840D螺距补偿步骤
- 格式:docx
- 大小:12.99 KB
- 文档页数:2
西门子840D数控系统螺距误差补偿知识西门子840D数控系统螺距误差补偿西门子840D数控系统不同于以前曾广泛应用的810T/M和840C 等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
840D螺距补偿1.修改轴参数,设定各轴补偿点数量。
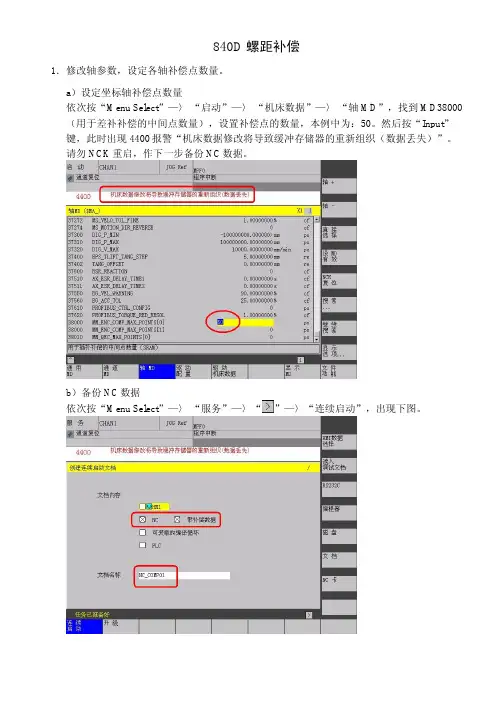
a)设定坐标轴补偿点数量依次按“Menu Select”—〉“启动”—〉“机床数据”—〉“轴MD”,找到MD38000(用于差补补偿的中间点数量),设置补偿点的数量,本例中为:50。
然后按“Input”键,此时出现4400报警“机床数据修改将导致缓冲存储器的重新组织(数据丢失)”。
请勿NCK重启,作下一步备份NC数据。
b)备份NC数据依次按“Menu Select”—〉“服务”—〉“”—〉“连续启动”,出现下图。
在文档内容中选择“NC”和“带补偿数据”;输入文件名称,一定要按“Input”键,否则文件名无效。
本例中为:NC_COMP01;按“文档”键,开始创建连续启动文档,如下图所示。
c)恢复数据待连续启动文档创建好后,按“读入调试文档”键。
选择刚才创建的连续启动文档NC_COMP01,按“启动”键,并点击“是”加以确认。
此后系统会重启几次。
2.导出补偿数据,生成ARC文件或MPF程序(参见补充说明)因为补偿文件不能直接修改,只能输出成ARC文件。
下面以给轴1添加螺补为例说明。
依次按“Menu Select”—〉“服务”—〉“数据选择”,选择“NC-生效-数据”,按“确认”键。
在数据输出窗口的树形图中选择“NC-生效-数据”—〉“测量系统误差补偿”—〉“测量系统错误补偿—轴1”,按“文档”键。
出现下图。
输入文档名,本例中为:AX1_EEC。
选择文档格式,必须为:带CR+LF穿孔带,否则无法编辑。
按启动键。
3.输入补偿数据,编辑ARC文件。
PCU50可直接编辑ARC文件。
PCU20可将ARC文件通过RS232传出,使用文本编辑器编辑。
也可制作补偿程序,见第7条的补偿说明。
PCU50操作如下:在树形图中选择“文档”—〉“AX1_EEC”,按“Input”键打开文件。
补偿文件结构如下:$AA_ENC_COMP[0, 0, AX1]=0.5 对应于最小位置上的误差值$AA_ENC_COMP[0, 1, AX1]=0.2 对应于最小位置+1个间隔位置上的误差值$AA_ENC_COMP[0, 2, AX1]=-0.5 对应于最小位置+2个间隔位置上的误差值… …$AA_ENC_COMP[0, 48, AX1]=0 对应于最小位置+48个间隔位置上的误差值$AA_ENC_COMP[0, 49, AX1]=0 对应于最小位置+49个间隔位置上的误差值$AA_ENC_COMP_STEP[0, AX1]=10 测量间隔(毫米)$AA_ENC_COMP_MIN[0, AX1]=0 最小位置(绝对)$AA_ENC_COMP_MAX[0, AX1]=100 最大位置(绝对)$AA_ENC_COMP_IS_MODULO[0, AX1]=0 用于旋转轴修改文件后,保存并关闭编辑器。
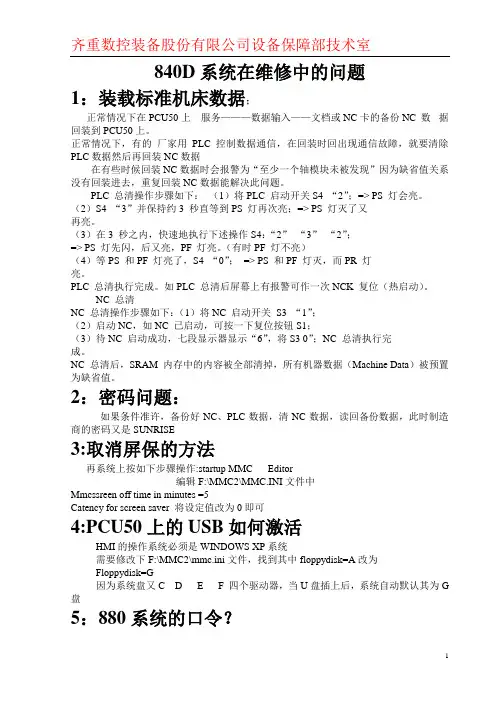
840D系统在维修中的问题1:装载标准机床数据;正常情况下在PCU50上服务———数据输入——文档或NC卡的备份NC 数据回装到PCU50上。
正常情况下,有的厂家用PLC 控制数据通信,在回装时回出现通信故障,就要清除PLC数据然后再回装NC数据在有些时候回装NC数据时会报警为“至少一个轴模块未被发现”因为缺省值关系没有回装进去,重复回装NC数据能解决此问题。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了又再亮。
(3)在3 秒之内,快速地执行下述操作S4:“2”“3”“2”;=> PS 灯先闪,后又亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”;=> PS 和PF 灯灭,而PR 灯亮。
