数控电火花线切割加工
- 格式:doc
- 大小:862.50 KB
- 文档页数:33
数控电火花线切割加工数控电火花线切割加工技术(简称EDM)是一种高精度加工技术。
从1970年代开始,欧美等国家就开始大规模应用EDM技术进行制造业的加工,尤其是钢模等工具的加工领域。
随着科学技术的迅速发展,EDM加工技术在国内的发展越来越迅猛。
本文将深入探讨EDM加工技术的基本原理、加工特点和应用领域。
一、EDM加工技术的原理EDM加工技术是一种利用电火花的放电原理进行加工的技术。
该技术是通过在工件表面上形成一个电火花放电区域,然后通过电极在工件上移动,从而以放电所破坏的任何材料为导向面进行放电加工。
其基本原理就是用铜电极和工件之间的电场来产生放电,以达到材料加工的效果。
二、EDM加工技术的特点1、高精度EDM加工技术具有非常高的加工精度。
最小加工精度可以达到几微米。
这种精度的实现主要得益于电极和工件之间的放电距离非常短,因此实现了高精度加工。
2、适用性广EDM加工技术是一种非接触式加工技术,不会产生机械性变形,还可以对材料进行无需透过的加工。
这种特点使得EDM加工技术被广泛应用于制造业的各个领域,如钢模、微孔加工、局部加热、特种材料加工等领域。
3、加工效率高EDM加工技术擅长处理小型工件,能够以高速度进行加工,并且适合加工硬度较高的材料。
其加工速度比传统加工方式快数倍。
同时,EDM加工技术还可以实现多种复杂形状的加工。
三、EDM加工技术的应用1、模具加工在模具的制造过程中,EDM加工技术几乎不可或缺。
在制造钢模等高精度模具时,人们越来越依赖EDM加工技术来提高高精度模具的生产效率和质量。
例如EDM加工技术可以用来制造汽车制动器,轮胎、零部件等。
2、微孔加工EDM加工技术在微细加工领域也具有潜力,可以用来加工出各类细小的孔洞和小圆形孔,例如墨盒的喷嘴孔、医疗器械的药孔等。
3、局部加热EDM在融合、碳化、钎焊和热处理等领域中,可充当局部加热剂,并被广泛地应用。
四、EDM加工技术发展趋势随着科学技术的不断发展,EDM加工技术还有很多的发展方向和潜力。
第六章数控电火花线切割加工电火花加工属于特种加工的一种方法,它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温去除工件多余材料,以及使材料改变性能或被镀覆等的放电加工,因放电过程可见到火花,故称之为电火花加工。
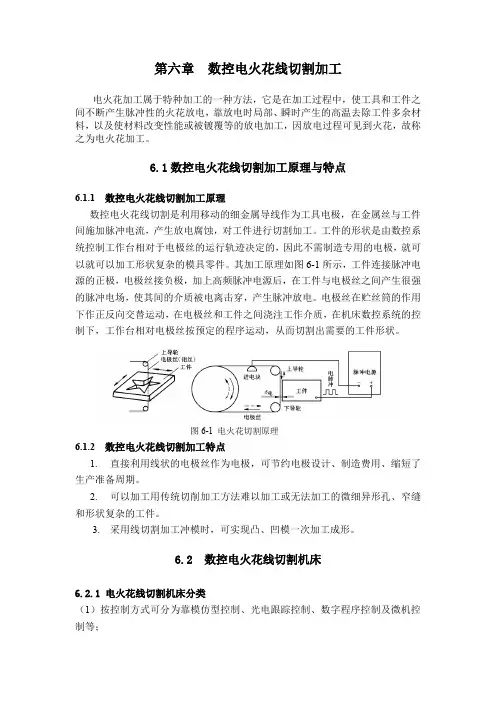
6.1数控电火花线切割加工原理与特点6.1.1 数控电火花线切割加工原理数控电火花线切割是利用移动的细金属导线作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件的形状是由数控系统控制工作台相对于电极丝的运行轨迹决定的,因此不需制造专用的电极,就可以就可以加工形状复杂的模具零件。
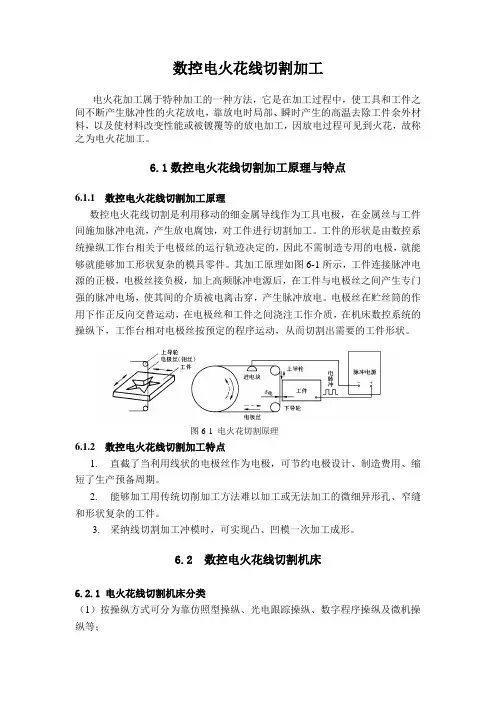
其加工原理如图6-1所示,工件连接脉冲电源的正极,电极丝接负极,加上高频脉冲电源后,在工件与电极丝之间产生很强的脉冲电场,使其间的介质被电离击穿,产生脉冲放电。
电极丝在贮丝筒的作用下作正反向交替运动,在电极丝和工件之间浇注工作介质,在机床数控系统的控制下,工作台相对电极丝按预定的程序运动,从而切割出需要的工件形状。
图6-1 电火花切割原理6.1.2 数控电火花线切割加工特点1.直接利用线状的电极丝作为电极,可节约电极设计、制造费用、缩短了生产准备周期。
