某型号火炮膛线电解加工工装设计开题报告
- 格式:doc
- 大小:183.00 KB
- 文档页数:6
火炮膛线设计-回复火炮膛线设计步骤【火炮膛线设计的步骤】引言:火炮膛线设计是火炮制造中的重要环节之一,直接影响着火炮的性能和射击精度。
一个好的膛线设计可以提高火炮的射程、命中率以及使用寿命。
本文将一步一步回答火炮膛线设计的相关问题,以帮助读者更好地理解火炮膛线设计的过程。
第一步:定义设计目标在进行火炮膛线设计之前,首先需要明确设计的目标。
设计目标通常包括射程、精度、弹道稳定性等方面。
不同类型的火炮有着不同的设计要求,例如远程火炮更注重射程,而步兵火炮则更注重机动性和精度。
第二步:收集数据在进行膛线设计之前,我们需要收集一系列与设计相关的数据。
这些数据包括弹药尺寸、口径、初速、密度等。
这些数据将为我们提供了解弹道特性和设计膛线的基本条件。
第三步:选择设计方法膛线设计有不同的方法,例如牛顿方法、切线方法和变宽法等。
不同的设计方法适用于不同的设计目标和约束条件。
通常情况下,设计师会根据实际情况选择合适的设计方法。
第四步:确定初始膛线在选择设计方法后,我们需要根据设计方法和数据进行初步计算,得到初始的膛线曲线。
这个过程通常需要使用数学模型和计算机仿真软件进行。
初始膛线应满足设计目标,并符合约束条件。
第五步:优化设计通过分析初始膛线,我们可以确定是否需要进行进一步的优化。
优化设计的目标通常是最大程度地提高火炮的性能和命中率。
设计师可以通过改变膛线曲线的形状、尺寸和参数等来实现优化设计。
第六步:验证设计设计完成后,我们需要对设计进行验证。
验证设计的主要方法是进行试验射击。
通过与实际射击数据的对比,我们可以评估设计是否达到了预期的效果。
如果存在不足或问题,设计师需要进行修正和改进。
结论:火炮膛线设计是一项复杂而重要的任务,需要设计师具备扎实的理论基础和丰富的实践经验。
通过正确的步骤和方法,设计师可以制定出满足需求的膛线设计,从而提高火炮的性能和射击精度。
火炮膛线设计的过程中需要注意与相关专家和技术人员的合作,共同完善设计方案,确保设计的有效性和可行性。
微细电解加工开题报告微细电解加工开题报告引言:微细电解加工是一种利用电解液中的电流进行金属加工的技术。
它具有高精度、高效率和低成本的特点,广泛应用于微电子、医疗器械、光学仪器等领域。
本报告旨在探讨微细电解加工的原理、应用以及未来的发展方向。
一、微细电解加工的原理微细电解加工是通过在电解液中施加电流,使阳极上的金属材料溶解,通过电解液中的离子迁移,将溶解的金属离子沉积到阴极上,从而实现对金属材料的加工。
这一过程中,电解液的成分和温度、电流密度以及阳极和阴极之间的距离等因素都会对加工效果产生影响。
二、微细电解加工的应用1. 微电子制造:微细电解加工可以用于制造微电子器件中的导线、电极和微孔等结构。
由于微细电解加工具备高精度和高效率的特点,可以满足微电子器件对尺寸和形状的要求,因此在微电子制造中得到广泛应用。
2. 医疗器械制造:微细电解加工可以用于制造医疗器械中的微型零件,如微针、微刀和微孔等。
这些微型零件在医疗器械中具有重要的功能,而微细电解加工可以实现对这些零件的高精度加工,提高医疗器械的性能和可靠性。
3. 光学仪器制造:微细电解加工可以用于制造光学仪器中的微透镜、微反射镜和微光栅等组件。
这些微型组件对光学性能的要求非常高,而微细电解加工可以实现对这些组件的高精度加工,提高光学仪器的分辨率和精度。
三、微细电解加工的发展方向1. 精度提升:随着科技的不断进步,对微细电解加工的精度要求也越来越高。
未来的发展方向之一是提高微细电解加工的加工精度,以满足更高级别的应用需求。
2. 自动化和智能化:微细电解加工通常需要复杂的操作和调试,未来的发展方向之一是实现微细电解加工的自动化和智能化。
通过引入机器学习和人工智能等技术,可以实现对微细电解加工过程的自动控制和优化。