PLC 总清执行完成。
如PLC 总清后屏幕上有报警可作一次NCK 复位(热启动)。
NC 总清NC 总清操作步骤如下:(1)将NC 启动开关S3 “1”;(2)启动NC,如NC 已启动,可按一下复位按钮S1;(3)待NC 启动成功,七段显示器显示“6”,将S3 0”;NC 总清执行完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
2:密码问题:如果条件准许,备份好NC、PLC数据,清NC数据,读回备份数据,此时制造商的密码又是SUNRISE3:取消屏保的方法再系统上按如下步骤操作:startup MMC Editor编辑F:\MMC2\MMC.INI文件中Mmcssreen off time in minutes =5Catency for screen saver 将设定值改为0即可4:PCU50上的USB如何激活HMI的操作系统必须是WINDOWS XP系统需要修改下F:\MMC2\mmc.ini文件,找到其中floppydisk=A改为Floppydisk=G因为系统盘又C D E F 四个驱动器,当U盘插上后,系统自动默认其为G 盘5:880系统的口令?默认的是1 1 1 1 ,如果自己改过但忘记了,可以用下面的指令读出(在MDI或者程序中输入然后执行)@300 R1 K11 此指令是把第11号参数读入R1然后看R1就知道密码?6:西门子带报闸的电机,报闸线圈为直流24V,一般在PLC编制时利用位置环生效控制刹车,当出现急停时,伺服使能关断位置环失效而启动报闸,反之,使能加上后位置环生效报闸打开。
840dsl螺距补偿方法宝子,今天咱来唠唠840dsl的螺距补偿方法哈。
咱得先知道,螺距补偿是为了让机床的加工精度更高呢。
一般来说呀,在840dsl 系统里,你得先进入到机床的参数设置界面。
这就像你要进一个神秘的小房间,里面藏着能让机床变厉害的魔法咒语。
在参数设置里,你要找到和螺距补偿相关的那些参数。
这可能得费点小劲儿,就像在一堆宝藏里找特定的那颗宝石一样。
有些参数可能是关于螺距补偿的点数啦,补偿的间隔啦之类的。
你得小心地设置这些数值,要是弄错了,机床可能就会闹小脾气,加工出来的东西就不那么完美啦。
然后呢,你要测量实际的螺距误差。
这就好比给机床做个体检,看看它的螺距到底哪里有偏差。
你可以用一些专业的测量工具,像激光干涉仪之类的。
这个测量过程可得认真,就像医生给病人做检查一样,不能马虎。
得到了测量数据后,就把这些数据按照系统要求的格式输入到螺距补偿的参数里。
还有哦,在做螺距补偿的时候,要注意机床的状态。
要是机床有其他的故障或者没调整好,那这个螺距补偿做了可能效果也不好。
就像你给一个生病的人吃补药,可他还有其他毛病没治好呢,补药也发挥不了最大的作用。
而且呀,做完螺距补偿之后,最好再测试一下机床的加工精度。
看看是不是真的有提高。
要是有提高,那就太棒啦,就像你的小宠物学会了新技能一样让人开心。
要是没有,那可能就得重新检查一下前面的步骤,是不是哪里出了小差错。
总之呢,840dsl的螺距补偿虽然有点小复杂,但只要咱细心、耐心,就像照顾小宝贝一样对待这个过程,就能让机床更好地工作,加工出超棒的零件呢。
宝子,希望你能顺利搞定螺距补偿哦。
西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
西门子840D数控系统螺距补偿的探索与实践摘要:由于机械电子技术的飞速发展,数控机床做为一种高精度、高效率、稳定性强的自动化加工装备,已经成为机械行业必不可少的现代化技术装置。
利用数控系统的螺距误差补偿功能进行调整,可以大大提高数控机床的定位精度。
西门子SINUMERIK 840D数控系统是西门子公司最新推出的全闭环数控系统,已经在机械加工行业已经获得了最为广泛的应用。
关键词:数控;加工;高精度;补偿一、背景介绍我公司目前拥有多西门子SINUMERIK 840D系统的数控机床。
日常加工以大型铸钢件为主,工件硬度高,机床消耗和磨损较大,机床精度每过一段时间就会出现偏差。
