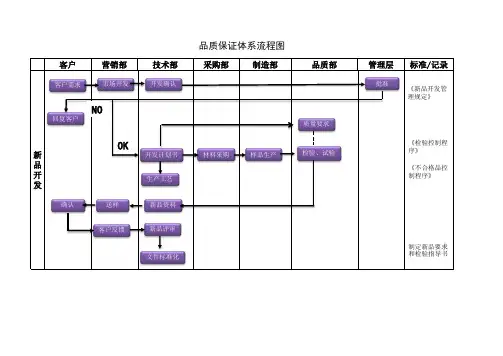
生产品质控制流程图
- 格式:xls
- 大小:29.50 KB
- 文档页数:2
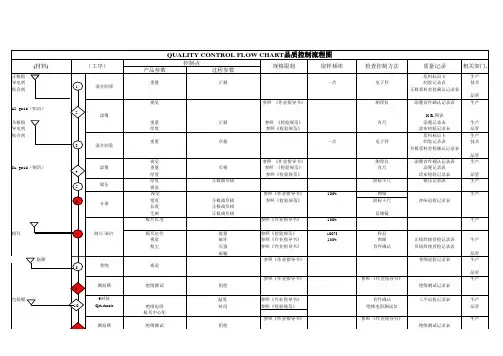

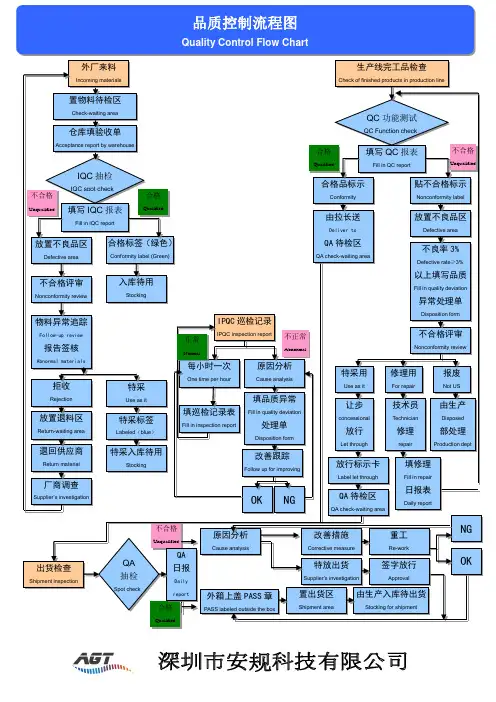
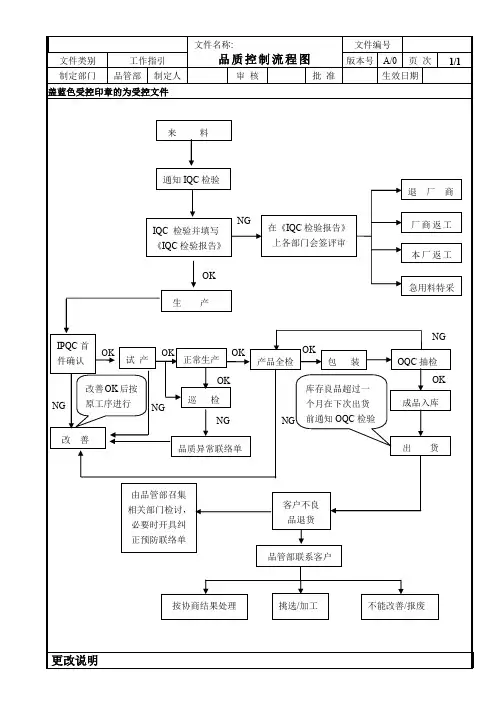
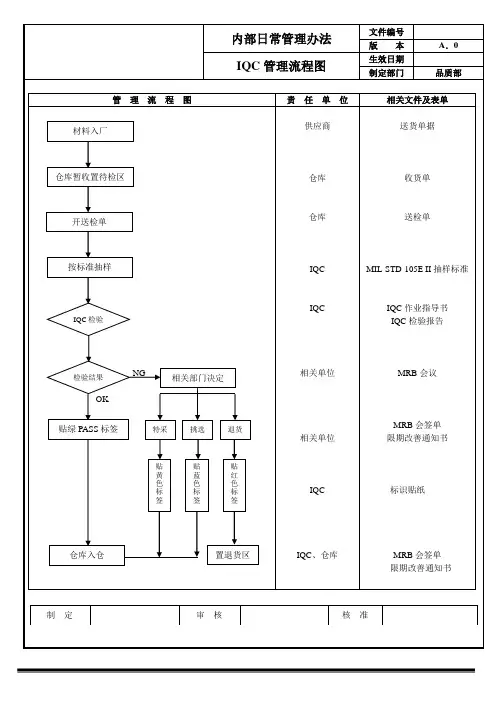
.可编辑IPQC 巡检记录IPQC inspection report每小时一次One time per hour填巡检记录表Fill in inspection report原因分析Cause analysis填品质异常Fill in quality deviation处理单Disposition form改善跟踪Follow up for improvingOKNG正常Normal不正常Abnormal不合格Unqualified合格QualifiedIQC 抽检IQC spot check外厂来料Incoming materials置物料待检区Check-waiting area仓库填验收单Acceptance report by warehouse填写IQC 报表Fill in IQC report放置不良品区Defective area合格标签(绿色)Conformity label (Green)不合格评审Nonconformity review入库待用Stocking物料异常追踪Follow-up review报告签核Abnormal materials拒收Rejection放置退料区Return-waiting area退回供应商Return material厂商调查Supplier ’s investigation特采Use as it特采标签Labeled (blue )特采入库待用Stocking合格品标示Conformity贴不合格标示Nonconformity label由拉长送Deliver toQA 待检区QA check-waiting area放置不良品区Defective area不良率3%Defective rate ≥3%以上填写品质Fill in quality deviation异常处理单Disposition form不合格评审Nonconformity review特采用Use as it修理用For repair报废Not US让步concessional放行Let through技术员Technician修理repair由生产Disposed部处理Production dept放行标示卡Label let