3. 新材料应用:随着新材料的不断涌现,微细电解加工也将面临更多的材料加工需求。
未来的发展方向之一是研究和开发适用于新材料加工的微细电解加工技术,以推动新材料在微电子、医疗器械和光学仪器等领域的应用。
毕业设计(论文)开题报告题目: 航空锻件的热锻模及其电解加工工装设计图3.1 变速叉的二维图图3.2 变速叉的三维图4 进度安排第1~2周:熟悉课题,完成关于电解加工文献综述。
第3周:确定航空锻件的热锻模设计及其电解加工工装方案,绘制其结构草图,准备开题答辩。
第4~5周:进行航空锻件的热锻模设计。
第6~7周:电解加工阴极设计计算。
第8~9周:翻译外文资料。
第10~11周:进行航空锻件的热锻模电解加工工装设计。
第12~13周:包括导电,供电方式和流场设计,准备中期答辩。
第14~15周:完善整个电解加工工装设计。
参考文献[1] 范植坚,王天成.电解加工技术及其研究方法[M].北京:国防工业出版社,2004.[2] 王建业,徐家文.电解加工原理与应用[M].北京:国防工业出版社,2001.[3] 沈健,朱树敏,陈远龙.锻模电解加工新技术[J].电加工,1998,76(01):35-37.[4] 沈健,张海岩.锻模电解加工工具电极的反拷和修正方法[J].电加工与模具,2001,32(4):13-15.[5] 王以华.锻模设计技术及实例[M].北京:机械工业出版社,2009.[6] 洪慎章,金龙建.实用热锻模设计与制造[M].北京:机械工业出版社,2011.[7] 朱树敏,沈光祖.锻模的脉冲电流电解加工[J].电加工,1990,64(01):45-48.[8] 李春,李毅.磨具型腔的数控铣削法电解加工[J].电加工与模具,2004,32(04):50-52.[9] 姚泽坤.锻造工艺学与模具设计[M].西安:西北工业大学出版社,2001.[10] 成巨强,刘志学.金属锻造加工基础[M].北京:化学工业出版社,2012.[11] 朱获.国外电解加工的研究进展[J].电加工与模,2000,45(01):15-18.[12] 徐家文,王建业,田继安.21世纪初电解加工的发展和应用[J].电加工与模具,2001,27(06):32-34.[13] 赵雪松,苏学满,张明.模具钢电解机械复合抛光工艺研究[J].中国机械工程,2003,82(12):21-24.[14] 崔柏伟.发动机连杆模锻工艺及模具[J].机械工程师,2007,10(12):52-53.[15] 刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2003.[16] Rajurkar K P,Zhu D.Improvement of Electrochemical Machining Accuracy by UingOrbitalElectrodeMovement.CIRP Annals-ManufacturingTechnology,1999:139-142.[17]RolfSchuster,ViolaKirchner,Philippe,etall.ElectrochemicalMicromachining.Science Vol 289,2000:98-101.[18] Wilson J.Practice and Theory of Electrochemical Machining.Scienve Vol 30,2002:125-135.继续阅读。