因此,我们需要定期通过对数控系统进行精度调整,从而保证其有效加工精度。
下面我们以精工工厂GIMAX 180落地镗铣加工中心X轴为例,对螺距误差补偿进行研究与探索。
二、实施过程(一)螺距误差补偿的原理由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械实际进给值与给定信号值的不一致,导致零件加工精度不稳定。
因此必须定期对机床坐标精度进行补偿。
在补偿的时候,在机床的运行轨道上取若干点,(一般取30个点,取的点越多,补偿精度越高)通过激光干涉仪测得机床的实际定位位置,与设定定位位置进行比较,得出便宜距离,并将其写入补偿文件中。
机床在下次运行时,降会把补偿文件的数据也计算在内。
从而达到精度要求。
(二) 840D补偿功能几个关键机床数据的说明机床在出厂前,需进行螺距误差补偿(LEC)。
螺距误差补偿是按轴进行的,与其有关的轴参数只有两个:(1) MD38000 最大补偿点数。
(2) MD32700 螺距误差使能:0 禁止,可以写补偿值;1 使能,补偿文件写保护并且螺距误差补偿是在该轴返回参考点后才生效的。
(三)补偿的方法(1) 修改MD38000:由于该参数系统初始值为0,故而应根据需要先设此参数。
修改此参数,会引起NCK 内存重新分配,会丢失数据。
1.螺补3.1螺补有关的参数:MD32450MA_BACKLASH[ ] (轴反向间隙补偿)MD32700MA_ENC_COMP_ENABLE[ ] (补偿生效)MD38000MA_MM_ENC_COMP_MAX_POINTA[ ](轴螺补补偿点数)3.2螺补的步骤(以X轴为例):(1)参数MD38000,按照X轴的全行程以及步长必须小于150mm的规则确定要补偿的点数(最好是一次确定并更改所有需要螺补轴的补偿点数)。
更改完此参数后会出现一个报警4000,此时不要做NCK Reset,此时应该做NC备份。
备份完后作POWER ON。
(2)在“Programe”(程序)中“Workpiece Programe(工件程序)”拷入各个轴的螺补程序LBX,LBY,LBZ等。
(3)在Service(服务)中找寻Data selection,在打开的界面中选择NC_active_data,回到data manage(数据管理)中打开NC_active_data,会出现meas.system_error_comp目录,再打开此目录会出现几个子目录:meas.system_error_comp_axis1(axis2,Axis3,axis4,……),点击axis1,按copy出现一个面板,将axis1复制到LB中,回到“workpiece(工件)”的LB中,将出现AX1—EEC程序,此程序就是X轴的数据补偿程序。
其他轴同理。
(4)在对机床进行螺补之前,应先走一遍所测轴全程,确定所测轴的全程间隙,如果过大需要调整光栅钢带的长度,使得所测轴全程激光测得的数与显示屏显示的数相差范围在0.02mm以下。
(5)将MD32700设置为0,将X轴以LBX的程序运行一遍(注意要设置好LBX 里的步长,全长等数据),将激光测试出的各个点的误差及反向间隙数据采集下来。
把各个点的误差数据以及程序的步长,最大和最小点一次写入AX1—EEC程序(注意不要改变数据的正负号),将反向间隙写入MD32450。
自动生成螺距补偿的方法:先修改38000号参数,修改后将NC备份再回传(此时要产生报警,切忌不要复位或进行其它操作),然后再选择服务档位选择NC生效数据,在NC-生效-数据,再选择测量系统误差补偿,把里面的文件在数据管理中复制到工件的文件夹中再把你复制过来的的文件在程序管理-重命名中改文件类型,改成MPF。
这就可以使用了。
补充(您把文件复制过来以后,在程序中调用该程序就生效了,重新补偿时,您先将32700修改为0,然后在自动中选择该文件,运行,运行后再将32700修改为1.NCK复位重新回零新的补偿数据即生效了。
螺距补偿时要注意是在开环还是闭环下补偿。
要在相应位参数设置,你自动生成的补偿文件也会根据你参数设置是开环还是闭环生成,如果你参数开闭环都设置1,那么自动生成的补偿文件也是开闭环都有,补偿要选择相应部分进行数据输入。
