连铸连轧卷取机助卷辊的液压系统设计毕业设计手册
- 格式:doc
- 大小:151.00 KB
- 文档页数:10
完整的液压系统设计毕业设计1. 引言液压系统在工程领域中具有广泛的应用,特别是在机械制造、航空航天、汽车制造等领域中。
本文档旨在设计一个完整的液压系统作为毕业设计,并提供系统设计的详细说明。
2. 设计目标本设计的目标是创建一个可靠、高效的液压系统,满足以下需求:•传递大量的力和动力;•控制和调节工作负载;•提供良好的工作稳定性;•实现节能和环保。
3. 系统设计3.1 系统结构我们的液压系统将包含以下主要组件:1.液压泵:负责将液体加压并输送到液压马达或液压缸;2.液压马达或液压缸:负责将液压能转化为机械能,实现力的传递及工作载荷控制;3.液体储存装置:用于储存液体并平衡系统压力;4.液压阀门:用于控制液体流动和压力,实现系统工作的调节和控制;5.传感器和仪表:用于监测和测量液压系统的压力、流量、温度等参数。
3.2 液体选择在设计液压系统时,我们需要选择合适的液体作为工作介质。
一般情况下,液压系统常采用液体油作为工作介质,因为它具有良好的润滑性、稳定性和耐高温性能。
对于不同的应用场景,需要考虑液体的黏度、温度范围、氧化稳定性以及环境友好程度等因素。
3.3 液压元件选型为了实现液压系统的设计目标,我们需要对液压元件进行合理的选型。
液压泵、液压马达或液压缸、液压阀门等元件都有不同的类型和规格可供选择。
在选型过程中,需要考虑力的传递要求、流量和压力范围、工作稳定性以及适应特定工况的能力等因素。
3.4 系统控制在液压系统设计中,系统的控制是十分重要的。
通过合理的控制方法和策略,可以实现对液体流动、压力和工作负载的准确控制。
常用的液压系统控制方法有手动控制、自动控制和比例控制等。
根据具体需求,选择适合的控制方式可以提高系统的稳定性和性能。
4. 系统优化为了提高液压系统的工作效率和节能性,我们可以进行进一步的优化。
以下是一些常见的系统优化方法:•使用高效节能的液压泵和液压马达;•优化液体流动路径,减小能量损失;•采用高效的液压阀门和控制系统,减小能量损耗;•合理设计系统布局和管路,减小摩擦损失;•控制液压系统的工作温度,在适当的范围内减小能量损失。
第一章绪论1.1 连铸技术的简介连铸设备在近些年有了长足的发展,依据连铸机的发展和演变的不同,连铸机可分为:立式、立弯式、弧形和水平式。
依据一个机组(即共用一个盛钢桶的几台连铸机)所浇注坯流数的不同,连铸机可分为:单流、双流和多流连铸机。
工业中最多为8流。
连续铸钢生产所用的设备,实际上包括在连铸作用线上的一整套机械设备。
连铸设备通常可分为主体设备和辅助设备俩大部分。
主体设备包括浇铸设备—钢包运载设备,中间包及中间包小车或旋转台,结晶器及振动装置,二次冷却支撑导向装置;拉坯矫直设备-拉坯机、矫直机、引锭机、脱锭与引锭存放装置;切割设备—火焰切割机与机械剪切机(摆式剪切机、步进式剪切机等)。
辅助设备主要包括:出坯及精整设备—辊道、拉(推)钢机、翻钢机、火焰清理机等;工艺设备—中间包烘烤装置、吹氖装置、脱气装置、保护渣供给与结晶润滑装置等;自动控制与测量仪表—结晶器液面测量与显示系统、过程控制计算机、测温、测重、测长、测速、测压等仪表系统。
在连续铸钢的生产线上,出拉坯矫直机脱锭后的连铸坯需按用户或下部工序的要求,将铸坯切成定尺或倍尺。
因此在所有的连铸设备中,切割设备是非常重要的一种设备。
由于连铸坯必须在连续的运动过程中实现切割,因而连铸工艺对切割设备提出了特殊的要求,既不管采用什么型式的切割设备都必须与连铸坯实行严格的同步运动。
在连铸机上采用的切割方法主要有火焰切割和机械切割两类。
采用火焰切割的优点是:切割装置重量轻,切割断面比较整齐。
机械剪切的优点是:没有金属的烧损,可切成较短的定尺。
一般,在板坯和大方坯连铸机上,多采用火焰切割,在小方坯连铸机上多采用机械剪切。
连铸设备的整个工艺流程如图1-1所示:图1-1连铸设备工艺流程连铸机:连铸机可以把钢水直接连续地浇铸成钢坯,由炼钢跨送来的盛满钢水的盛钢桶装在连铸机的钢包旋转台上,通过中间包小车,把钢水注入结晶器,在那里凝结成具有一定厚度的坯壳,即由引锭杆牵引着拉出结晶器,进入第一至第八段二次冷却夹辊,引锭杆是由拉矫辊驱动的,铸坯在二次冷却区内被雾化的冷却水冷却,继续凝固。
毕业设计指导书:连铸车间设计一、引言连铸是现代钢铁制造过程中不可或缺的环节,连铸车间是整个钢铁厂的核心设施之一。
连铸车间的设计与规划直接影响钢铁生产的质量、效率和安全。