2.可以加工用传统切削加工方法难以加工或无法加工的微细异形孔、窄缝和形状复杂的工件。
3.采用线切割加工冲模时,可实现凸、凹模一次加工成形。
6.2 数控电火花线切割机床6.2.1 电火花线切割机床分类(1)按控制方式可分为靠模仿型控制、光电跟踪控制、数字程序控制及微机控制等;(2)按电源形式可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源等;(3)按加工特点可分为大、中、小型以及普通直壁切割型与锥度切割型等;(4)按走丝速度可分为慢走丝方式和快走丝方式两种。
6.3 数控电火花线切割工艺基础数控电火花线切割加工,一般是作为工件尤其是模具加工中的最后工序。
要达到加工零件的精度及表面粗糙度要求,应合理控制线切割加工时的各种工艺参数(电参数、切割速度、工件装夹等),同时应安排好零件的工艺路线及线切割加工前的准备加工。
数控电火花切割加工是利用移动的细金属丝作为工具电极,在金属丝与工件间通以脉冲电流,利用脉冲放电的电腐蚀作用对工件进行切割加工的。
这种加工具有零件的精度高,适应平面复杂形状零件的加工,具有应用灵活,加工周期短,节约材料的特点。
下面我们就来具体介绍一下数控电火花线切割加工的特点有哪些。
目前在新产品的研制和开发中,大量采用数控线切割技术来直接切割零件,缩短研发周期。
然而,再先进的机床,如果没有重视加工的工艺技术与操作技巧,没有做到工艺合理,是不能高效地加工出高质量的工件。
因此在实际操作过程中,必须重视有关加工技术。
数控电火花线切割加工的特点 :随着数控电火花线切割机床的普及,电火花线切割机床已逐渐从单一的冲裁模具加工向各类模具及复杂精密模具和其他各类零件的加工方向转移,使得其应用越来越广泛。
数控线切割加工具有电火花加工的共性,金属材料的硬度和韧性并不影响其加工,电火花线切割主要用来加工淬火钢和硬质合金;当前绝大多数电火花线切割机,都采用数字程序控制,其工艺特点如下:1、用来加工一般切削方法难以加工或无法加工的形状复杂的工件,如冲摸、凹凸模及外形复杂的精密零件等。
2、不像电火花成形加工那样要制造特定形状的工具电极,而是采用直径不等的铜丝或钼丝等作工具电极,因此切割用的刀具简单,大大降低了生产准备工时。
3、电极丝直径较细(0.025—0.3mm),切缝很窄,这样不仅有利于材料的利用,而且适合加工细小零件。
4、电极丝在加工中是移动的,不断更新(慢走丝)或反复使用(快走丝),可以完全或短时间不考虑电极丝损耗对加工精度的影响。
5、依靠计算机计算和控制电极丝轨迹和偏移轨迹,可方便地调整凸凹模具的配合间隙,并且依靠锥度切割功能可实现凸凹模一次加工成型。
简述电火花加工和数控线切割加工的原理电火花加工和数控线切割加工是现代制造业中常用的两种加工方式。
它们都具有高精度、高效率、高自动化等优点,被广泛应用于模具制造、航空航天、汽车制造等领域。
本文将从原理方面对这两种加工方式进行简述。
一、电火花加工电火花加工是一种利用电火花放电进行加工的方法。
它的原理是在工件表面上形成微小的放电坑,通过放电的热量和化学反应来去除工件表面的材料,从而实现加工的目的。
电火花加工的主要设备是电火花加工机。
它由电源、控制系统、工作台、电极等组成。
在加工过程中,工件和电极之间形成一定的放电间隙,通过控制电极的移动和放电参数的调整,可以实现对工件表面的加工。
电火花加工的优点是可以加工高硬度、高强度、高温度材料,如钢、铁、钨钢、钛合金等。
同时,它还可以实现复杂形状的加工,如内孔、螺纹等。
但是,电火花加工的加工速度较慢,加工表面粗糙度较高,需要进行后续的抛光等处理。
