JB4710钢制塔式容器
- 格式:ppt
- 大小:3.87 MB
- 文档页数:69

第九章钢制塔式容器第一节塔式容器结构【学习目标】学习JB/T4710-2005《钢制塔式容器》,了解钢制塔式容器结构及制造、检验与验收要求。
一、JB/T4710《钢制塔式容器》标准简介JB/T4710-2005《钢制塔式容器》标准规定了钢制塔式容器的设计、制造、检验与验收要求。
该标准适用于设计压力不大于35MPa,高度H大于10m、且高度H与平均直径D之比大于5的裙座自支承钢制塔式容器。
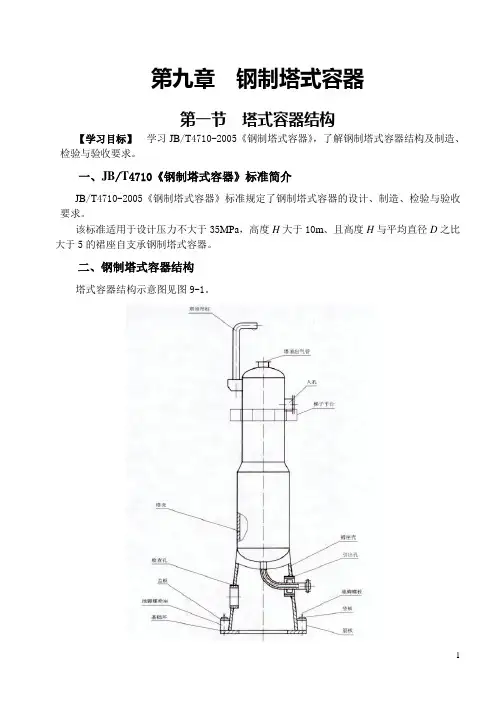
二、钢制塔式容器结构塔式容器结构示意图见图9-1。
图9-1 塔式容器结构示意图1、塔体塔体的塔壳及接管等元件的结构型式和要求应满足GB150的有关规定。
2、裙座裙座分为圆筒形和圆锥形两种型式。
圆锥形裙座的半锥顶角θ不宜超过15°,裙座壳的名义厚度不应小于6mm。
3、裙座与塔壳的连接型式裙座和塔壳的连接可采用对接或搭接型式。
图9-2 裙座壳与塔壳的对接型式图9-3 裙座壳与塔壳的搭接型式①采用对接型式时,裙座壳的外径宜与相连塔壳封头外径相等,裙座壳与相连塔壳封头的连接焊缝应采用全焊透连续焊。
其焊接结构及尺寸见图9-2。
②采用塔接型式时,搭接部位可在塔壳封头上,见图9-3a)、b),也可在圆筒体上,见图9-3c)、d)。
具体要求如下:a)当裙座壳与封头搭接时,搭接部位应位于封头的直边段。
此搭接焊缝至封头与圆筒连接的环向连接焊缝距离宜在(1.7~3)δns范围内,但不得与该环向连接焊缝连成一体。
b)当裙座壳与圆筒搭接时,此搭接焊缝至封头与圆筒连接的环向连接焊缝距离不应小于1.7δn,封头的环向连接焊缝应磨平,且应按JB/T4730要求100%无损检测合格。
c)搭接接头的角焊缝应填满。
4、当塔壳封头由多块板拼接制成时,拼接焊缝处的裙座壳宜开缺口,缺口型式及尺寸见图9-4和表9-1。
图9-4 裙座壳开缺口型式5、排气孔、排气管和隔气圈①无保温(保冷、防火)层的裙座上部应均匀设置排气孔,排气孔规格和数量按表9-2规定。

塔式容器第一节概述一、直立设备与塔式容器化工厂的各种容器都是通过支座固定在生产过程中的某一位置上,我们把垂直安装的,外形为圆形的容器称为直立设备。
常见的有塔器、反应器、立式罐等。
塔式容器是直立设备中的一种,是化工、炼油生产中最重要的设备之一。
它可使气液或液液两相之间进行紧密接触,达到传质及传热的目的。
塔式容器的主要特点是:体型高,长宽比大,荷载重,塔身除了承受压力载荷、温度载荷外,还承受风载荷、地震载荷和重量载荷。
塔式容器的支座通常为裙式支座,塔式的整个重量都是由裙座支撑。
地脚螺栓又将裙座固定在基础上。
二、钢制塔式容器标准简介JB4710-92是我国现行的塔式容器设计、制造、检验与验收的行业标准。
它适用于H/D>5,且H>10m的裙座自支承式钢制塔器。
塔式容器属于高耸结构,其承受的载荷除压力、温度载荷外,还有风载荷、地震载荷、重量载荷、偏心载荷等。
由于以上诸多载荷的存在,塔式容器的计算方法也不同于一般的压力容器。
高塔在压力较低时,风载荷、地震载荷决定了塔器的壁厚。
而低矮的塔器的壁厚大多数取决于压力载荷和最小壁厚。
由于风载荷和地震载荷的计算都是动力计算。
在作动力计算时,可视塔器为一底端固定的悬臂梁。
