鱼腥草注射液工艺验证方案重点讲义资料
- 格式:docx
- 大小:100.15 KB
- 文档页数:13
编号:鱼腥草注射液工艺验证方案版本:0制定人:审核人:批准人:制定日期:审核日期:批准日期:1鱼腥草注射液生产工艺验证方案验证的目的及要求。
鱼腥草注射液工艺规程是我公司根据《中国兽药典》2005年版一部鱼腥草注射液项下有关内容制定的,在此验证之前已对水系统、空调净化系统、生产设备设施、计量器具等进行了验证;所用原辅材料、包装材料经检验合格,本验证方案对鱼腥草注射液生产工艺中有可能影响产品质量的关键工序进行验证,也是对以上各系统联合起来的复验证,以证明在规定的工艺条件下,能始终如一生产出合格的产品。
2生产过程和各部分生产过程的说明,流程图,关键工序。
2.1生产过程和各部分生产过程的说明:鱼腥草注射液是由鱼腥草提取液与聚山梨酯80、氯化钠制成的无菌注射液,其具体制法是按生产指令单领取原辅料,准确称取,按照原辅料顺序进行投料,搅拌至全溶,粗滤后,把溶液通过管道打到稀配罐中,补加注射用水至全量,精滤、灌封、灭菌、灯检、包装即可。
2.2 工艺流程图如下:安 瓿原辅料饮用水纯化水干注射用水图示:一般生产区纸盒纸箱10,000 级洁净区100,000 级洁净区精洗、烘 反渗透 离子交换重蒸馏过滤 粗洗称 量浓 配稀配精 滤灌 装灭菌灯 检印 字包 装粗 滤入 库2.3关键工序2.3.1配液:配液是鱼腥草注射液的关键工序,此工序将鱼腥草提取液、聚山梨酯80、氯化钠、注射用水混合溶解,均匀后滤过,如果混合不均匀,会造成成品均匀度不一致,有效成份含量会出现偏差,所以应对搅拌时间进行验证。
如果滤过不合格会造成药液澄明度不合格,所以应对微孔过滤器的滤芯完整性及卫生泵压力进行验证。
2.3.2洗瓶及瓶干燥灭菌:洗瓶及瓶干燥灭菌是鱼腥草注射液的一个关键工序,瓶子的清洁度、干燥度会直接影响到成品的质量,而注水机、甩水机水温,干燥箱的干燥温度会影响到瓶子的洁净度,所以应对清洗机、干燥箱的瓶清洗及干燥灭菌效果予以验证。
2.3.3灌封:灌封是鱼腥草注射液的成型工序,灌封装量差异在生产过程中不可能一直测定,只能每隔一定的时间测定一次,因为灌封装量直接关系到成品的内在质量,所以应对灌装封口机的灌装量及封口质量予以验证。
2.3.4灭菌:灭菌的好坏直接影响到产品的质量,由于鱼腥草注射液为无菌制剂,因而应对灭菌的时间、灭菌温度、装量与灭菌效果进行全面验证。
2.3.5灯检:灯检人员除裸眼视力达到0.9以上外,长时间检视容易疲劳,因此要有休息间隔,所以要对检视时间和漏检率进行验证,从而找到最佳间隔时间。
2.3.6包装:包装为鱼腥草注射液的最后一道生产工序,包装的好坏直接影响产品的质量,因此应对包装的过程全面验证,用以证明现行的工艺条件下能始终如一生产出合格的产品。
2.3.7 成品:成品是鱼腥草注射液完成所生产工序的产品,各生产工序在生产交接中是否对产品造成污染,成品经过各生产工序生产后是否能保证成品的质量,因此应对成品的质量全面验证,用以证明现行的生产工艺条件能始终如一生产出合格的成品。
3、鱼腥草注射液生产工艺验证项目3.1配液3.2洗瓶及瓶干燥灭菌3.3灌封3.4灭菌3.5灯检3.6包装3.7成品4、再验证:一般情况下再验证周期为一年。