二、数控线切割加工数控线切割加工是一种利用高速电火花放电进行加工的方法。
它的原理是通过高频率的电火花放电,在工件表面形成微小的放电孔,然后通过线切割机的控制系统,控制电极的移动轨迹,实现对工件的加工。
数控线切割加工的主要设备是数控线切割机。
它由电源、控制系统、工作台、电极等组成。
在加工过程中,电极通过高速移动,将工件表面的材料切割下来,从而实现加工的目的。
数控线切割加工的优点是加工速度快、加工精度高、表面质量好。
同时,它还可以实现复杂形状的加工,如内孔、螺纹等。
但是,数控线切割加工只适用于导电性材料,如金属、合金等。
总之,电火花加工和数控线切割加工都是现代制造业中常用的加工方式。
它们的原理不同,适用于不同的材料和加工要求。
在实际应用中,需要根据具体情况选择合适的加工方式,以实现高效、高质量的加工。
数控电火花线切割加工电火花加工属于特种加工的一种方法,它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温去除工件余外材料,以及使材料改变性能或被镀覆等的放电加工,因放电过程可见到火花,故称之为电火花加工。
6.1数控电火花线切割加工原理与特点6.1.1 数控电火花线切割加工原理数控电火花线切割是利用移动的细金属导线作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件的形状是由数控系统操纵工作台相关于电极丝的运行轨迹决定的,因此不需制造专用的电极,就能够就能够加工形状复杂的模具零件。
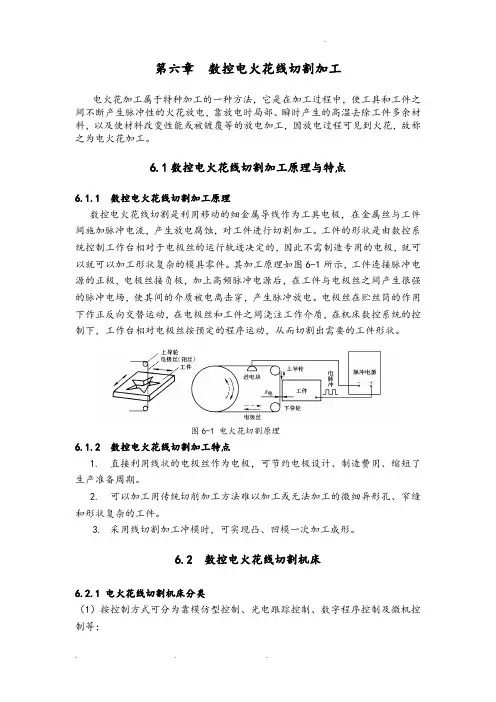
其加工原理如图6-1所示,工件连接脉冲电源的正极,电极丝接负极,加上高频脉冲电源后,在工件与电极丝之间产生专门强的脉冲电场,使其间的介质被电离击穿,产生脉冲放电。
电极丝在贮丝筒的作用下作正反向交替运动,在电极丝和工件之间浇注工作介质,在机床数控系统的操纵下,工作台相对电极丝按预定的程序运动,从而切割出需要的工件形状。
图6-1 电火花切割原理6.1.2 数控电火花线切割加工特点1.直截了当利用线状的电极丝作为电极,可节约电极设计、制造费用、缩短了生产预备周期。
2.能够加工用传统切削加工方法难以加工或无法加工的微细异形孔、窄缝和形状复杂的工件。
3.采纳线切割加工冲模时,可实现凸、凹模一次加工成形。
6.2 数控电火花线切割机床6.2.1 电火花线切割机床分类(1)按操纵方式可分为靠仿照型操纵、光电跟踪操纵、数字程序操纵及微机操纵等;(2)按电源形式可分为RC电源、晶体管电源、分组脉冲电源及自适应操纵电源等;(3)按加工特点可分为大、中、小型以及一般直壁切割型与锥度切割型等;(4)按走丝速度可分为慢走丝方式和快走丝方式两种。
6.3 数控电火花线切割工艺基础数控电火花线切割加工,一样是作为工件专门是模具加工中的最后工序。
要达到加工零件的精度及表面粗糙度要求,应合理操纵线切割加工时的各种工艺参数(电参数、切割速度、工件装夹等),同时应安排好零件的工艺路线及线切割加工前的预备加工。
声明:本文档由山东电建(sddianjian)上传到豆丁网(),若有侵害您的权益,请发站内消息。
第五章数控电火花线切割加工工艺与编程第一节数控电火花线切割加工概述序号:37一、数控线切割加工机床简介电火花线切割机床组成:机床本体、控制系统、脉冲电源、运丝机构、工作液循环机构和辅助装置(自动编程系统)。
线切割机床可分为高速走丝机床和低速走丝机床。
二、数控线切割加工原理及特点1.数控电火花线切割加工原理它是通过电极和工件之间脉冲放电时的电腐作用,对工件进行加工的一种工艺方法。
