用,合金元素对力学性能的影响以及有关强韧化问题。
11. 掌握合金元素对钢工艺性能的影响,合金元素对淬透性的影响。
本章重点:钢的分类和合金元素对钢工艺性能的影响。
本章难点:合金元素在钢中的分布;合金元素对铁-碳状态图的影响。
第二章工程构件用钢基本要求:8. 了解工程构件用钢的服役条件及性能要求。
9. 掌握普通碳素工程构件用钢、低合金(含微合金化)钢的合金化原则和有关的低合金钢、双相钢。
10. 了解提高高低碳工程构件用钢性能的途径:控轧、控冷、合金化等。
了解工程构件用钢的发展趋势。
本章重点:工程构件用钢的合金化原则。
本章难点:提高工程构件用钢性能的途径。
第三章机器零件用钢基本要求:1.掌握机器零件用钢一般性能要求。
2.掌握常用机器零件用钢:调质钢、弹簧钢、低碳马氏体钢、轴承钢、高锰耐磨钢、渗碳钢、氮化钢、(低淬钢)等合金化原则和性能及其典型钢种。
3.了解超高强度钢。
4.了解典型机器零件用钢的选材思路和发展。
本章重点:机器零件用钢一般性能要求。
本章难点:常用机器零件用钢的合金化原则和性能及其典型钢种。
第四章工具用钢基本要求:1.掌握工具用钢的合金化、组织性能的特点、分类。