因此,在进行毕业设计时,连铸车间的设计是一个重要的课题。
二、设计目标1. 提高连铸生产效率:通过优化车间布局和操作流程,提高钢铁生产的整体效率。
2. 保证钢铁质量:设计一套严格的质量控制体系,确保钢铁产品的质量符合国家标准和客户需求。
3. 提升安全性能:设计安全的工作环境,包括防火、防爆、防毒和防滑等方面,确保员工身体健康和生产过程的安全性。
4. 节能减排:优化设备选择和工艺流程,减少能源消耗和环境污染。
三、设计内容1. 连铸机布局:根据钢铁生产能力和市场需求确定连铸机的数量和类型,并合理安排连铸机的布局,以提高生产效率。
2. 冷却设备设计:设计一套高效的冷却设备系统,以确保连铸过程中钢水的快速冷却,使得钢铁产品具有理想的结晶组织。
3. 钢包设计:设计合理的钢包结构和钢包维护系统,确保钢水的顺利过渡和保持稳定的温度。
4. 水处理设备:设计适用于连铸车间的水处理设备,包括废水处理和循环水处理,以保护环境并节约水资源。
5. 环境控制:确保车间内的温度、湿度和清洁度达到要求,保证钢铁生产的稳定性和产品质量。
6. 周边设施:考虑到员工的工作环境和生活需求,设计合理的办公区、员工休息区、更衣室等周边设施。
四、设计方法1. 研究现有连铸车间的设计案例和经验,了解行业发展趋势和技术创新。
2. 布置车间:根据设备尺寸、工艺流程和人员活动等因素,对车间进行布局规划,遵循人机工程学原理。
3. 控制系统设计:设计合理的自动化控制系统,包括数据采集、监控和调控等方面,提高生产效率和质量控制水平。
4. 设备选择:根据连铸车间的生产能力、钢铁种类和产品要求,选择合适的连铸机、冷却设备、钢包等设备。
5. 安全设计:根据相关标准和法规,设计合理的安全措施,保障员工的人身安全和生产过程的安全性。
毕业设计指导书:连铸车间设计一、引言连铸车间作为钢铁生产过程中至关重要的环节,其设计直接关系到生产效率和产品质量。
本文旨在对连铸车间的设计进行指导,以确保其功能完备、安全高效。
首先,我们将介绍连铸工艺流程和其在钢铁生产中的重要性。
然后,我们将讨论连铸车间设计的基本原则和注意事项。
最后,我们将给出几个实用的设计建议。
二、连铸工艺流程1. 连铸工艺流程的基本原理连铸(Continuous Casting)是一种将钢水连续倾注到铸机中,并通过一系列工艺步骤将其冷却凝固成坯料的工艺。
该工艺相较于传统的离散式铸造具有许多优点,如高效率、节能、减少不良品产生率等。
2. 连铸工艺流程的步骤连铸工艺流程主要包括以下几个步骤:(1)钢水倾注:将冶炼好的钢水通过铸机倾注到浇注罐中。
(2)结晶器冷却:通过冷却水冷却结晶器,使钢水在结晶器中凝固成坯料。
(3)出坯:将凝固完成的坯料连续从结晶器中取出。
(4)切割:根据需要将连铸坯切割成合适的长度。
(5)过热处理:对切割后的连铸坯进行过热处理,以提高其应变能力。
(6)尺寸修整:对过热处理后的连铸坯进行尺寸修整,达到产品要求。
三、连铸车间设计的基本原则1. 安全性连铸车间工作环境应具备良好的安全性,包括防火、防爆、通风和紧急疏散设施等。
熟悉并遵守相关的安全操作规程和流程,有效减少事故的发生。
2. 空间布局合理的空间布局是连铸车间设计的关键。
要确保设备之间的间距足够,以便操作人员轻松进出及维修设备。
同时,为保证作业人员的视野和通道的畅通,需适当安排设备的位置。
3. 噪音和防护连铸车间通常会产生噪音,因此需要合理设计消声设备,降低噪音对工人的影响。
另外,还需设置适当的防护设施,如安全带、安全栏杆等,确保工人的人身安全。
4. 运输和搬运设备连铸车间需要合理规划运输和搬运设备,以保证钢坯的顺利流动。
需要考虑到设备的数量、容量和布局,使得整个运输和搬运过程高效可靠。
5. 环境保护钢铁生产过程中产生的废气、废水等污染物需要进行合理的收集和处理,以避免对环境造成污染。
本科毕业设计(论文)Φ400X500S四棱锥冷轧带钢卷取机燕山大学2010年6月本科毕业设计(论文)(Φ400X500S四棱锥冷轧带钢卷取机)学院(系):专业:学生姓名:学号:指导教师:答辩日期:燕山大学毕业设计(论文)任务书摘要摘要卷取机是一种重要的轧钢辅助设备,其用途是把轧制后的成品带钢卷成钢卷。
冷轧带钢卷取机一般用于冷轧带钢机组和带钢的酸洗、退火、剪切、涂层等精整机组。
这类卷取机不仅用来缠卷,有时还用来开卷。
本文从机械系统设计理论着手,对卷取机系统进行了功能分析,并绘制出功能结构图。
借鉴先前经验,寻求功能载体,通过形态学矩阵得到系统设计方案。