数控电火花线切割加工的基本原理:利用移动的细金属导线(铜丝或钼丝)作为工具线电极(负电极),被切割的工件为工件电极(作为正电极),在加工中,线电极和工件之间加上脉冲电压,并且工作液包住线电极,使两者之间不断产生火花放电,工件在数控系统控制下(工作台)相对电极丝按预定的轨迹运动,从而使电极丝沿着所要求的切割路线进行电腐蚀,完成工件的加工。
2.数控线切割加工的特点(1)可以加工难切削导电材料的加工。
例如淬火钢、硬质合金等;(2)可以加工微细异形孔、窄缝和复杂零件,可有效地节省贵重材料;(3)工件几乎不受切削力,适宜加工低刚度工件及细小零件;(4)有利于加工精度的提高,便于实现加工过程中的自动化。
(5)依靠数控系统的间隙补偿的偏移功能,使电火花成形机的粗、精电极一次编程加工完成,冲模加工的凹凸模间隙可以任意调节。
三、数控线切割加工的应用1.形状复杂、带穿孔的、带锥度的电极;2.注塑模、挤压模、拉伸模、冲模;3.成形刀具、样板、轮廓量规的加工;4.试制品、特殊形状、特殊材料、贵重材料的加工。
小结电火花线切割机床组成、电极丝(负电极)、工件(正电极)。
第二节数控线切割加工工艺指标及工艺参数序号:38主要内容:一、线切割加工的主要工艺指标1.切割速度υ2.切割精度3.表面粗糙度4.线电极的磨损量二、影响工艺指标的主要因素及其选择1.加工参数对工艺指标的影响和选择(1)峰值电流is(2)脉冲宽度Ton(3)脉冲间隔Toff(4)走丝速度(5)进给速度快速走丝线切割加工参数的选择见表5-2。
数控电火花线切割加工工艺与编程数控电火花线切割加工工艺与编程是一种现代先进的加工方式,它能够实现对工件高精度、高效率的加工,成为了如今工业加工领域的主流工艺之一。
在本文中,我们将详细介绍数控电火花线切割的加工工艺与编程。
一、数控电火花线切割加工工艺数控电火花线切割加工,又称为电脉冲线切割加工,它是用由高频电脉冲控制的电极在工件表面切割出所需形状的一种加工方式。
以下是数控电火花线切割加工的主要步骤:1、CAD绘图首先,必须进行CAD绘图,用手工绘制的图形或者扫描图像都需要导入CAD软件中,再进行CAD的操作,制作技术图纸,包括切割点、切割路径、加工次序、切割参数等,这些操作都是为了实现工件的精度和精密度。
2、CAM处理在CAD绘图完成后,需要进行CAM处理,即将CAD格式转化为CAM格式。
CAM软件是数控电火花线切割加工的重要工具,它能够将CAD中的图像或物体转化为数控程序。
CAM软件的主要功能是三维模拟、筛选出适合切割的刀具以及设计加工程序,并能够对加工过程进行数字化控制。
3、设定电极在进行数控电火花线切割加工前,需要先安装电极,这要求电极必须具备一定的特殊性能,例如强耐用性、切削能力等特点。
电极直接影响到最终加工效果和使用寿命。
4、机器高速定位加工接下来,进行加工过程,它需要机器、电极和工件同时协同工作,对工件进行精密切割。
由于数控电火花线切割加工是一种非传统机加工方法,其速度和加工精度都更高。
当机器接收到CAM软件发送的数控程序后,机器将根据程序指令,通过高速运转进行高精度的切割。
5、去毛刺和质检加工完成后,还需进行去毛刺、抛光和质检等有关工序,这些工序确保了工件的表面质量和精度。
二、数控电火花线切割加工编程1、G代码G代码是数控编程的重要组成部分,它描述了数控机床的机动和位置变化。
G代码是一种被物理数值所替代的命令,通过G代码可以实现数控加工机床逐点移动的控制。
例如,G02和G03表示向左转和向右转,其数值定义了一个方向向量,以实现机床对加工件进行切割。