)。
840D系统补偿功能汇总数控机床的的几何精度,定位精度一方面受到机械加工母机的精度限制,另一方面更受到机床的材料和机械安装工艺的限制,往往不能够达到设计精度要求。
而要在以上诸多方面来提高数控机床的几何精度,定位精度需要投入大量的人力物力。
在机械很难提高精度的情况下,通过数控电气补偿能够使数控机床达到设计精度。
一、反向间隙补偿机床反向间隙误差是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
机床反向间隙是机床传动链中各传动单元的间隙综合,如电机与联轴器的间隙,齿轮箱中齿轮间隙,齿轮与齿条间隙,滚珠丝杠螺母副与机床运动部件贴合面的间隙等等。
反向间隙直接影响到数控机床的定位精度和重复定位精度。
在半闭环下,由伺服电机编码器作为位置环反馈信号。
机械间隙无法由编码器检测到,在机械调整到最佳状态下需要进行反向间隙补偿。
在全闭环下,直线轴一般采用光栅尺作为位置环反馈信号,旋转轴一般采用外接编码器或圆光栅作为位置环反馈信号。
由于是直接检测运动部件的实际位移,理论上讲全闭环下无反向间隙。
但是由于光栅尺或圆光栅本身精度的限制和安装工艺的限制等等,使得全闭环下也具有“反向间隙”,这在激光干涉仪下能很明显看出来,一般在0.01mm左右。
西门子840D数控系统反向间隙补偿的方法如下:测得反向间隙值后在轴机床数据输入反向差值,单位为mm。
MD32450 BACKLASH [0]MD32450 BACKLASH [1]其中[0]为半闭环,[1]为全闭环。
输入后按下Reset键,回参考点后补偿生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统中看到补偿效果。
反向间隙补偿能够在较大程度上提高数控机床的定位精度、重复定位精度,但是它的值是固定的,不能适用于机床的整个行程,这就需要另一种电气补偿手段,螺距误差补偿。
两者结合能使数控机床达到较高的定位精度和重复定位精度。
2°20年第4期________________________________________________________________________________NCTechnology數控技术实现西门子840D si数控系统螺距误差的批量设置方法刘佃凯盛超丰赵丽荣(济南二机床集团有限公司,山东济南250022)摘要:西门子840D si数控系统中的螺距补偿通常只能通过调试人员根据激光检测的偏差值逐个输入进螺距补偿界面中,但当机床行程很大时,补偿点数可能会达到数百个,再通过人工输入的方式变得不再现实。
为此简要介绍通过补偿文件实现螺距补偿值的批量设置方法。
关键词:西门子;840D si数控系统;螺距补偿;批量设置中图分类号:T19文献标识码祖DOI:10.19287/ki.1005-2402.2020.04.032The method of batch setting of pitch error in Siemens840D si CNC systemLIU Diankai,SHENG Chaofeng,ZHAO Lirong(Jier Machine-Tool Group Co.,Ltd.,Jinan250022,CHN)Abstract:In Siemens840D si CNC system,pitch compensation can only be input into the pitch compensation interface one by one through the debugger according to the deviation value of laser detection,but when themachine tool travel is large,the number of compensation points may reach hundreds,and then itbecomes unrealistic by manual input.This paper briefly introduces the method of batch setting of p让chcompensation value through compensation file.Keywords:Siemens;840D si CNC system;pitch compensation;batch setting1840D si螺距补偿流程简要介绍首先通过雷尼绍的激光干涉仪进行各轴的定位精度检测,然后根据检测软件给出的数值在840D si系统中进行补偿表填写。