文中详细论述了卷取机的核心部件卷筒的结构原理和设计特点,并根据其运动要求:自动缩径、恒张力卷取等,进行了液压原理的设计,进一步根据所需要的力,完成了液压缸的设计。
为改善卷取机的适应性,使它可以完成不同厚度带材、不同卷取速度及不同卷取张力下的卷取,对其调速方案进行了综合分析,并由此引出卷取机的额定工作状态时刻。
基于此选择电动机,确定出总减速比,按最高传动精度要求分配传动比,完成减速器的设计。
考虑卷取机工作时,负载和动力部分的匹配,对整个机电传动系统进行了动力学分析,这对于卷取运动的评估及调速有重要意思。
关键词:冷轧带钢卷取机;功能结构;自动缩径;恒张力;机电传动燕山大学本科生毕业设计(论文)AbstractCoiler is one of the most important assistant equipment for steel rolling. It is used to coil strip into coiled steel. Cold coiler is used cold roll strap steel unit and acid washing, anneal, cutting, coating of strap steel. The coiler can be used to coil and open roll.In this paper, beginning of the theory on mechanical system design, an analysis about the function of coil system is done, further , finish the drawing of function structure. Using the experience of form for reference, the function-bearing bodies are found, through the matrix of configuration, acquire the program of design.The structure principles and design feature of roller, which is the center component of the mill are expounded in detail in paper, according to the requirement of motion: automatic reducing radius curl with the constancy of tension and so on, the hydraulic system principle is designed, further more finish the design of cylinder.In order to improve performance of the mill, it is to say the mill can work well in different coil velocity different tension and the strip with different thick, the program of adjusting velocity are analyzed synthetically. Based on this, the moment of rated working state of the mill is obtained, and then choose the motor, determine the total rate of transmission, which is distributed in accordance with the precision-max of drive, the speed-down machine is designed.Respective of the match between motor and load during normal working, the dynamics analysis of integral electromechanical drive system is done, which furnishes valuable insight into the evaluation about the