冲压加工基本常识
- 格式:ppt
- 大小:7.52 MB
- 文档页数:74
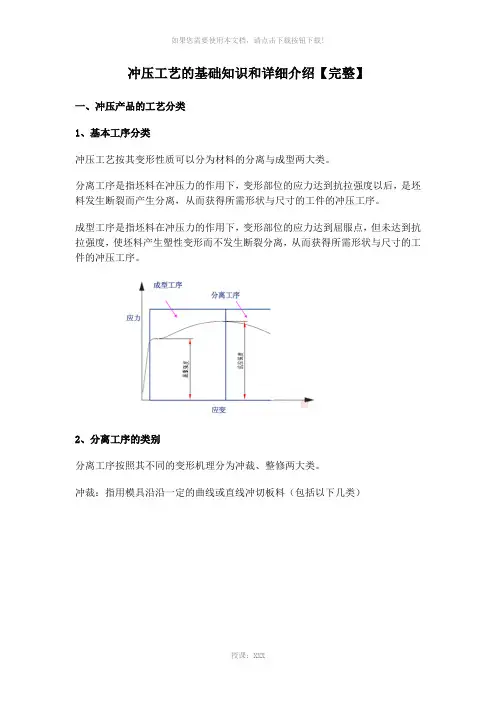
冲压工艺的基础知识和详细介绍【完整】一、冲压产品的工艺分类1、基本工序分类冲压工艺按其变形性质可以分为材料的分离与成型两大类。
分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。
成型工序是指坯料在冲压力的作用下,变形部位的应力达到屈服点,但未达到抗拉强度,使坯料产生塑性变形而不发生断裂分离,从而获得所需形状与尺寸的工件的冲压工序。
2、分离工序的类别分离工序按照其不同的变形机理分为冲裁、整修两大类。
冲裁:指用模具沿沿一定的曲线或直线冲切板料(包括以下几类)整修是对冲裁件的断面部分进行再加工的分离加工方法,整修变形是一种切削机理,其工件的尺寸精度和断面质量比冲裁件好。
3.成型工序的类别成型工序较多,包括:弯曲、拉深、翻边、胀形和挤压工艺等。
(具体如下:)二、冲裁1、冲裁产品的形态与成型过程介绍冲裁产品的形态。
冲裁产品的的断面分为:塌角、光亮带、断裂带、毛刺,这四种形态是在产品冲裁过程中于不同的阶段,不同的部位、不同的应力作用下产生的。
如上图,1塌角 :高度约等于8%T至15%T ;2.光亮带 :高度约等于15%T至55%T ;3.断裂带 :高度约等于35%T至75%T ;4.毛刺 :高度约等于5%T至10%T1)弹性变形阶段受力分析:刃口部分材料受剪切力,力的大小小于弹性极限,若力消失,则材料恢复原始状态。
状态描述:凸模施加压力于材料,材料略挤入凹模刃口。
2)塑性变形阶段受力分析:材料受力由边及中心,逐渐超过弹性极限状态描述:凸模进一步深入材料,在本阶段冲裁件产生塌角以及光亮带3)剪裂阶段受力分析:材料靠近凹模刃口的部分应力首先达到材料的抗剪切强度,使凹模刃口旁边的材料产生的裂纹增大。
而此时凸模刃口部分材料还处于塑性变形阶段,随着冲头的进一步深入材料,冲头附近材料也达到剪切强度,也产生裂纹,再往后两裂纹重合,材料分离。
状态描述:材料分离,上下裂纹重合时相互撕扯产生毛刺三、与产品设计相关的冲裁工艺要点及设计举例1、冲裁产品的分类、作用及结构冲孔 piercing作用 1.作为一般过孔使用(要求较低);2.作为自攻牙底孔使用(产品设计要求光亮带比例较高);3.作为高精度转轴孔使用(要求无毛刺,少断裂带)(采用机械去毛刺的方式或模具倒面的方式)注意:设计冲孔时,由于受到凸模强度的限制, 孔的尺寸不宜太小(一般大于0.5T)落料 stamping作用 1.作为一般外形使用(要求较低);2.作为对接接头激光焊接装配使用(无毛刺、大的光亮带、小的断裂带间隙);3、作为软饰支架使用(要求卷边或者去毛刺)注意:1、产品设计时应该使冲裁件各直线或曲线的连接处有适当的圆角.(否则凹模应力集中,容易损坏);2、考虑到模具线切割的加工工艺,冲裁零件或者落料零件的最小R角不要小于R0.2。
冲压加工知识点总结归纳一、冲压工艺概述冲压加工是一种先将金属板材、带材、管材、型材等通过模具装置的成形、切割、变形等各种冲击工序,或经过一系列连续工序,使之产生塑性变形,从而制成零部件的成形工艺。
冲压加工是金属塑性加工的一种主要方式,是工件成形、尺寸精度高、生产率高的优秀加工方法。
二、冲压加工的工艺基础1. 材料的选择冲压加工材料的选择应根据工件的要求和使用条件,选用相应的冷轧薄板、热轧薄板、镀锌板、镀锡板、不锈钢板等。
材料的表面质量需求高时,可选择优质、带细微结构和均匀性的材料。