西门子840D系统下的螺距补偿和垂度补偿的综合运用李培志(武汉华中自控技术发展有限公司,武汉430062)摘要:结合西门子840D系统介绍了两种为提高机床定位精度的补偿方法------螺距补偿和垂度补偿。
以及在机械几何精度不理想情况下的两种方法的综合运用。
关键词:螺距补偿垂度补偿位置精度检测由于机械电子技术的飞速发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工设备,越来越多的受到大家的关注。
数控系统的定位精度是影响其高精度性能的一个重要因素,而利用西门子840D数控系统自带的螺距补偿和垂度补偿功能可以极大的降低机床的定位误差,提高机床的定位精度。
本文就此介绍了这两种方法在实际中的具体使用。
补偿一般在机床几何精度调整完成后进行,这样可以尽量减少几何精度对定位精度的影响。
一般情况下,螺距补偿可以运用在所有的直线进给轴以及旋转轴中,垂度补偿多运用在镗床的主轴箱滑枕或镗杆与立柱间的交叉补偿。
1.螺距补偿840D数控系统的螺距补偿功能是一种绝对型补偿方法,螺距补偿是按轴进行的。
我们设定补偿起始点位置a,补偿终止点位置b,补偿间隔距离c,那么需要插补的中间点的个数n,其中n=1+(b-a)/c。
具体操作步骤如下:1)设置轴数据MD38000 MM_ENC_COMP_MAX_POINTS[t] =n,修改此参数后会引起NCK内存的重新分配。
所以修改后要在服务菜单下对NC做一次备份。
(t=所补偿轴的轴号)2)对系统做一次NCK复位后会出现“M4400” 报警,提示轴参数丢失,此时将1)步骤下的NC备份Load进NC系统。
3)在Nc-Active-Data菜单下Copy出“C EC_DATA”到一个新建立的备份文档目录*.MDN中。
4)在新的目录下找到并打开补偿文件表格,根据测量人员测量的数据把相应的补偿点直接在表格中更改。
保存并关闭编辑器。
5)设定轴参数MD32700 ENC_COMP_ENABLE=0,将修改后的补偿表格 Load进NC系统。
840D系统在维修中的问题1:装载标准机床数据;正常情况下在PCU50上服务———数据输入——文档或NC卡的备份NC 数据回装到PCU50上。
正常情况下,有的厂家用PLC 控制数据通信,在回装时回出现通信故障,就要清除PLC数据然后再回装NC数据在有些时候回装NC数据时会报警为“至少一个轴模块未被发现”因为缺省值关系没有回装进去,重复回装NC数据能解决此问题。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了又再亮。
(3)在3 秒之内,快速地执行下述操作S4:“2”“3”“2”;=> PS 灯先闪,后又亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”;=> PS 和PF 灯灭,而PR 灯亮。
PLC 总清执行完成。
如PLC 总清后屏幕上有报警可作一次NCK 复位(热启动)。
NC 总清NC 总清操作步骤如下:(1)将NC 启动开关S3 “1”;(2)启动NC,如NC 已启动,可按一下复位按钮S1;(3)待NC 启动成功,七段显示器显示“6”,将S3 0”;NC 总清执行完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