motion of the mill and timing.Keywords: cold coile,function structure, automatic reducing radius, theconstancy of tension, electromechanical drive目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题背景 (1)1.2冷轧带钢的应用与卷取 (2)1.3冷轧带钢卷取机的分类及特点 (2)1.4本次设计的技术要求 (4)第2章机械系统方案设计与总体设计 (5)2.1方案设计 (5)2.1.1机械系统分析 (6)2.1.2确定设计方案 (6)2.2方案设计 (8)2.2.1拟定传动方案 (8)2.2.2电动机的选择与调速 (9)2.2.3机电传动控制系统调速方案的选择 (11)2.2.3传动装置总传动比的确定及各级传动比的分配 (13)2.3本章小结 (15)第3章卷筒的设计 (16)3.1卷筒的应用及其工作原理 (16)3.2卷筒的设计 (16)3.2.1卷筒结构形式的选择 (17)3.2.2卷筒参数设计与计算 (18)3.2.3钳口结构的改进 (22)第4章减速器的设计 (24)4.1传动装置的运动参数和动力参数 (24)4.2传动零件的设计 (25)4.2.1高速级齿轮传动设计 (25)3.2.3低速级齿轮传动设计 (28)4.3轴的设计 (32)4.3.1 齿轮轴(一)的设计 (32)4.3.2 齿轮轴(二)的设计 (33)4.4轴承、连接件、润滑密封和连接轴的选择与计算 (34)4.4.1轴承的选择 (34)4.4.2连接件的计算 (35)4.4.3润滑及密封的选择 (35)4.4.4轴器的选择与计算 (35)4.5机体结构及其附件的设计 (36)4.5.1机体结构设计 (36)4.5.2附件设计 (36)4.6本章小结 (36)第5章液压缸的设计 (38)5.1液压系统的方案设计 (38)5.1.1初选 (38)5.1.2原理图的设计 (38)5.2液压缸的参数设计 (39)5.2.1液压缸类型及材料的选择 (39)5.2.2液压缸的计算 (39)5.2.3旋转液压缸的迴转接头 (46)5.3本章小结 (47)第6章校核 (48)6.1轴的强度校核 (48)6.1.1齿轮轴(一)的校核 (48)6.2轴承寿命的计算 (49)6.2.1圆锥滚子轴承的校核 (49)6.2.2双列圆锥滚子轴承的校核 (50)6.2.3滚子轴承的校核 (51)6.3活塞杆稳定性校验 (52)6.3.1活塞杆验算理论 (52)6.3.2计算 (52)6.4卷筒的刚度计算 (53)6.4.1扇形块钩图强度设计 (53)6.4.2棱锥轴刚度计算 (54)6.5电机最大传动力矩校核 (55)6.6本章小结 (55)第7章动力学分析 (57)7.1机电传动系统的运动方程 (57)7.1.1运动方程的寻求 (57)7.1.2转矩和飞轮转矩的折算 (57)7.2机电传动系统稳定运行的条件 (58)7.2.1求解交点 (58)7.2.2稳定运行判别 (59)7.3本章小结 (59)结论 (61)参考文献 (62)致谢 (63)附录1 (64)附录2 (72)附录3 (76)第1章绪论第1章绪论随着科学技术的发展,带钢生产目前大部分采用连续化成卷生产。
目录摘要 (Ⅱ)Abstract (Ⅲ)第一章绪论 (2)1.1 设计目的和意义 (2)1.2 辊压机的发展 (3)1.3 辊压机的应用及特点 (5)第二章总体方案设计 (7)2.1 辊压机的工作原理 (7)2.2 辊压机的构造 (8)2.3 总体结构设计 (9)第三章结构设计 (10)3.1 料斗设计 (10)3.2 辊子设计 (10)3.3 辊压机机架设计 (15)3.4 传动系统设计 (16)3.5 辊压机的液压系统设计 (17)第四章辊压机主要几何参数的确定 (19)4.1 设计计算 (19)4.1.1 辊径D的确定 (22)4.1.2 辊速的确定 (20)4.1.3 最小辊隙的确定 (23)4.1.4 最大喂料粒度的确定 (21)4.2 强度校核 (21)4.2.1 轴的弯曲刚度校核计算 (21)4.2.2 轴的扭转刚度校核计算 (22)第五章电动机简介及选用 (23)5.1 工作原理 (23)5.2 性能特点 (23)5.3 电动机的选型 (23)结束语 (24)参考文献 (25)附录 (26)致谢 (27)摘要辊压机(又称高压辊磨机)是近20年发展起来的新型粉碎机械与惯性粉碎机械不同,它利用粒群粉碎原理,具有单机产量高!节能!粉碎比大!辊面寿命长!作业率高,维修量小及占地面积小等优点。