当影响产品质量的主要因素,如工艺条件、质量控制方法、主要原辅料、主要生产设备、生产过程或某一规程发生了改变,对已确定的产品质量特性有明显影响时,要进行再验证。
5、验证内容5.1配液过程验证5.1.1验证目的配液过程的验证,是为了验证现行的工艺条件即配液的搅拌时间条件下药液是否能够始终如一达到规定的质量标准;现行的过滤设备能否达到预期的过滤效果。
5.1.2操作方法及规程生产前,依据《过滤器完整性测试规程》先做滤芯起泡点试验,合格后方可生产。
按生产指令单领取原辅料,准确称取,按照原辅料顺序进行投料,搅拌至全溶,粗滤后,把溶液通过管道打到稀配罐中,补加注射用水至全量,启动搅拌和卫生泵循环,搅拌5分钟、10分钟、15分钟分别取样,并分别作PH值测定。
再经孔径为0.22μm的精密过滤器过滤。
使用后的滤芯做起泡点试验,确保滤芯的完整性。
5.1.3取样检验规程和质量标准取稀配罐中配制好的药液作为样品(每个时间段取两个样品),照鱼腥草注射液检查项目下PH值检查方法检测。
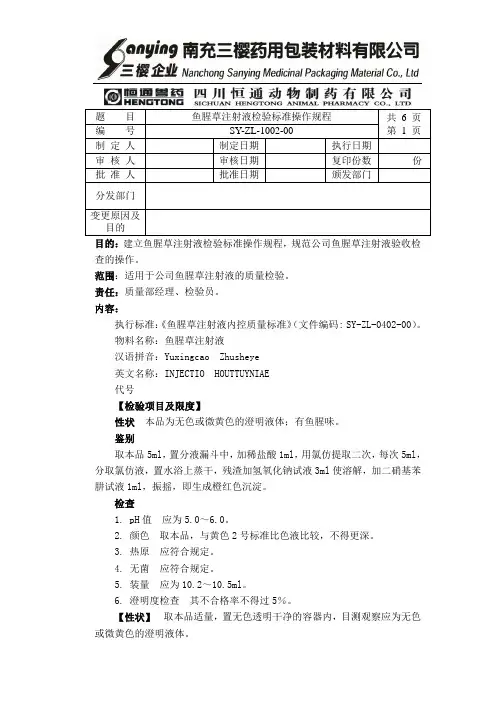
评价标准样品中PH值含量:应为4.6~6.4性状:本品为无色或微黄色的澄明液体;有鱼腥味。
5.1.4所用试验仪器及其校正所用试验仪器详见鱼腥草注射液检验操作规程项下有关内容,实验中所用的仪器已经过校正,且使用时在其校正合格期内。
5.1.5试验原始数据及其整理5.1.5.3原始数据整理其中含量数据分析如下:根据以上连续三批抽样结果,数理学统计检验可知,本工序(配液)的生产工艺符合生产的要求,能保证产品质量的合格性和重现性。
5.1.7验证小组签字5.2洗瓶及瓶干燥灭菌过程验证5.2.1验证目的洗瓶及瓶干燥灭菌过程的验证,是为了验证现行的工艺条件即注水机、甩水机的清洗效果、水温和安瓿干燥箱的干燥温度下瓶子的清洁度是否能够始终如一达到规定的质量标准。
5.2.2操作方法及规程将安瓿置淋瓶机内使安瓿中灌满水,用甩水机甩水保证安瓿不挂水珠,粗洗为纯化水,精洗为注射用水,精洗水温为50℃以上,将精洗后安瓿置干燥机内,以320℃干燥5min,具体操作方法见洗瓶干燥灭菌岗位操作规程中有关内容。
5.2.3取样和检验规程、质量标准分别于干燥后安瓿中随机取样,一个批次共取样100支,用手工方式灌注与药液量相当的合格注射用水,手工封口,注意瓶口污染,在灯检仪下进行观察,剔除有可见物的安瓿,计取安瓿清洁合格率,每批取样三次,共取连续生产的三个批次。
清洁率≥98.0%。
5.2.5验证小结根据以上连续三批抽样结果数理学统计检验可知,本工序(洗瓶干燥)的生产工艺符合生产的要求,能保证产品质量的合格性和重现性。
5.2.6验证小组成员签字5.3灌封过程验证灌封过程的验证,是为了验证现行的工艺条件下即灌装时的装量和封口质量,是否能够始终如一达到规定的质量标准。
5.3.2操作方法及规程启动灌封机,调节灌装量,灌装成10ml/支的注射液,具体操作参见鱼腥草注射液工艺规程中有关内容。
5.3.3取样和检验规程质量标准在鱼腥草注射液灌装过程中每隔20分钟取样1次,每次取5支,分别测定其装量和封口质量,具体方法见鱼腥草注射液产品检验操作规程,每支装量与标示装量相比较,均不得少于标示量,封口光滑,无泡头、尖,沟漏眼等不良品,共取连续生产的三个批次。