2:密码问题:如果条件准许,备份好NC、PLC数据,清NC数据,读回备份数据,此时制造商的密码又是SUNRISE3:取消屏保的方法再系统上按如下步骤操作:startup MMC Editor编辑F:\MMC2\MMC.INI文件中Mmcssreen off time in minutes =5Catency for screen saver 将设定值改为0即可4:PCU50上的USB如何激活HMI的操作系统必须是WINDOWS XP系统需要修改下F:\MMC2\mmc.ini文件,找到其中floppydisk=A改为Floppydisk=G因为系统盘又C D E F 四个驱动器,当U盘插上后,系统自动默认其为G 盘5:880系统的口令?默认的是1 1 1 1 ,如果自己改过但忘记了,可以用下面的指令读出(在MDI或者程序中输入然后执行)@300 R1 K11 此指令是把第11号参数读入R1然后看R1就知道密码?6:西门子带报闸的电机,报闸线圈为直流24V,一般在PLC编制时利用位置环生效控制刹车,当出现急停时,伺服使能关断位置环失效而启动报闸,反之,使能加上后位置环生效报闸打开。
SINUMERIKSINUMERIK 810D/840D 简明调试指南技术手册 2010Answers for industry.S I N U M E R I K 810D /840D 简明调试指南技术手册 20102前言欢迎使用西门子 810D/840D 产品,相信在此之前,您会收到我们为您精心制作的光盘资料— DOCON CD。
您只需运行其上的 SETUP.EXE 文件,即可将此光盘资料安装在您的计算机上。
DOC ON CD 中的资料包括三部分:用户资料;制造商资料;参考资料,覆盖西门子所有数控产品的内容。
其中,用户资料用于最终用户,包括操作和编程,以及诊断等内容;制造商资料又包括三部分:数控;驱动;PLC,给机床制造。
厂家提供全面的资料,从配置系统到安装启动,以及功能使用说明;参考资料中展示了西门子的数控产品在多种工业领域中的专门应用,还有一些专用软件的应用介绍。
由于我们这本手册的阅读对象为机床制造厂家,因此我们所需参考的资料主要为 DOC ON CD 上的制造商资料,根据机床从设计到生产调试的过程的不同阶段,可分别主要参考相应的资料。
见下表:DOC ON CD 中的资料除按内容划分手册以外,具体在每个章节都针对某个应用详细描述,分为:简述;详述;应用举例;相关参数及接口信号说明;参数信号列表若干小节。
有时您需要了解某个信号的详细应用介绍。
则可以先到 LIST 一书中找到此信号,并由此可查到相关的手册,从而找到具体的章节。
DOC ON CD 中的资料内容浩繁,查找起来比较困难,希望了解了上述内容后,能帮助您更快捷地查阅资料。
目录硬件说明810D/840D1 SINUMERIK1.1 概述1-3 1.2 数控及驱动单元 1-4与 CCU 1-4 1.2.1 810D1.2.2 840D与 NCU 1-5 1.2.3 驱动模块 1-6 1.2.3.1 电源模块 1-6 1.2.3.2 611D数字驱动 1-7单元和 PCU 1-8 1.3 OP1.3.1 OP单元和 MPI 1-8 1.3.2 PCU 1-8 1.3.3 MCP 1-9模块 1-10 1.4 PL C1.5 硬件连接 1-13 1.6 接地1-16 1.6.1 接地电阻 1-16 1.6.2 电柜地线汇总排 1-16 1.6.3 西门子设备的接地 1-16 1.7 将电磁干扰问题(EMC)影响减为最小的措施 1-17 1.7.1 确保电柜中的所有设备接地良好 1-17 1.7.2 控制电缆最好使用屏蔽电缆 1-17 1.7.3 布线1-17 1.8 散热1-18 1.9 防尘1-19 1.10 系统上下电顺序 1-19 1.10.1 电源模块的上下电顺序 1-19的下电顺序 1-201.10.2 PCU502 通电,调试2.1 开机和启动(包括 NCU、PCU、MCP、Drive System) 1-21和 PLC 总清 1-25 2.2 NC总清 1-25 2.2.1 NC2.2.2 PLC总清 1-25调试 1-26 L C2.3 P2.3.1 Step7软件的安装与授权 1-26 2.3.2 设置 PG/PC 接口 1-26 2.3.3 S7程序的结构 1-27 