因此,辊压机在粉碎脆性!坚硬及磨蚀性较强的物料中得到应用,既可用于细碎,又可用于粗磨和超细磨碎等作业。
高压辊传动系统的改进,人字齿轮座使得两辊子的实现了同步,大大减少了辊子之间的相对摩擦带来的辊子的磨损,延长他辊套的寿命,同时也可以相应的提高产品的质量和产量。
万向轴使用使得辊子中心矩的调整变的更有意义。
同时也减少了由所辊子带来径向的力,延长了人字齿轮的寿命。
关键词:节能、同步、辊压机全套图纸,加153893706AbstractRoll press, also known as high pressure roll grinder, is new type machinery. Contrast to inertial crushing machines, it is based on particle group crushing principle and has the, advantages of high unit production, energy saving, great crushing ratio, long life of roll surface, less maintenance and small floor space. As result, roll press has found application in brittle, hard or highly corrosive materials crushing, either fine and superfine, or coarse one. Its application cases are cited. The high pressure roll spreads an improvement of move the system, person's word wheel gear makes two roll sons carry out synchronous, reduced the opposite friction of the roll son to bring consumedly of the roll son wear away, prolonging the life span of his roll set, also can correspond of the quality and the yield of the exaltation product. All way axis make the adjustment of the roll sub- canter change toward the stalk usage of more meaningful. Also reduce from bring path the roll son to of dint, prolonged a person the life span of the word wheel gear.Keywords: Economize on energy, synchronous, the roll press machine.第一章绪论辊压机技术的在我国的引进和推广应用历经二十年,迄今为止,不论在设备制造技术或系统工艺技术方面都取得了长足的发展,设备制造技术的不断优化和系统工艺技术持续的推陈出新给这项新技术带来了强大的生命力,节能幅度达30%以上。
毕业设计指导书一、毕业设计的性质及目的毕业设计是学生在学习了专业理论和毕业实习基础上进行的一次综合性专业工程设的基本训练,是对所学基础知识,特别是专业基础及准也理论知识的综合运用。
通过设计,学生应了解设计原则,初步掌握连铸及连铸车间的设计内容,设计步骤及设计法方法,了解连铸与炼钢及轧钢的配合,了解连铸机及连铸车间设计中的组要问题。
通过设计将较好的培养学生收集生产实际资料及查阅资料的能力并培养学生对采用新技术新工艺的考虑方式。
二、设计要求1.对设计任务的态度应严肃认真;2.设计应具有一定的合理性,计算准确,不应有原则性错误;3.设计方案要体现先进性,但设计中所采用的新技术、新工艺应是在生产上可行的。
对于技术经济指标,应选取国内先进水平。
1.设计依靠的计算数据应可靠,说明书应书写工整,条件清楚,文字简练,词意明确。
2.绘图应正确,尺寸标记完整,图面整齐清洁。