毕业设计(论文)开题报告题目:某型号火炮膛线电解加工工装设计图3.1 某型号火炮膛线的二维图图3.2 某型号火炮膛线的三维图4 完成本课题的工作方案及进度计划1~2周熟悉课题,完成关于电解加工的2000字文献综述,翻译外文资料;3周确定火炮膛线电解加工阴极设计及其磁场复合电解加工工装方案,绘制其结构草图,准备开题答辩;4~6周进行火炮膛线电解加工阴极设计计算;7~9周进行火炮膛线电解加工工装设计,包括导电、供液方式和流场设计,准备中期答辩;10~15周完善整个电解加工工装设计、完成装配图(包括三维装配图)及零件图的绘制等工作;16~18周对所有图纸进行校核,编写设计说明书,所有资料提请指导教师检查,参考文献[1] 刘晋春,白基成,郭永丰.特种加工(第5版)[M].北京:机械工业出版社,2008.[2] 王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.[3] 范植坚,王天诚.电解加工技术及其研究方法[M].北京:国防工业出版社,2004.[4] 徐承意.Auto CAD 2007应用教程与实训[M].天津大学出版社,2009.[5] CAD工程制图规范.中华人民共和国国家标准:(GB/T18229-2000).北京:国家质量技术监督局,2000.[6] 范植坚,王天诚,冯延军,宋立庭.火炮身管大缠角混合膛线计算机数字控制电解加工技术研究[J].兵工学报,2005(05).[7] 唐霖.膛线电解加工独立工作齿阴极设计[J].工程设计学报,2009(02).[8] 苏晓明,王航宇.膛线电解加工阴极新型结构设计[J].机械设计与制造,2009(02).[9] 赵文涛,范植坚.膛线电解加工中阴极工作齿的优化设计[J].电加工与模具,2007(06).[10] 杨浩,张欲立,孟凡军,郭丽.火炮身管等齐-渐速混合深膛线电解加工应用技术研究[J].新技术新工艺,2009(06).[11] 杨峰,范植坚,赵刚刚.混合膛线电解加工工艺参数和阴极结构参数优化[C].陕西省机械工程学会特种加工分会第九届学术年会论文集,2010.[12] 张晓军,唐霖,王航宇,李春玲.UG二次开发在炮管混合膛线电解加工中的应用[J].工程设计学报,2008(04).[13] 唐霖,范植坚.UG二次开发在炮管混合膛线电解加工中的应用[C].2007年中国机械工程学会年会之第12届全国特种加工学术会议论文集,2007.[14] 王天诚.炮管混合膛线电解加工技术分析[C].第七届全国电加工学术年会论文集,1993.[15] 唐霖.膛线电解加工阴极结构的发展[J].电加工与模具,2010(05).[16] Evgueny I. Filatov, The numerical simulation of the unsteady ECM process. Journal of Material Technology 109(2001) 327-332.[17] Jerzy kozak, Antoni F. Budzynski, Piotr Domanowski, Computer simulation electrochemical shaping (ECM-CNC) using a universal tool electrode. Journal of Material Technology 76(1998) 162-164.[18] J. Kozak, mathematical model for computer simulation of electrochemical machining processes. Journal of Material Processing Technology 76(1998) 170-175.。
某火炮身管混合膛线阴极及电解加工工装设计
贾建利;刘金合;高楠
【期刊名称】《西安工业大学学报》
【年(卷),期】2014(000)006
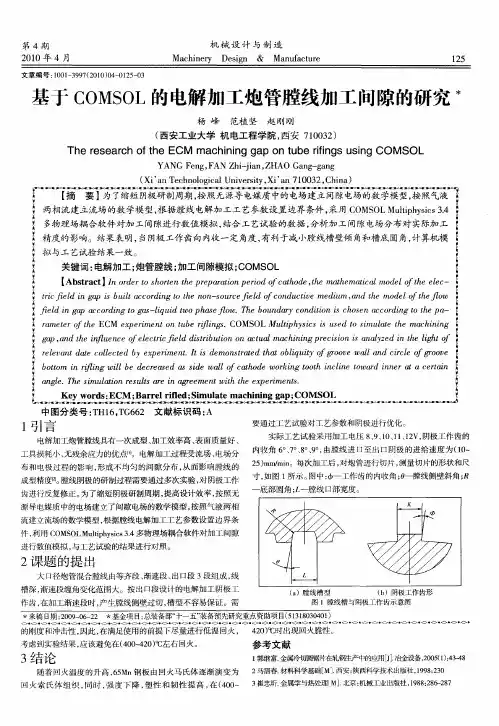
【摘要】为解决火炮身管材料硬度提高,膛线数目增多,槽线变深,缠角变大,机械拉削难以实现混合膛线的难成型问题,设计了一套炮管内孔抛光阴极、混合膛线阴极和电解加工工装.采用试验阴极进行了某火炮身管混合膛线电解加工工艺试验,通过对试验检测,其尺寸精度和表面质量符合设计图纸要求,加工尺寸误差小于±0.03mm,表面粗糙度 Ra<0.6μm.