其振动形式为剪切振动或弯曲振动,有时也可为剪、弯联合振动。
当H/D≤4时,以剪切振动为主;4<H/D ≤10时为剪、弯联合振动;10<H/D时以弯曲振动为主。
设计塔器时仅考虑弯曲振动,忽略了剪切振动,才使得自振周期和地震计算得以简化。
这样给设计工作带来了极大方便。
这样作的结果,使自振周期变小,地震影响系数变大,计算出的地震载荷与地震弯矩较考虑剪切变形时大,设计上略趋于保守,但还是可行的。
本标准仅适用于裙座自支承的塔器,所谓裙座自支承是指由裙座支承在基础上的独立塔器,塔与塔之间,塔与框架之间毫无关连。
这也使计算自振特性时得以方便。
塔式容器的设计压力可以是内压,也可以是外压。
本标准主要引用标准有GB150《钢制压力容器》、GBJ9《建筑结构荷载规范》、GBJ11《建筑抗震设计规范》、GBJ17《钢结构设计规范》等。

大型塔式容器现场组装焊接技术1 前言浆纸业、石油化工、冶炼等行业中,大型塔式容器安装是现场施工的难点。
由于大型塔式容器设备本体设计参数大,运输超限,通常都是分片运输到现场,需要在现场进行大量的吊装组装焊接工作。
福建省工业设备安装有限公司先后在1994年“福建青州造纸厂年产15万吨本色木浆扩建工程”、1998年“广西南宁凤凰纸业有限公司制浆车间安装工程”成功地进行了引进的制浆蒸煮塔等大型塔式容器设备的现场组焊,并总结编写了“大型塔式容器现场组装焊接工法”。
2003年福建省工业设备安装有限公司在海南省金海浆纸业“制浆区设备安装工程”中,应用该工法进行现场组装焊接了引进的制浆蒸煮塔等13台大型塔式容器,获得成功,该工程荣获2006年度中国建筑工程鲁班奖(国家优质工程)。
该工法的核心“制浆行业蒸煮塔现场组焊技术”经中国安装协会“中国安装之星”认定委员会复审认定为2000年度“中国安装之星”,2005年度再次经审核认定,蝉联中国安装协会的“中国安装之星”。
2 工法特点2.0.1 大型塔式容器分片到货采用现场设置预制区预制组装焊接工艺,筒节和段节的组对焊接、检测检验均可在预制区地面铺开工作面,形成流水作业,减少了高空施工的工作量,提高了施工效率。
2.0.2 塔式容器裙座和筒体的主焊缝:纵缝、环缝、平角缝全部采用机械化自动焊接技术,与手工焊接相比,可以提高焊接质量、加快施工进度、减少作业强度、降低工程成本的效果。
2.0.3 综合平衡了大型设备水平运输、解决了高、重、大设备吊装的安全性和经济性。
2.0.4 配合机械化自动焊工艺,使现场筒节高空组对施焊作业在升降滑动的内外侧环形作业平台上进行,减少了脚手架的大量搭拆工作量,整个现场环境整洁有序。
3 适用范围“大型塔式容器现场组装焊接工法”适用于浆纸业、冶炼、石油化工等行业大型塔式容器设备分片到货的现场组装焊接施工。
4 工艺原理采用“筒体段节预制,现场吊装组焊”的组装工艺,利用机械化自动控制焊接技术,进行现场全方位自动焊,通过焊接工艺鉴定实验,预选设定焊接工艺规范参数的调整范围,实际施焊时再进行适时微调,达到优质高速焊接的效果,减少手工焊接作业的人为不确定影响,提高焊接质量、焊接速度、焊接效率,同时降低作业强度。
第九章钢制塔式容器第一节塔式容器结构【学习目标】学习JB/T4710-2005《钢制塔式容器》,了解钢制塔式容器结构及制造、检验与验收要求。
一、JB/T4710《钢制塔式容器》标准简介JB/T4710-2005《钢制塔式容器》标准规定了钢制塔式容器的设计、制造、检验与验收要求。