2.3.4 PLC启动 1-28 2.3.5 PLC基本程序 1-292.3.6 若干重要信号 1-30 2.3.7 几点说明 1-30调试 1-31 2.4 NC2.4.1 轴配置1-31 2.4.2 驱动配置 1-32 2.4.3 控制给定值、反馈值的分配 1-34 2.4.4 进给轴机床参数设定 1-34 2.4.5 主轴机床参数设定 1-34 2.5 轴的试运行及其优化 1-35 2.5.1 轴试运行流程图 1-35 2.5.2 主轴试运行流程图 1-362.5.3 轴自动优化自动步骤 1-373 数据备份3.1 系列备份(Series Start-up) 1-40 3.1.1 V.24参数的设定 1-40的数据备份 1-41 3.1.2 PCU20的数据备份 1-41 3.1.3 PCU503.2 分区备份 1-42的数据分区备份 1-42 3.2.1 PCU203.2.1 PCU50.3 的数据分区备份 1-42 3.3 数据的恢复 1-43 3.3.1 PCU20 的数据恢复 1-433.3.2 PCU50.3 的数据恢复 1-434 螺距误差补偿(LEC)4.1 螺补的方法 1-45 4.2 螺补的操作步骤 1-46 4.2.1 在 PCU20 上作螺距补偿 1-464.2.2 在 PCU50.3 上作螺距补偿 1-485 警报5.1 系统警报 1-49 5.2 用户报警 1-49 5.3 报警文本(指 PLC 报警文本) 1-49附录 A SINUMERIK 810D/840D 有关硬件尺寸 1-51附录 B 机床数据简表 1-77附录 C 接口信号简表 1-11923SINUMERIK 810D/840D 硬件说明1.1 概述SINUMERIK 810D/840D 是由数控及驱动单元(CCU 或 NCU ),PCU 及 OP0xx ,PLC 的 I/O 模块三部分组成。
西门子840D数控系统螺距误差及补偿分析摘要:针对西门子840D数控系统螺距误差类别,进行有效性分析,并简单介绍了分析西门子840D数控系统螺距误差及补偿的重要性,提出数控系统螺距误差补偿要点,获取较好的应用效果,旨在为相关工作人员提供良好的帮助与借鉴。
关键词:西门子840D数控系统;螺距误差;补偿0引言:数控机床精度等级,对加工工件质量起到决定性作用,由于数控技术的快速发展,系统软件误差补偿技术的有效运用,显著提升数控机床精度,本文重点探讨西门子840D数控系统螺距误差和无偿要点,内容如下。
1分析西门子840D数控系统螺距误差及补偿的重要性结合西门子840D数控系统运行特点,引起误差的因素比较多,各类因素之间存在密切联系,通过对系统螺距误差进行合理补偿,能够有效减小误差的出现。
同时,利用系统螺距误差补偿功能,无需调整机床硬件,不但可以提高机床的精度,而且能够显著减少材料损耗。
通过分析西门子840D数控系统螺距误差及补偿,能够更好的满足数控机床高精度加工要求。
有关人员要结合西门子数控系统类型,进行科学的补偿。
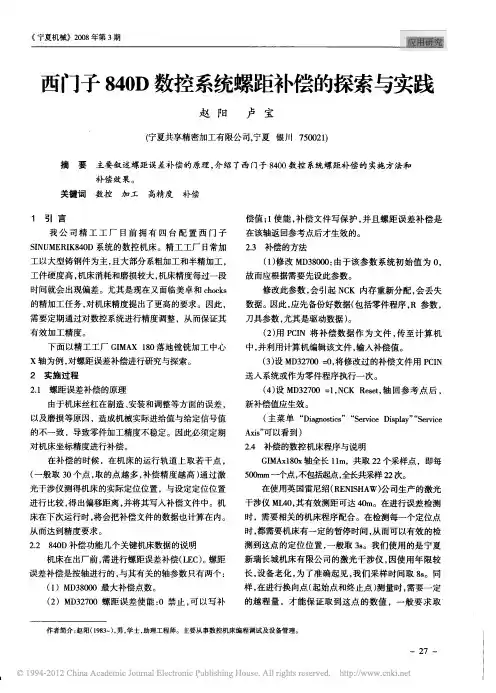
2误差补偿2.1机床误差类别分析第一,数控机床结构,包括各项零部件几何误差类别。
在机床制造过程当中,各个零部件容易出现尺寸误差,在装配期间,因为装配技术不规范,容易引起较大误差[1]。
可以对机床结构进行全面改进,并提升数控机床加工精度,有效减少系统误差的出现。
第二,数控机床的变形误差类别。
数控机床运行期间,因为其内部的传动部件,以及润滑液管路产生较大的热量,数控机床特别容易出现热变形,引发变形误差。
数控机床内部的液压元件安装部位,以及外界温度条件,均会引发机床变形误差。
为了减少此种类型误差的出现,操作人员可以安装风冷设备,确保数控机床液压系统温度得到良好控制,避免数控系统出现较大的螺距误差。
第三,加工工件过程中所产生的误差。
因为工件材料质地比较差,存在严重的磨损现状,在实际加工过程中,出现严重的负载变化,最终引起较大误差。
1.螺距补偿
→Service
→Manage Date
→NC-active –date
→Meas.-system-error-comp.