【总页数】4页(P455-458)
【作者】贾建利;刘金合;高楠
【作者单位】西北工业大学材料学院,西安710072;西北工业大学材料学院,西安710072;西安工业大学机电工程学院,西安710021
【正文语种】中文
【中图分类】TG662
【相关文献】
1.混合膛线电解加工阴极结构和工艺参数优化 [J], 范植坚;杨峰;赵刚刚
2.火炮身管等齐-渐速混合深膛线电解加工应用技术研究 [J], 杨浩;张欲立;孟凡军;郭丽
3.火炮身管大缠角混合膛线计算机数字控制电解加工技术研究 [J], 范植坚;王天诚;冯延军;孙立庭
4.深槽混合膛线电解加工阴极新型结构设计 [J], 唐霖
5.膛线电解加工新型阴极结构设计 [J], 李博; 黎云玉; 唐霖
因版权原因,仅展示原文概要,查看原文内容请购买。
大口径火炮深孔内螺旋线电解加工参数的优化
申玺;贾建利;李梦娟;黄正莉
【期刊名称】《西安工业大学学报》
【年(卷),期】2016(036)010
【摘要】为解决大口径火炮深孔内螺旋线加工,研究了火炮炮管材料32CrNi3 MoV电解加工主要参数相互影响变化规律.选取材料去除率、孔径过切量和深度过切量为试验指标,采用L16(25)正交试验和灰色关联分析法实现了加工参数优化,得到了深孔内螺旋线高效率、高精度无应力电解加工成型的优化工艺参数.结果表明:加工电压为9 V、进给速度为0.5 mm·min-1、电解液压力为0.6 MPa和采用10%NaNO3+2.5%NaClO3电解液时,材料去除率达到最大,孔径过切量和深度过切量达到最小,实现了火炮炮管材料32CrNi3 MoV电解加工参数合理匹配.
【总页数】5页(P797-801)
【作者】申玺;贾建利;李梦娟;黄正莉
【作者单位】西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021
【正文语种】中文
【中图分类】TG66
【相关文献】
1.优化异形深孔电解加工工艺 [J], 埃马克
2.优化异形深孔电解加工工艺 [J], 德国埃马克公司
3.异形深孔电解加工过程的流场优化 [J], 薛润荣;赵建社;姚学磊;嵇霖泽;王忠恒
4.优化异形深孔电解加工工艺 [J], 埃马克(中国)机械有限公司
5.钛合金异形内螺旋线电解加工过程工艺优化 [J], 晏永宁;唐霖;周嘉凯;刘世英因版权原因,仅展示原文概要,查看原文内容请购买。
活动模板电解加工微小凹坑阵列研究的开题报告一、选题的背景和意义电解加工是一种能够制造微小结构的先进加工技术,其应用广泛于制造微机电系统、光电子器件和生物芯片等领域。
电解加工可以实现高精度的制作,但在一些应用中要求不仅要实现高精度,还需要制造出微小凹坑阵列。
目前国内外的相关研究很多,但对微小凹坑的形貌和结构的控制、预测及其应用的探索,还比较少,这就需要更多的探索和研究。
本课题是希望通过电解加工技术制造微小凹坑阵列的研究,探究其应用领域,并分析其生产成本和可行性,为进一步发掘电解加工技术的潜力提供理论依据和研究方向,为推动我国相关制造业的发展提供技术支持和智力支持。
二、研究的目的和方法目的:1. 通过电解加工技术制作微小凹坑阵列,并深入探究其形貌、结构、材料以及应用等方面。
2. 研究并分析电解加工生产微小凹坑阵列的成本和可行性,并探究该技术在相关领域的应用前景。
方法:1. 对电解加工相关技术的基本原理、加工步骤、电极、电解液进行深入学习和掌握。
2. 设计微小凹坑阵列的图案和形貌,制定电解加工实验计划,进行实验室微小凹坑阵列的制作。
3. 对制作出的微小凹坑阵列进行形貌和结构的分析和表征,在此基础上进一步探究其应用领域和前景。
4. 分析电解加工生产微小凹坑阵列的成本和可行性,并对其优劣势进行评估分析,为进一步推广应用提供参考依据。
三、预期结果和意义本次研究的预期结果是:成功制作出微小凹坑阵列,获得微小凹坑阵列的形貌和结构,探究微小凹坑阵列的应用领域和前景,并对电解加工生产微小凹坑阵列的成本和可行性进行分析和评估。
本研究的意义在于:1. 深入探究电解加工技术在微小结构制造中的应用,并丰富对该技术的理解和认识。
2. 说明微小凹坑阵列的形貌和结构对电解加工的影响,为提高微小结构的精度和制备效率提供参考。
3. 分析电解加工生产微小凹坑阵列的成本和可行性,在实际应用中推动该技术的发展和运用。
四、研究计划和进度安排1. 研究计划第一阶段:了解电解加工技术和微小结构的应用,并制定研究方案和实验计划。
数控电解机械复合铣削加工基础研究的开题报告一、选题背景随着制造业的快速发展,高效、精密、复杂的加工需求越来越迫切,越来越多的企业开始采用数控技术进行加工制造。
而电解加工技术则是一种加工高难度、高精度、非常薄的零件的有效方式。
但是,电解加工存在加工速度慢、精度低的问题,而数控机床则可以实现高速、高精度加工,因此将数控技术与电解加工相结合,形成数控电解机械复合加工技术,是提高加工效率和加工精度的一个有效途径。