2. 模具设计冲压工艺的成形质量和生产效率与模具设计有直接的关系。
模具设计应注意以下几个方面:(1)模具结构合理性,以便完全协调和适应冲压成形的力学、热学、流体动力学和气体动力学等特点。
(2)模具表面处理要求高,以提高模具的使用寿命和表面质量。
(3)模具使用寿命长,可在模具上设置自动换刀装置,提高模具的使用效率。
3. 工艺设计冲压加工工艺设计的主要内容有:(1)成形工序的设计。
包括冲压工序组织、工件的冷冲与热冲、薄板的拉延工序、凸模结构、凹模结构、料盘结构等。
(2)材料的变形特点和工艺参数的确定。
包括冲头直径、料厚的初选、模具尺寸、凸模凹模尺寸、材料的拉伸性和韧性,以及滑块、模具等的尺寸。
三、冲压加工的工艺过程冲压加工的工艺过程即为对金属材料进行压力变形,使其在模具的作用下获得一定形状和尺寸的产品。
冲压加工的过程包括:1. 塑性变形过程。
冲压过程中,通过模具对材料施加压力,使得材料产生塑性变形,从而成型成为所需要的零件。
2. 塑性变形规律。
材料在冲压过程中,会因为受到应力和应变的作用,产生弹性变形、屈服和硬化等塑性变形现象。
3. 模具的作用。
模具是冲压加工中重要的工装,它通过与工件接触,施加变形力,在一定程度上控制着工件的形状和尺寸。
四、冲压加工的工艺参数在冲压加工过程中,需要控制和调节的主要工艺参数有:1. 冲头尺寸。
冲压车间常识和管理一、冲压车间概述冲压车间是制造业中的一种常见车间,主要用于生产冲压件。
冲压件是指通过冲压工艺将金属材料加工成所需形状的零件。
冲压工艺具有高效、精确和重复性好等特点,广泛应用于汽车、家电、机械等行业。
二、冲压工艺流程冲压车间的工艺流程通常包括以下几个步骤:1.材料准备:选择合适的金属材料,并使用剪板机或切割机将材料切割成所需尺寸。
2.冲压模具设计:根据零件的形状和要求,设计冲压模具,包括上模、下模和冲头等。
3.模具制造:根据设计图纸制造冲压模具,在加工过程中需要考虑模具的加工精度和表面质量。
4.冲压加工:将材料放置在冲床上,通过上下模具的运动使材料受力变形,得到所需的零件形状。
5.零件整形:对冲压件进行去毛刺、修边、矫正等处理,保证零件的质量和外观要求。
6.马达兰流程:对冲压件进行清洗和表面处理,提高零件的耐腐蚀性和美观性。
三、冲压车间的设备和工具冲压车间主要使用以下设备和工具:1.冲床:用于进行冲压加工的主要设备,根据生产需求可以选择单点冲床、连续冲床或多工位冲床。
2.切割设备:包括剪板机、切割机等,用于将金属材料切割成所需尺寸。
3.模具加工设备:包括数控铣床、数控车床等,用于制造冲压模具。
4.辅助设备:如切角机、拉床等,用于零件的整形和加工。
5.测量工具:如卡尺、量具等,用于测量零件尺寸和表面质量。
6.油压设备:用于冲床的驱动和辅助装置,如液压系统、润滑系统等。
四、冲压车间常见问题及解决方法在冲压车间的生产过程中,常会遇到一些问题,如下所示:1.材料浪费问题:冲压过程中,由于模具调试不精确或操作不当,可能导致材料浪费。
解决方法包括优化模具设计、提高操作技能和加强质量检查等。
2.模具磨损问题:冲压模具在长时间使用后容易出现磨损,影响零件质量和生产效率。
解决方法包括定期维护保养、提高硬度和涂覆保护层等。
3.零件变形问题:冲压过程中,由于材料性质或操作不当,零件可能出现变形。
解决方法包括调整工艺参数、优化模具结构和提高操作技能等。
冲压工艺基础知识简介冲压工艺是一种通过模具对金属板材进行变形加工的方法,广泛应用于汽车、航空航天、电子等行业。
冲压工艺可以高效地生产出形状复杂、尺寸精度高的零部件,并具有高生产效率、低成本等优点。