合格率≥95%。
5.3.4所用试验仪器及其校正所用试验仪器详见鱼腥草注射液检验操作规程项下有关内容,实验中所用的仪器已经过校正,且使用时在其校正合格期内。
5.3.5试验原始数据及其整理5.3.5.1试验原始数据封口质量以“∨”标示合格,“×”标示不合格5.3.5.2原始数据分析5.3.5.2.1规定注射液装量限度每支装量与标示装量相比较,均不得少于标示装量。
不同设备装量之间无显著差异。
5.3.5.2.2实测值与规定值相比较以上连续三批抽样检验,注射液装量均符合规定。
5.3.6验证小结:根据以上连续三批抽样结果数理学统计检验可知,本工序(灌封)的生产工艺符合生产的要求,能保证产品质量的合格性和重现性。
5.3.7验证小组成员签字5.4灭菌过程验证5.4.1验证目的灭菌过程验证是为了证实现行的工艺灭菌的温度、时间、装量能够始终如一地使产品达到规定的质量要求。
5.4.2操作方法及规程将灌装后中间产品装入灭菌器中,启动灭菌程序后进行115℃流通蒸汽灭菌30分钟,具体操作方法见灭菌岗位操作规程。
5.4.3取样和检验规程、质量标准灭菌结束后,打开出口门,于相当于灭菌车内的如图位置取样作为供试品,每个样品取4支,共取5个样。
照无菌检查法检验,应无菌。
共取连续生产的三个批次。
取样采用五点取样法,即在长方体容器上表面水平定两个取样点,取样点距消毒车长边50cm,距宽过30cm,再以上述方法在下层定两个取样点,第5个取样点在消毒车的约中心处,距上面、下面各40cm处,距两侧面90cm,5个取样点如下图所示。
5.4.4所用检验仪器及其校正所用试验仪器已经过校正,且使用时在其校正合格期内。
5.4.5试验原始数据及其整理5.4.6验证小结根据以上连续三批抽样结果数理学统计检验可知,本工序(灭菌)的生产工艺符合生产的要求,能保证产品质量的合格性和重现性。
5.4.7验证小组成员签字5.5灯检过程验证5.5.1验证目的鱼腥草注射液灯检过程验证是为了证实现行的工艺条件生产的鱼腥草注射液成品能够始终如一达到规定的质量标准。
5.5.2操作方法及规程按澄明度检查方法检查。
5.5.3取样和检查灯检后中间产品每批随机取样200支,不合格率不得超过10.0%5.5.4检验结果及判定同以上连续三批检验结果可知本工序工艺条件是否符合要求,能保证产品质量的合格性和重现性。
5.5.6验证小组成员签字5.6鱼腥草注射液贴签、包装过程验证5.6.1验证目的鱼腥草注射液贴签、包装过程验证是为了证实现行的工艺条件生产的鱼腥草注射液成品能够始终如一达到规定的质量标准。
5.6.2操作方法及规程将鱼腥草注射液安瓿放入贴标机中,开动机器,将贴签后成品装入包装盒中,装箱,具体操作见鱼腥草注射液生产工艺规程中有关内容。
5.6.3取样和检验规程、质量标准在生产过程中分别取样观察检验,共取连续生产的三个批次,质量标准见下表。
5.6.5验证小结同以上连续三批包装检验可知本工序工艺条件符合要求,能保证产品质量的合格性和重现性。
5.6.6验证小组成员签字6、鱼腥草注射液生产工艺验证总结7、在验证:一般情况下在验证周期为一年,当影响产品质量的主要因素,如工艺、质量控制方法、主要原辅料、主要生产设备、生产过程或某一规程发生了变化,对已确定的产品质量特性有明显影响时,要进行再验证。