在数控电解机械复合加工技术中,铣削加工是常用的加工方式,可以用于加工直线、曲线等各种形状的零件。
因此,本文基于数控电解机械复合铣削加工技术,旨在探究其理论基础和实践应用,以提高数控技术和电解加工技术的融合水平,促进加工制造业的发展。
二、研究目的和意义本文的研究目的是:1. 总结数控电解机械复合铣削加工技术的理论基础,探究数控技术和电解加工技术的相互作用机制。
2. 分析数控电解机械复合铣削加工技术在实际加工中存在的问题,提出解决方法和改进措施。
3. 结合实际案例,研究数控电解机械复合铣削加工技术的应用效果和经济效益。
本文的意义在于:1. 推动数控技术和电解加工技术的融合,促进制造业向数字化和智能化方向发展。
2. 提高数控电解机械复合铣削加工技术的加工效率和加工精度,降低加工成本,提高产品质量。
3. 为企业提供可行的生产技术,促进企业加快技术创新步伐,提高市场竞争力。
三、研究内容本文的研究内容主要包括以下几个方面:1. 数控电解机械复合加工技术的理论基础探究,包括电解加工原理、数控机床控制技术、铣削加工理论等。
2. 数控电解机械复合加工技术的应用案例研究,通过对实际加工案例的分析,探究该技术的应用效果和经济效益。
3. 数控电解机械复合加工技术存在的问题和解决方法研究,深入分析该技术在实际加工中可能出现的问题,并提出相应的解决方法和改进措施。
四、研究方法本文将采用以下研究方法:1. 文献调研法,对数控技术、电解加工技术、铣削加工理论等方面的文献进行详细的收集、整理和分析,为该研究提供理论支持。
毕业设计(论文)开题报告
题目:某型号火炮膛线电解加工工装设计
参考文献
[1] 刘晋春,白基成,郭永丰.特种加工(第5版)[M].北京:机械工业出版社,2008.
[2] 王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.
[3] 范植坚,王天诚.电解加工技术及其研究方法[M].北京:国防工业出版社,2004.
[4] 徐承意.Auto CAD 2007应用教程与实训[M].天津大学出版社,2009.
[5] CAD工程制图规范.中华人民共和国国家标准:(GB/T18229-2000).北京:国家质量技
术监督局,2000.
[6] 范植坚,王天诚,冯延军,宋立庭.火炮身管大缠角混合膛线计算机数字控制电解加工技
术研究[J].兵工学报,2005(05).
[7] 唐霖.膛线电解加工独立工作齿阴极设计[J].工程设计学报,2009(02).
[8] 苏晓明,王航宇.膛线电解加工阴极新型结构设计[J].机械设计与制造,2009(02).
[9] 赵文涛,范植坚.膛线电解加工中阴极工作齿的优化设计[J].电加工与模具,2007(06).
[10] 杨浩,张欲立,孟凡军,郭丽.火炮身管等齐-渐速混合深膛线电解加工应用技术研究[J].
新技术新工艺,2009(06).
[11] 杨峰,范植坚,赵刚刚.混合膛线电解加工工艺参数和阴极结构参数优化[C].陕西省机
械工程学会特种加工分会第九届学术年会论文集,2010.
[12] 张晓军,唐霖,王航宇,李春玲.UG二次开发在炮管混合膛线电解加工中的应用[J].工
程设计学报,2008(04).
[13] 唐霖,范植坚.UG二次开发在炮管混合膛线电解加工中的应用[C].2007年中国机械工
程学会年会之第12届全国特种加工学术会议论文集,2007.
[14] 王天诚.炮管混合膛线电解加工技术分析[C].第七届全国电加工学术年会论文
集,1993.
[15] 唐霖.膛线电解加工阴极结构的发展[J].电加工与模具,2010(05).
[16] Evgueny I. Filatov, The numerical simulation of the unsteady ECM process. Journal of
Material Technology 109(2001) 327-332.
[17] Jerzy kozak, Antoni F. Budzynski, Piotr Domanowski, Computer simulation electrochemical
shaping (ECM-CNC) using a universal tool electrode. Journal of Material Technology
76(1998) 162-164.
[18] J. Kozak, mathematical model for computer simulation of electrochemical machining
processes. Journal of Material Processing Technology 76(1998) 170-175.。