through填修理Fill in repair日报表Daily reportQA 待检区QA check-waiting area不合格Unqualified生产线完工品检查Check of finished products in production lineQC 功能测试QC Function check填写QC 报表Fill in QC report合格Qualified外箱上盖PASS 章PASS labeled outside the box置出货区Shipment area由生产入库待出货Stocking for shipment合格Qualified不合格Unqualified出货检查Shipment inspectionQA 抽检Spot checkQA 日报Daily report原因分析Cause analysis改善措施Corrective measure特放出货Supplier ’s investigation重工Re-work签字放行ApprovalOKNG 品质控制流程图Quality Control Flow Chart。
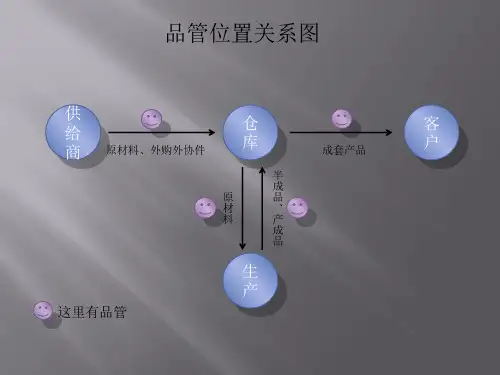
↗外购件:不经过生产部,入库后直接发出工地使用 。
↘原材料:电子件和装配件先入库然后由货仓发出生产装配使用。
2、插件组1、贴片组:计划按订单BOM发料给贴片组生产采购组①转线后进行首件检查。
②插件之前第一块板应该要有首件检查工序。
品质部SMT过程控制①插件组按计划发给插件的物料进行生产。
⑥插件出来的合格品才能过到后焊组生产,防静电措施一定要做好。
②贴片机出来后要有生产QC检查PCB上的元件歪斜或者错位等。
③再进SMT 炉过回流焊,回流焊出来要有生产人员检查锡点、虚焊、假焊、元件损坏、补焊等现象。
→SMT组生产出来的半成品要经品质部IPQC人员抽检后,再过到插件组去插件生
产。
③但员工操作的每个工序必须要有工艺组给的作业指引。
⑤波峰炉的温度每天要有记录。
④过炉出来后要有生产QC检查锡点、元件损坏、虚焊、假焊等现象。
生产品质控制流程图
④以上工序必须要有相应的作业操作指引,SMT炉温记录、保养记录、贴片机转机记录,防静
电措施一定要做好。
原材料IQC按研发
给的资料和IQC自己做的样版来参照
检查入库采购收到货后,开品质检验单送货给IQC检验。
品质部外购件控制→IQC入库后,货仓发货时要经过品质部检查后,才能发出工地使用。
↗↘↓
②工控:清洗后要经品质部IPQC检查过,再送到测试组测试,品质部QC要检
查后做记录才能入库。
↓
↓
③后焊组生产出来的合格品才能给品质部IPQC抽检,抽检后才能给测试组测
试。
→①后焊组操作员工必须要按工艺提供的作业指引操作,以免焊错、焊坏元件,焊坏PCB,要注意元件脚的高度。
