任务书3供料站安装调试与编程
- 格式:pdf
- 大小:117.03 KB
- 文档页数:5

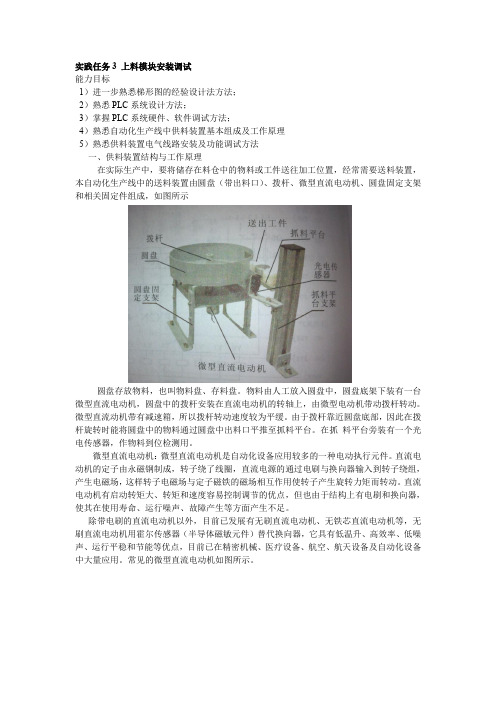
实践任务3 上料模块安装调试能力目标1)进一步熟悉梯形图的经验设计法方法;2)熟悉PLC系统设计方法;3)掌握PLC系统硬件、软件调试方法;4)熟悉自动化生产线中供料装置基本组成及工作原理5)熟悉供料装置电气线路安装及功能调试方法一、供料装置结构与工作原理在实际生产中,要将储存在料仓中的物料或工件送往加工位置,经常需要送料装置,本自动化生产线中的送料装置由圆盘(带出料口)、拨杆、微型直流电动机、圆盘固定支架和相关固定件组成,如图所示圆盘存放物料,也叫物料盘、存料盘。
物料由人工放入圆盘中,圆盘底架下装有一台微型直流电动机,圆盘中的拨杆安装在直流电动机的转轴上,由微型电动机带动拨杆转动。
微型直流动机带有减速箱,所以拨杆转动速度较为平缓。
由于拨杆靠近圆盘底部,因此在拨杆旋转时能将圆盘中的物料通过圆盘中出料口平推至抓料平台。
在抓料平台旁装有一个光电传感器,作物料到位检测用。
微型直流电动机:微型直流电动机是自动化设备应用较多的一种电动执行元件。
直流电动机的定子由永磁钢制成,转子绕了线圈,直流电源的通过电刷与换向器输入到转子绕组,产生电磁场,这样转子电磁场与定子磁铁的磁场相互作用使转子产生旋转力矩而转动。
直流电动机有启动转矩大、转矩和速度容易控制调节的优点,但也由于结构上有电刷和换向器,使其在使用寿命、运行噪声、故障产生等方面产生不足。
除带电刷的直流电动机以外,目前已发展有无刷直流电动机、无铁芯直流电动机等,无刷直流电动机用霍尔传感器(半导体磁敏元件)替代换向器,它具有低温升、高效率、低噪声、运行平稳和节能等优点,目前已在精密机械、医疗设备、航空、航天设备及自动化设备中大量应用。
常见的微型直流电动机如图所示。
物料台物料检测光电传感器(光电开关):光电传感器是通过把光强度的变化转化成电信号的变化来实现检测的。
光电传感器在一般情况下由发射器、接收器、检测电路组成。
发射器对准物体发射光束,发射的光束一般来源于发光二极管和激光二极管等半导体光源。


工作任务单班级组别组长成员项目一YL-335B自动线认识实训内容1、现场认识YL-335B自动线的整体结构,包括哪些工作站?各工作站的基本结成结构?熟悉整个生产线的整体运行工艺流程。
2、现场认识YL-335B的供电系统结构,正确理解其电路原理,熟悉各个开关的控制功能。
实训报告1、简述YL-335B自动线的整体结构,各工作站的基本组成结构?2、写出整个生产线的整体运行工艺流程。
完成时间完成情况(评分)其它班级组别组长成员项目2 供料站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器、金属传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路;5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器、金属传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出供料站的电气控制线路图;5. 写出供料站的I/O分配表;6. 根据工艺流程、顺序功能图、I/O分配表编写程序;7. 写出调试供料站的过程及心得体会。
完成时间完成情况(评分)序号实训内容评价要点配分教师评分1 机械部分安装与调试安装正确、动作顺畅、紧固件无松动102 气路安装与调试气路连接正确、美观、无漏气现象、运行平稳103 电路设计电路设计符合要求104 电路接线接线正确、布线整齐美观105 程序编制及调试根据工艺要求完成程序编制和调试,运行正确。
506 职业素养与安全意识操作是否符合安全操作规程和岗位职业要求;工具摆放是否整齐;团队合作精神是否好;是否保持工位清洁,爱惜实训设备等。
10合计100其它班级组别组长成员项目3 加工站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路。
5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出加工站的电气控制线路图;5. 写出加工站的I/O分配表。


学习领域项目1:供料站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间18学时工作目标系统启动后,若供料站的物料台上没有工件,则应把工件推到物料台上,并向系统发出物料台上有工件信号。
若供料站的料仓内没有工件或工件不足,则向系统发出报警或预警信号。
物料台上的工件被输送站机械手取出后,若系统启动信号仍然为ON,则进行下一次推出工件操作。