该标准适用于设计压力不大于35MPa,高度H大于10m、且高度H与平均直径D之比大于5的裙座自支承钢制塔式容器。
二、钢制塔式容器结构塔式容器结构示意图见图9-1。
图9-1 塔式容器结构示意图1、塔体塔体的塔壳及接管等元件的结构型式和要求应满足GB150的有关规定。
2、裙座裙座分为圆筒形和圆锥形两种型式。
圆锥形裙座的半锥顶角θ不宜超过15°,裙座壳的名义厚度不应小于6mm。
3、裙座与塔壳的连接型式裙座和塔壳的连接可采用对接或搭接型式。
图9-2 裙座壳与塔壳的对接型式图9-3 裙座壳与塔壳的搭接型式①采用对接型式时,裙座壳的外径宜与相连塔壳封头外径相等,裙座壳与相连塔壳封头的连接焊缝应采用全焊透连续焊。
其焊接结构及尺寸见图9-2。
②采用塔接型式时,搭接部位可在塔壳封头上,见图9-3a)、b),也可在圆筒体上,见图9-3c)、d)。
具体要求如下:a)当裙座壳与封头搭接时,搭接部位应位于封头的直边段。
此搭接焊缝至封头与圆筒连接的环向连接焊缝距离宜在(1.7~3)δns范围内,但不得与该环向连接焊缝连成一体。
b)当裙座壳与圆筒搭接时,此搭接焊缝至封头与圆筒连接的环向连接焊缝距离不应小于1.7δn,封头的环向连接焊缝应磨平,且应按JB/T4730要求100%无损检测合格。
c)搭接接头的角焊缝应填满。
4、当塔壳封头由多块板拼接制成时,拼接焊缝处的裙座壳宜开缺口,缺口型式及尺寸见图9-4和表9-1。
图9-4 裙座壳开缺口型式5、排气孔、排气管和隔气圈①无保温(保冷、防火)层的裙座上部应均匀设置排气孔,排气孔规格和数量按表9-2规定。
钢制压力容器焊接规程JB/T 4709—2000关于发布《钢制压力容器焊接工艺评定》等四项行业标准的通知国机管[2000]401号各有关单位:根据国家质量技术监督局规定的压力容器行业标准审批程序,现发布《钢制压力容器焊接工艺评定》等四项行业标准,编号与名称如下:强制性标准:JB 4708—2000 钢制压力容器焊接工艺评定(代替JB 4708—1992)JB 4710—2000 钢制塔式容器(代替JB 4710—1992)JB 4744—2000 钢制压力容器产品焊接试板的力学性能检验(代替GB 150—1998附录E)推荐性标准:JB/T 4709—2000 钢制压力容器焊接规程(代替JB/T 4709—1992)以上标准于2000年10月1日起实施,其出版发行工作责成全国压力容器标准化技术委员会按期组织完成。
2000年8月15日前言本标准对JB/T 4709—1992进行修订。
本标准依据JB/T 4709—1992实施以来所取得的经验,参照近期国际同类标准进行了下列变动:1 增加附录A“不锈钢复合钢焊接规程”和附录B“焊接工艺规程推荐表格”。
2 第3章增加了如下内容:①焊材选用并应通过焊接工艺评定要求;②从GB/T 5118选用焊条的规定;③表1和表3增加了一些钢号;④增加了表2。
3 第5章增加了表4,表5增加了一些钢号。
4 第8章增加了焊后热处理厚度的规定。
表6中增加了一些钢号,调整了焊后热处理温度;增加了表7。
本标准从实施之日起,代替JB/T 4709—1992。
本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由全国压力容器标准化技术委员会提出,由全国压力容器标准化技术委员会制造分委员会归口。