→选择将要补偿的轴。
→Copy
→光标到LIECHTI
→Insert
→打开补偿表
→输入补偿值
如X轴的补偿:
CHANDATA(1)
$AA_ENC_COMP[1,0,AX1]=0
$AA_ENC_COMP[1,1,AX1]=-0.00 $AA_ENC_COMP[1,2,AX1]=-0.001 $AA_ENC_COMP[1,3,AX1]=-0.003 $AA_ENC_COMP[1,4,AX1]=-0.004 $AA_ENC_COMP[1,5,AX1]=-0.007 $AA_ENC_COMP[1,6,AX1]=-0.009 $AA_ENC_COMP[1,7,AX1]=-0.011 $AA_ENC_COMP[1,8,AX1]=-0.012 $AA_ENC_COMP[1,9,AX1]=-0.014 $AA_ENC_COMP[1,10,AX1]=-0.017 $AA_ENC_COMP[1,11,AX1]=-0.016 $AA_ENC_COMP[1,12,AX1]=-0.018 $AA_ENC_COMP[1,13,AX1]=-0.019 $AA_ENC_COMP[1,14,AX1]=-0.023 $AA_ENC_COMP[1,15,AX1]=-0.026 $AA_ENC_COMP[1,16,AX1]=-0.028 $AA_ENC_COMP[1,17,AX1]=-0.029 $AA_ENC_COMP[1,18,AX1]=-0.029 $AA_ENC_COMP[1,19,AX1]=-0.032 $AA_ENC_COMP[1,20,AX1]=-0.034 $AA_ENC_COMP[1,21,AX1]=-0.037 $AA_ENC_COMP[1,22,AX1]=-0.037 $AA_ENC_COMP[1,23,AX1]=-0.039 $AA_ENC_COMP[1,24,AX1]=-0.042 $AA_ENC_COMP[1,25,AX1]=-0.046 $AA_ENC_COMP[1,26,AX1]=-0.049 .
$AA_ENC_COMP_STEP[1,AX1]=56 $AA_ENC_COMP_MIN[1,AX1]=-171 $AA_ENC_COMP_MAX[1,AX1]=1285
$AA_ENC_COMP_IS_MODULO[1,AX1]=0
M1
→保存并关闭此文档
→Drive OFF
→选择此补偿文件
→Load HD→NC
→看到显示屏底部出现:Job is ready 即完成
→NCK-Reset
→Start up
→Machine Date
→Axis MD
→选择将要被补偿的轴。
→32700 ENC_COMP_ENABLE(1) 从0改为1
→NCK-Reset
2.自己焊一根数据线,两头都是DB9插头(孔),
2-3 3-2 4-6 5-5 6-4 7-8 8-7,然后使用PCIN或者WINPCIN将补偿文件传出进行修改,然后传入即可,PCIN和WINPCIN下载地址:
/download/SearchResult.aspx?pid=1194
具体操作方法见《Sinumerik 810D/840D简明调试指南技术手册》,下载中心有下载:
/download/docMessage.aspx?ID=2221&loginID =&srno=&sendtime=。