供料站各部件的具体工作顺序,请自行设计,但应保证推料过程的可靠性。
工作过程描述完成供料单元的机械组装(如下图所示)、气路连接、电气接线等工作,并能够按照如下控制要求实现供料单元的的控制。
本项目只考虑供料单元作为独立设备运行时的情况,单元工作的主令信号和工作状态显示信号来自PLC 旁的按钮/指示灯模块。
并且,按钮/指示灯模块上的工作方式选择开关SA 应置于“单站方式”位置。
控制要求如下:①设备上电和气源接通后,若工作单元的两个气缸均处于缩回位置,且料仓内有足够的待加工工件,则“正常工作”指示灯HL1 常亮,表示设备准备好。
否则,该指示灯以1Hz 频率闪烁。
②若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯HL2 常亮。
启动后,若出料台上没有工件,则应把工件推到出料台上。
出料台上的工件被人工取出后,若没有停止信号,则进行下一次推出工件操作。
③若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作,HL2 指示灯熄灭。
④若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯HL1以1Hz 的频率闪烁,“设备运行”指示灯HL2 保持常亮。
若料仓内没有工件,则HL1 指示灯和HL2 指示灯均以2Hz 频率闪烁。
工作站在完成本周期任务后停止。
除非向料仓补充足够的工件,工作站不能再启动。
教学和学习资源学习资料学习软件实训设备教材、实训手册、任务书、工作单、课程网站Step7-Micro/Win V4.0编程软件自动化生产线安装与调试实训室教学组织教师指导学生分组,下发任务书与工作单,阐述本次任务,并对相关知识进行讲解指导学生制定学习计划、与学生讨论确定最终的学习和制作方案指导学生利用新学指令编程调试考核学生对本项目中指令的掌握情况,并进行归纳总结请学生分组演示自己制作的作品,并进行讲解,学生互评考核要点机械安装牢固可靠、电气接线无松动、电气图纸绘制标准、供料站动作正确无误软件的使用:上传、下载、运行、通讯设置、I/O地址分配、硬件接线、程序的编写、调试考核方式小组的自我评价、教师对小组的评价、教师对个人的评价其他说明所有团队及成员务必严格遵守任务书的时间安排进行,按时完成学习任务学习领域项目2:加工站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间12学时工作目标加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
上下料工作站搭建与编程调试介绍上下料工作站是一种自动化设备,用于实现物品的上下料、搬运和装配等工作。
本文档将介绍如何搭建和编程调试一个上下料工作站。
搭建步骤1:选择硬件设备在搭建上下料工作站之前,需要先选择适合的硬件设备。
这些设备包括:机器人臂、传感器、控制器等。
步骤2:安装机器人臂首先,将机器人臂安装在工作站设备上的支架上。
确保机器人臂的安装位置合适,并且固定牢固。
步骤3:连接传感器和控制器接下来,需要将传感器和控制器与机器人臂连接起来。
根据硬件设备的说明书,将传感器和控制器的电缆插入对应的接口。
步骤4:安装软件在搭建上下料工作站之前,还需要安装相应的软件。
根据硬件设备的说明书,下载并安装机器人臂和控制器的驱动程序。
步骤5:调试完成以上步骤后,上下料工作站的搭建就基本完成了。
接下来,需要进行调试。
首先,确保各个硬件设备的连接正常。
然后,打开控制器的软件,在软件界面上设置相关参数,使机器人臂能够准确执行上下料的动作。
编程调试步骤1:选择编程语言在编程调试上下料工作站时,需要选择合适的编程语言。
常用的编程语言包括C++、Python等。
步骤2:编写程序根据上下料工作站的功能需求,编写相应的程序。
程序主要包括机器人控制、传感器数据处理、上下料动作等部分。
步骤3:调试程序编写完程序后,需要进行调试。
通过调试程序,可以检查程序的逻辑是否正确,机器人的动作是否准确。
如果发现问题,需要及时修改程序。
步骤4:优化程序在调试的过程中,可能会发现一些问题或改进的地方。
根据实际情况,对程序进行优化,提高上下料工作站的效率和精度。
步骤5:测试完成编程调试后,需要进行全面的测试。
测试包括模拟实际工作环境,检查机器人的动作是否满足要求。
如果测试通过,就可以正式投入使用。
总结上下料工作站是一种自动化设备,通过机器人臂和传感器实现物品的上下料、搬运和装配等工作。
搭建和编程调试一个上下料工作站需要选择适合的硬件设备、安装和连接设备、安装软件、进行调试和测试等步骤。