本标准负责起草单位:合肥通用机械研究所、锦西化工机械厂和大连石油化工设计院。
本标准主要起草人:戈兆文、龙红、严国华。
参加本标准编制的工作单位及人员有:中国石化集团公司咨询公司:寿比南、杨国义。
科技情报开发与经济SCI-TECH INFORMATION DEVELOPMENT&ECONOMY2010年第20卷第21期塔式容器在化工行业应用十分广泛。
如甲醇精馏工段有加压精馏塔、脱醚塔、常压塔,称为三塔精馏(有的只有脱醚塔和常压塔,称为两塔精馏)。
还有二甲醚工段的精馏塔、变换工段的饱和热水塔等。
本文所论述的是在JB/T4710—2005《钢制塔式容器》中明确规定的高度H大于10m,且高度H与平均直径D之比大于5的裙座自支承钢制塔式容器。
下面就设计过程中遇到的问题进行阐述,希望能给同行一些启发和帮助。
1筒体分段在塔设备设计时一般要分段计算。
所谓分段,即将塔沿高度分成若干计算段,各段的质量可处理为作用在该段高度二分之一处的集中质量。
为了得到足够高的计算精度,不同的塔设备在设计计算时要看情况分段。
分段对以下3种情况有很大的影响。
1.1自振周期计算JB/T4710—2005在自振周期计算时,考虑了等直径且等壁厚的塔设备和不等直径或不等壁厚的塔设备两种情况的计算。
前者计算时简化为底端固定的悬臂梁。
但是直径和厚度虽然不变,如果存在集中质量的塔式容器,应使集中质量的作用点位于该计算段的质量集中点,避免在同一计算段内形成两个质点,如填料塔,特别是使用时可能积留大量工作介质的情况,最好的分段是每段填料各为一段,没有填料的圆筒段各为一段,视其长度而定。
后者不等直径或不等壁厚的塔设备,质量沿塔高也不是均匀分布的,因此常将这种塔视为由多个塔节组成的,将每个塔节化为质量集中于其质心的质点。
一般来讲,计算自振周期时,要求分段数多一些,其计算结果的精度也较高,特别是高振型的自振周期更是如此。
自振周期对风载、地震载荷都有一定影响。
自振周期增大,脉动增大系数ξ也增大,计算段的水平风力加大,因此计算时增加壁厚,可以减小水平风力。
自振周期对地震载荷影响情况较为复杂,总的来讲,自振周期的变化,影响地震影响系数α的取值,也就直接影响到水平地震力的大小。
钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
二. 钢制塔式容器的适用范围●JB/T 4710-2005《钢制塔式容器》●独立标准;●适用于H/D>5,且高度H>10m裙座自支承的塔式容器;●H —总高(基础环板下表面至塔器上封头切线处的高度);● D —塔壳的公称直径。
●对不等直径塔式容器(加权平均值):D=D1 L1/H + D2 L2/H +···●不适用于带有拉牵装置的塔器(如:烟囱);●不适用于带有夹套的塔式容器。
塔式容器必须是自支承的。
适用范围是考虑下述因素制定的:a. 塔式容器振动时只作平面弯曲振动;b.高度小的塔式容器截面的弯曲应力小,计算臂厚取决于压力或最小厚度。
钢制塔式容器设计参数1①塔式容器应考虑的载荷:5.1.4 P8a. 压力载荷:设计压力;液柱静压力(当液柱静压力小于5%的设计压力时可忽略不计);试验压力;b. 重力载荷:塔器空重:包括塔器壳体(圆筒和封头)、裙座和附件(如接管、管嘴、人孔、法兰、支承圈、支座和不可拆的内件等)的重力载荷;可拆的内件重力载荷:如填料(催化剂)、可拆塔盘板、除沫器、催化剂等的重力载荷;物料的重力载荷:指正常工作状态下物料的最大重量。