②有些元件必须要恒温烙铁焊接的一定要用恒温烙铁。
④烙铁的温度每天要有记录。
⑤防静电措施一定要做好,以免烧坏IC等元件。
生产部测试组首次测试出来的合格品必须去老化房老化,老化后的产品再次测试。
成品测试组接到生产成品时必须全检测试,测试的不良品报告要反馈给工艺组PE 分析原因,
不良品送到维修组去维修,
后焊组出来的产品送到半成品测试组测试,测试出来的不良品送到维修组维修,测试产品时
一定要有测试记录,维修和测试出来的不良品记录要提供给工艺组PE 分析坏机原因,并跟进。
成品组装组到仓库领出物料进行成品组装,每个工序环节组装过程中必须要有生产自检习
惯,每个工序要有工艺指引来指导员工操作,装出来的成品要有生产QC 全检后,再送测试组
测试。
①BA:插件出来的半成品要有品质部IPQC抽查后再过到测试组测试。
品质部插件和后焊
过程控制3、后焊组③后焊出来的产品一定要有生产QC检查后才能合格。
生产部制作6、成品装配组5、B A/工控半成
品老化4、半成品测试组7、成品测试组
↓生产坏的物料必须经过品质部检查、认可后,才能报废。
二、生产报废8、维 修 组品质部新机软件/试验测试控制→研发过来的新软件和新产品是要经过品质部测试确认才能放到生产部去正式生产
→三、外发产品②原则上不接受:a、程序烧录外包;b、测试外包;c、成品外包。
→
首先组织人员去考察外发厂家的品质部体系和生产能力是否能符合生产我们的产品。
①外发做出来的半成品交我厂是要品质部检验后才能收入半成品库。
测试组测试出来的不良品由维修组来进行维修,维修产品时要有维修记录,而且要把坏机的
不良记录反馈给工艺组P E 分析原因,并跟进。
货仓成品出货和发澳洲半成品出货。
品质部出货控制
生产坏的物料和过版本的物料,包括半成品、成品报废。
品质部成品控制
→品质部外发产品
控制→测试出来的合格品开出送检单给品质部OQA 抽检,OQA 抽检过的产品要贴上QA
标贴,在送检单上盖上QA PASS 章,生产包装成品入库时要有OQA 检查员监督
包装,并在封箱上盖QA PASS章才能入库。
→9、成品仓出货发货出库时要OQA 检查员检查后才能发货,如果存库时间过长OQA 要从新抽检功能后才能出库,发货包装也要QA 检查人员监督,并在封箱口上盖QA PASS 章,才能发货。
新产品品质部生产报废
控制
↗↘计划组收到客退品开单给品质部检测
四、客退品→①品质部收到客退品和单时测试
OQA测试客退品品质部客退品控
制②品质部测试合格的入库
五、借用品品质部借用品控
制借用的回来后,由货仓通知品质部取来测试
①品质部测试合格入库,销售还仓库后,仓库要给销售消数。
②品质部测试不合格的转给生产维修,生产维修好后再交品质部检验合格后才能入库。
③品质部测试不合格的转给生产维修,生产维修好后再交品质部检验合格后才能入库。