任务1供料单元的拆装、编程、调试分值:35/100时间:180分钟背景:公司新进了一个生产工位(供料单元),作为公司技术人员的你根据相关技术文档完成设备的组装、编程、调试主要任务:根据提供现场提供文件资料,电缆、气管及零件,连接电路及气路,正确拆装和调试供料单元根据要求正确编写和调试程序。
任务完成的前提条件:1、工作单元在经过机械组装、电路、气路的连接后可以正确运行。
(用仿真盒来评分)2、能够用PLC正确执行控制生产线的程序(用PLC控制板来评分)3、系统符合规范要求(与专业技术规范一致)供料单元硬件拆卸要求:供料单元硬件拆卸前必须已经确认元件是否完好。
供料单元的硬件拆卸按照以下表格中的要求来完成。
-现场裁判判断选手拆卸是否已经完成。
生产线布局操作面板:初始位置:1、推料气缸处于伸出状态2、摆臂处于料仓位置3、抽真空,吹正压都关闭4、料仓中没有工件自动Auto手动ManQ1Q2停止按钮Stop开始灯Start lamp开始按钮Start复位按钮Reset复位灯Reset lamp供料单元细节:供料单元I/O地址分配:操作面板I/O地址分配供料单元设备气路图:供料单元电路图供料单元程序编写要求:根据任务控制流程描述,正确编写满足任务控制流程功能的程序。
-详细见评分表-评分小组决定选择工件数量和工件颜色参赛队ID:_________________________ 裁判员:________________________参赛队ID:_________________________ 裁判员:________________________-客观评分-评分小组决定选择工件数量和工件颜色任务1比赛评分:参赛队ID:_________________________ 裁判员:________________________-主观评分,现场由三名裁判评分-详细评分规则请参阅机电一体化项目--专业规范评分2017 版本1.3Mechatronic Trade - Professional practice judgment 2017 Ver. 1.3机电一体化项目--专业规范评分 2017 版本1.31.2.第45届世界技能大赛机电一体化项目机械行业全国选拔赛1第45届世界技能大赛机电一体化项目 机械行业全国选拔赛23.4.第45届世界技能大赛机电一体化项目机械行业全国选拔赛3A第45届世界技能大赛机电一体化项目 机械行业全国选拔赛4第45届世界技能大赛机电一体化项目 机械行业全国选拔赛5第45届世界技能大赛机电一体化项目 机械行业全国选拔赛65.6.第45届世界技能大赛机电一体化项目 机械行业全国选拔赛7第45届世界技能大赛机电一体化项目 机械行业全国选拔赛8Missing component affecting the function of the system.7.8.9.。
上下料工作站搭建与编程调试1. 简介上下料工作站是一种自动化设备,用于在工业生产中对待加工物料进行上料和下料操作。
本文将介绍上下料工作站的搭建和编程调试过程,通过以下步骤来完成工作站的建立和正常运行。
2. 设备选购与组装在搭建上下料工作站之前,我们需要选购与组装所需的设备。
常见的设备包括机械结构、电机、传感器和控制器等。
以下是具体的设备选购和组装步骤:2.1 机械结构选择合适的机械结构是搭建上下料工作站的第一步。
机械结构需要具备稳定性和可靠性,以确保工作站的正常运行。
可以选择标准化的铝合金型材和配件,通过组装来构建机械结构。
2.2 电机与传动装置电机和传动装置是工作站上下料动作的驱动部分。
选择电机需要考虑负载能力和动作速度等因素。
常见的电机选型包括步进电机和伺服电机。
传动装置可以选择皮带传动或者滚珠丝杠传动等。
2.3 传感器传感器用于感知工作站的状态和位置信息,以实现自动化操作。
例如,光电传感器用于检测物料的位置和到位情况,接近开关用于感知工作站的起停状态等。
根据实际需求选择合适的传感器。
2.4 控制器控制器是工作站的核心部件,用于控制和协调各个部件的运动和工作。
常见的控制器包括PLC(可编程逻辑控制器)和单片机等。
根据需求选择合适的控制器,并进行编程调试。
3. 编程调试编程调试是上下料工作站搭建的最后一个环节。
在编程调试过程中,需要编写控制程序,设置参数,并进行联动测试。
3.1 编写控制程序控制程序的编写需要根据实际的工作站功能和工作流程来设计。
可以使用编程语言如C、C++或者PLC编程语言来实现控制程序。
具体的编写步骤和调试方法可以参考控制器的操作手册或者相关技术文档。
3.2 设置参数在编程调试过程中,需要设置一些参数来适配不同的工作需求。
例如,设定上下料动作的速度、位置和延时等参数。
根据实际的工作情况进行参数设定,并进行调试测试。
3.3 联动测试进行编程调试后,需要进行联动测试以验证工作站的正常运行。