对于固体物料(颗粒料或粉料),应按堆积密度计算重力载荷;试压(或试漏)液体的重力载荷;隔热材料重力载荷:如保温或保冷层及其支持件的重力载荷;其他附件的重力载荷:如与塔直接连接的钢平台、扶梯、工艺配管及管架等附件的重力载荷。
c. 风载荷:顺风和横风向;d. 地震载荷:水平地震力和垂直地震力(沿塔高成倒三角形分布);e.偏心载荷;f.管道外载荷(管道推力和力矩);g.由塔外部附件(如管架、支座或其他悬挂在塔器上的设备)引起的外载荷;h.由于热膨胀量或线膨胀系数的不同引起的作用力。
②塔式容器应考虑的工况:a. 安装工况;b. 水压试验工况;c. 操作工况;d. 检修工况。
③从载荷性质上分:可以分为静载荷和动载荷a. 载荷大小、方向甚至作用点等不随时间变化的是静载荷,(如压力载荷,重力载荷);随时间变化的是动载荷,(如风载荷,地震载荷)b. 动载荷能使结构产生加速度,引起结构振动。
一、JB/T 4710-2005《钢制塔式容器》的适用范围是什么?答案:1.规定了钢制塔式容器的设计、制造与验收的要求。
2.适用于设计压力不大于35MPa,高度H大于10mm,且高度H 与平均直径D之比大于5的裙座自支承钢制塔式容器。
不适用于:a)带拉牵装置的塔;b)由操作平台联成一体的排塔或塔群;c)带有夹套的塔式容器。
二、操作压力为常压,且是密闭,不与大气相通的塔器,其设计压力如何确定?答案:其设计压力为0.1 MPa。
三、对有中间裙座的双叠塔或有中间封头的复式塔的设计压力如何确定?答案:分别确定设计压力。
四、裙座的设计温度如何确定?答案:JB/T 4710-2005《钢制塔式容器》规定,裙座壳的设计温度取使用地区月平均最低温度的最低值加200C。
五、塔式容器标准(JB/T 4710-2005)规定塔壳和裙座壳的最小厚度是多少?答案:JB/T 4710-2005规定塔壳加工成形后不包括腐蚀余量的最小厚度是:a) 对碳钢、低合金钢塔式容器为2Di/1000,且不小于3mm;b) 对高合金钢制塔式容器不小于2mm。
对于裙座壳的名义厚度不小于6mm。
六、JB/T 4710-2005规定地脚螺栓许用应力安全系数是1.6~2.0,为什么与压力容器(GB150)规定的螺栓安全系数不一样?答案:JB/T 4710-2005规定塔的地脚螺栓的安全系数取n s=1.6(或2.0),而压力容器螺栓的安全系数取 2.7~3.5。
这是由于裙座地脚螺栓是用来固定塔器和防塔倾覆承受拉力的。
地脚螺栓中心圆上的螺栓力呈线性分布数,受力最大的地脚螺栓是位于沿风向和地震方向最外端的一个,而其他螺栓的载荷将重新分配,而不致使塔器马上倾斜。
但压力容器用法兰螺栓压力载荷作用下是均匀承载,其中之一产生屈服就意味螺栓进入屈服状态,所以法兰螺栓应严格地控制在弹性范围内。
七、在校核塔壳和裙座壳的组合拉、压应力时,为什么在受压元件材料许用值的基础上乘以一个载荷组合系数K=1.2?答案:这是由于风载荷、地震载荷属于短期作用的载荷,其特点是作用时间短,量值大,在塔器使用的年限中出现最大值的次数是有限的,即持续时间很短,因此对短期载荷,即使应力水平稍高也不会对塔造成危害,故将组合应力的许用值提高20%(即K=1.2)。