试模打样通知单
- 格式:doc
- 大小:48.50 KB
- 文档页数:1
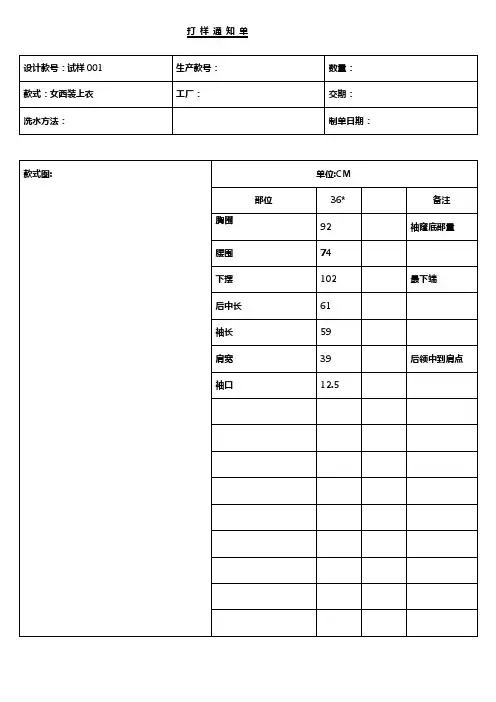
![打样通知单[空白模板]](https://uimg.taocdn.com/d733919327284b73f342500c.webp)


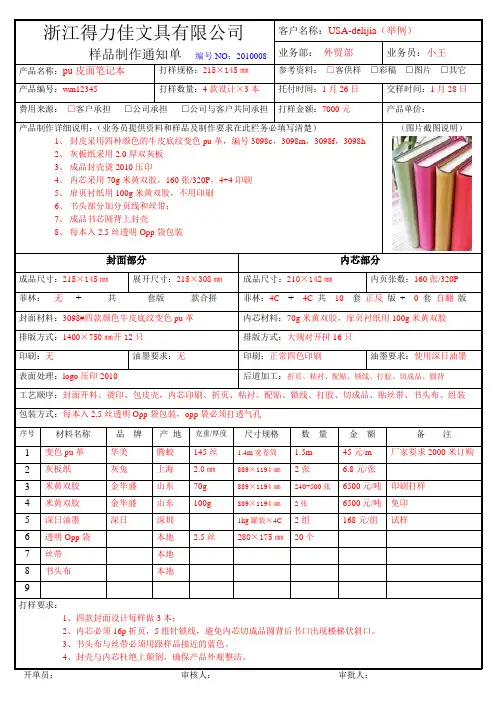
浙江得力佳文具有限公司样品制作通知单编号NO:2010008客户名称:USA-delijia(举例)业务部:外贸部业务员:小王产品名称:pu皮面笔记本打样规格:215×145㎜参考资料:□客供样□彩稿□图片□其它产品编号:wm12345打样数量:4款设计×3本托付时间:1月26日交样时间:1月28日费用来源:□客户承担□公司承担□公司与客户共同承担打样金额:7000元产品单价:产品制作详细说明:(业务员提供资料和样品及制作要求在此栏务必填写清楚)1、封皮采用四种颜色的牛皮底纹变色pu革,编号3098c,3098m,3098f,3098h2、灰板纸采用2.0厚双灰板3、成品封壳烫2010压印4、内芯采用70g米黄双胶,160张/320P,4+4印刷5、扉页衬纸用100g米黄双胶,不用印刷6、书头部分加分页线和丝带;7、成品书芯圆背上封壳8、每本入2.5丝透明Opp袋包装(图片截图说明)封面部分内芯部分成品尺寸:215×145㎜展开尺寸:215×308㎜成品尺寸:210×142㎜内页张数:160张/320P菲林:无+共套版款合拼菲林:4C +4C共10 套正反版+ 0套自翻版封面材料:3098#四款颜色牛皮底纹变色pu革内芯材料:70g米黄双胶,扉页衬纸用100g米黄双胶排版方式:1400×750㎜开12只排版方式:大规对开拼16只印刷:无油墨要求:无印刷:正常四色印刷油墨要求:使用深日油墨表面处理:logo压印2010后道加工:折页、粘衬、配贴、锁线、打胶、切成品、圆背工艺顺序:封面开料、烫印、包皮壳,内芯印刷、折页、粘衬、配贴、锁线、打胶、切成品、贴丝带、书头布、组装包装方式:每本入2.5丝透明Opp袋包装,opp袋必须打透气孔序号材料名称品牌产地克重/厚度尺寸规格数量金额备注1 变色pu革华美腾蛟145丝 1.4m宽卷筒 1.5m 45元/m 厂家要求2000米订购2 灰板纸灰兔上海 2.0㎜889×1194㎜2张 6.8元/张3 米黄双胶金华盛山东70g889×1194㎜240+500张6500元/吨印刷打样4 米黄双胶金华盛山东100g889×1194㎜2张6500元/吨免印5 深日油墨深日深圳1kg罐装×4C 2组168元/组试样6 透明Opp袋本地 2.5丝280×175㎜20个7 丝带本地8 书头布本地9打样要求:1、四款封面设计每样做3本;2、内芯必须16p折页,5组针锁线,避免内芯切成品圆背后书口出现楼梯状斜口。
样品作业流程通知单函下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!# 样品作业流程通知单函尊敬的[相关部门/人员]:为了确保样品作业的顺利进行,提高工作效率和质量,现将样品作业流程通知如下:一、样品需求提出二、样品制作/采购2. 原材料采购部门:根据样品制作计划,及时采购所需的原材料,并确保原材料的质量符合要求。
□技术□营业□一车间□生产
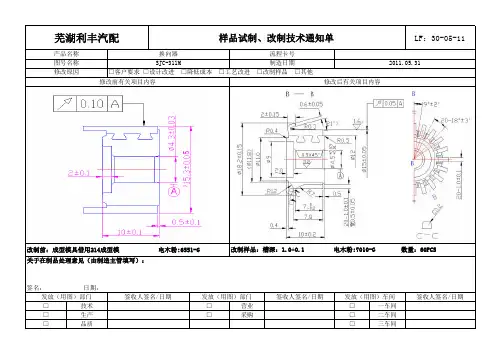
□采购□二车间□品质□三车间样品试制、改制技术通知单LF:30-05-11产品名称
换向器流程卡号芜湖利丰汽配
图号名称
SJC-311M 制造日期2011.05.31修改前有关项目内容修改后有关项目内容
修改原因□客户要求 □设计改进 □降低成本 □工艺改进 □改制样品 □其他
改制前:成型模具借用214成型模 电木粉:6551-G
改制样品:槽深:1.0±0.1 电木粉:7010-G 数量:60PCS
签收人签名/日期发放(用图)部门
签收人签名/日期关于在制品处理意见(由制造主管填写):
签名: 日期:
发放(用图)部门签收人签名/日期发放(用图)车间。