本文将介绍冲压工艺的基础知识,包括冲压工艺的分类、工艺流程以及常见的冲压缺陷等内容。
冲压工艺的分类根据冲压过程中是否改变工件厚度的方式,冲压工艺可以分为冷冲压和热冲压两种类型。
冷冲压冷冲压是指在常温下进行的冲压工艺。
其主要优点是工件的尺寸精度高、表面质量好、成本低。
冷冲压适用于处理普通的金属板材,如钢板、铝板等。
热冲压热冲压是指在加热状态下进行的冲压工艺。
加热可以使金属板材的塑性增大,从而提高冲压过程中的变形能力。
热冲压适用于处理高强度钢板等特殊材料。
冲压工艺流程冲压工艺通常包括以下几个步骤:设计模具、切割材料、成形、清洁和涂装。
设计模具设计模具是冲压工艺的第一步,它决定了最终产品的形状和尺寸。
模具通常由上下两部分组成,上模和下模。
上模固定在压力机的上部,下模固定在压力机的下部。
当上下模合上时,工件位于模具的中间位置。
切割材料在冲压工艺中,首先需要切割出合适尺寸的金属板材。
常用的切割方法包括剪切和切割机。
剪切是通过剪刀式刀具对金属板材进行切割,切割机则是通过旋转锯片或刀片对板材进行切割。
成形成形是冲压工艺的核心步骤,通过对金属板材施加力和压力,使其变形成模具所需的形状。
常见的成形方法包括拉伸、压制、弯曲等。
清洁和涂装在完成成形后,工件通常需要进行清洁和涂装,以提高表面质量和防止腐蚀。
清洁可以通过酸洗、脱脂等方法实现,涂装可以采用喷涂、电镀等方式进行。
常见的冲压缺陷在冲压过程中,常常会出现一些缺陷问题,影响产品的质量和可靠性。
以下是几种常见的冲压缺陷:凹陷凹陷是指在冲压过程中出现的凹痕或凹洞。
凹陷通常是由于材料的屈服限制或模具设计不当引起的。
裂纹裂纹是指在冲压过程中出现的裂痕或断裂。
裂纹通常是由于过大的应力或材料的疲劳引起的。
冲压基础必学知识点
冲压是指将金属板料通过冲压设备进行加工,以得到所需形状和尺寸
的零部件或成品。
以下是冲压基础必学的知识点:
1. 冲压工艺:冲压工艺包括模具设计、模具加工、冲裁、弯曲、拉伸等。
了解和掌握冲压工艺可以提高产品质量和生产效率。
2. 材料选择:冲压加工可使用的材料包括钢板、铝板、黄铜等。
根据
产品的要求和应用场景选择合适的材料,可以提高产品的耐磨性、强
度和耐腐蚀性。
3. 模具设计:模具是冲压加工的关键工具,其设计要考虑到产品的形状、尺寸和材料特性。
模具的设计应遵循原则,如最小化材料的损耗、提高生产效率和降低成本等。
4. 冲床操作:冲床是冲压加工的主要设备,操作冲床需要掌握安全注
意事项和操作规程。
了解冲床的性能和参数,可以更好地控制冲压加
工的质量和效率。
5. 金属材料力学性能:冲压过程中,需要了解材料的力学性能,如屈
服强度、延伸率、断裂韧性等。
了解材料的力学性能有助于选择合适
的材料和预测冲压过程中可能出现的问题。
6. 表面处理:冲压产品的表面处理可以提高其美观性、耐腐蚀性和耐
磨性。
常见的表面处理方法包括镀锌、喷涂、电镀等。
7. 质量控制:冲压加工中,需要进行质量控制来确保产品的质量符合
要求。
质量控制的方法包括检验、抽样等。
8. 环境保护:冲压过程中会产生废水、废气和废渣等污染物,需要采取相应的环保措施来避免对环境造成负面影响。
以上是冲压基础必学的知识点,通过学习和掌握这些知识,可以提高冲压加工的技术水平和生产效率。
第1章冲压加工基本知识一、目的与要求学生应掌握冷冲压成形的基本概念,模具分类及结构,及常见冲压设备的类型结构,会根据实际选择压力机。
二、主要内容冷冲压工艺概述模具分类及结构工艺中常用材料冲压设备三、难点与重点冲压设备的合理选择。
四、授课方式多媒体授课。
五、思考题六、小结。
冲压 : 是利用安装在压力机上的模具,对模具里的板料施加变形力,使板料在模具里产生变形,从而获得一定形状、尺寸和性能的产品零件的生产技术。
由于冲压加工经常在材料的冷状态(室温)下进行,因此也称冷冲压冲压模具: 是指将板料加工成冲压零件的专用工艺装备。
是为工艺中某一特定工序服务的;工艺依附于模具,没有先进的模具技术,先进的冲压工艺无法实现。
冲压工艺及冲模设计与制造就是根据冲压零件的形状、尺寸精度及技术要求,制定冲压加工方案,设计冲压模具,并对模具零件进行加工,装配,试模、检验的全部过程。
1.1冲压加工及分类1.1.1 冲压加工的特点与应用冲压生产靠模具和压力机完成加工过程,与其他加工方法相比,在技术和经济方面有如下特点:优点1、互换性好。
2、可以获得其他加工方法所不能或难以制造的壁薄、重量轻、刚性好、表面质量高、形状复杂的零件。
3、既节能又省料。
4、效率高。
5、操作方便,要求的工人技术等级不高.缺点:1 噪声和振动大。
2模具要求高、制造复杂、周期长、制造费用昂贵,因而小批量生产受到限制。
3零件精度要求过高,冲压生产难以达到要求。
由于冲压工艺具有上述突出的特点,因此在国民经济各个领域得到了广泛应用。
例如,航空航天、机械、电子信息、交通、兵器、日用电器及轻工等产业都应用冲压加工。
冲压可制造钟表及仪器的小零件,也可制造汽车、拖拉机的大型覆盖件。
冲压材料可使用黑色金属、有色金属以及某些非金属材料。
1.1.2 冲压工艺的分类生产中为满足冲压零件形状、尺寸、精度、批量、原材料性能等方面的要求,采用多种多样的冲压加工方法。
概括起来冲压加工可以分为分离工序与成形工序两大类。
《冲压基础知识综合性概述》一、引言冲压作为一种重要的金属加工方法,在现代工业生产中占据着举足轻重的地位。
从汽车制造到电子产品,从航空航天到日常用品,冲压工艺的应用无处不在。
本文将对冲压基础知识进行全面的阐述与分析,涵盖基本概念、核心理论、发展历程、重要实践以及未来趋势等方面,为读者提供一个系统而深入的了解。
二、冲压的基本概念1. 定义冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。
冲压通常在室温下进行,故也称为冷冲压。
2. 特点(1)高效性:冲压生产效率高,可实现高速自动化生产,适用于大批量生产。
(2)精度高:通过模具的精确设计和制造,可以获得高精度的零件。
(3)材料利用率高:冲压过程中材料的变形较为合理,能够充分利用材料,减少浪费。
(4)可加工复杂形状:能够加工出各种复杂形状的零件,满足不同产品的需求。
3. 冲压工艺的分类(1)分离工序:使材料沿一定的轮廓线分离,如剪切、冲裁等。
(2)成形工序:使材料产生塑性变形,如弯曲、拉深、胀形等。
三、冲压的核心理论1. 材料的塑性变形理论冲压过程中,材料在模具的作用下发生塑性变形。
塑性变形的本质是材料内部晶体的滑移和孪生。
了解材料的塑性变形规律对于合理设计冲压工艺和模具至关重要。
2. 应力与应变分析在冲压过程中,材料受到各种应力的作用,如拉应力、压应力、剪应力等。
通过应力与应变分析,可以确定材料的变形程度和变形方式,为模具设计提供依据。
3. 模具设计理论模具是冲压工艺的核心,模具的设计直接影响到冲压零件的质量和生产效率。
模具设计需要考虑零件的形状、尺寸、精度要求、材料性能以及生产批量等因素。
同时,还需要考虑模具的结构强度、耐磨性、寿命等问题。
四、冲压的发展历程1. 古代冲压技术早在古代,人类就已经开始使用冲压技术。
例如,中国古代的青铜器制造中就采用了冲压工艺。
古代的冲压技术主要依靠手工操作,生产效率低,精度也不高。