连铸设计内容第一章概述一、连铸机简介简单论述连铸特点及发展原因。
二、设计依据由设计任务书确定即题目三、(改建的)××厂现状及今后计划如扩容等包括铁水供应、炼钢、轧钢及炼钢厂房等情况。
四、设计指导思想设计的原则(如对有效、实用先进技术采用的考虑,对原有厂房和设备利用节约资金的考虑,分期的考虑等原则)一般在确定各主要指标时应取平均先进水平,在采用先进技术时,应用生产上可行的技术,在改建厂房时应尽量利用原有厂房的设备,并尽量减少影响原有的生产。
五、设计内容简介(在设计完成后总结)简单扼要的概述设计要点(包括连铸比,机型、产品类型、铸机产量、台数、设计的主要特点、车间布置的特点,工艺流程的特点,采用了那些新技术,今后发展的可能性及存在问题等)。
第二章连铸工艺§1 设计条件无论是新建或改造连铸车间作为设计的基本条件是生产计划和炼钢条件。
设计连铸机的能力要与计划浇注的品种和产量一致,而且要与炼钢能力匹配。
一、炼钢条件炉容量、座数、吹炼情况,平均出钢量,最大出钢量,冶炼周期,每天平均出钢炉数,年产钢量,厂房条件等。
毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1 轧辊轴的装配 (32)3.3.2 轧制部分装配 (33)3.3.3 轧制系统装配 (34)3.3.4 总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
森吉米尔二十辊轧机摘要森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机。
卷取机用于卷取带材,并可形成轧制张力。
由传动的直流电机通过减速机带动卷筒旋转。
张力是薄带和极薄带材轧制过程中最重要的参数之一,它对带材厚度均匀性、表面质量和物理一力学性能都有极大的影响。
卷筒采用四棱锥结构,实心的四棱锥轴在液压缸活塞杆推动下作轴向移动时,卷筒被胀开或收缩。
四棱锥的锥面倾斜角一般为7°~7°30″。
还有很多细节方面,都是森基米尔冷轧机冷轧钢板的工艺特点,下面我们就森基米尔冷轧机的结构性、机架、测厚仪、开卷机、板形控制等等,具体剖析。
关键词:森吉米尔冷轧机辊系卷筒张力目录摘要 (I)1.森吉米尔轧机的性能与工艺流程 (5)1.1森吉米尔结构性能的特点 (5)1.1.1森吉米尔结构性能的特点 (5)1.1.2森吉米尔轧机的具工艺流程体 (6)1.1.3目前森吉米尔轧机的发展水平 (6)2.机架 (7)2.1工作机座 (7)2.1.1工作机座 (7)2.2机架 (8)2.2.1 机架 (8)2.3轧辊 (9)2.3.1轧辊系统 (9)2.3.2轧机调整机构 (10)2.3.3 压下调整机构 (10)2.3.4轧制线标高调整机构 (11)2.3.5轴向辊形调整机构 (13)3.测厚仪 (16)3.1.1测厚仪 (16)3.1.2接触式测厚仪 (16)4.开卷机 (17)4.1开卷机 (17)4.2上料机构 (17)4.2.1上料机构 (17)4.2.2上料小车 (18)4.2.3固定上料装置 (18)4.2.4开卷箱 (18)4.2.5喂料机构 (18)5.板形控制 (19)5.1板形控制 (19)5.1.1板形控制 (19)5.2平直度 (20)5.2.1平直度 (20)6.轧机润滑 (21)6.1轧机润滑 (21)6.1.1冷却系统的作用 (21)6.1.2工艺润滑 (21)6.1.3背衬轴承润滑 (22)6.2冷却 (22)6.2.1冷却 (23)6.2.2冷却剂 (23)6.2.3工艺润滑一冷却剂的品种 (23)6.2.4工艺润滑一冷却系统 (24)7.总结7.1总结 (25)1森吉米尔轧机的性能与工艺流程1.1森吉米尔结构性能的特点1.1.1森吉米尔结构性能的特点(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
机械毕业设计(论文)-轧管机轧辊侧压机构设计(全套图纸) .doc辽宁科技大学毕业设计(论文)题目:轧管机轧辊侧压机构设计院系:机械工程与自动化学院专业班级:机设12-4班学生姓名:指导教师:2016年06月轧管机轧辊侧压机构设计摘要钢管在钢铁产品中属于经济断面、不可替代的重要品种。
轧管机作为生产无缝钢管的主要设备之一,其主要作用是对钢管进行轧制,而在轧制前,轧辊侧压装置必不可少,因为其对轧辊辊缝的调节将直接影响无缝钢管的质量。
本课题利用减速器传动、蜗轮蜗杆传动等基本原理,拟定出合理的侧压传动装置的零件图以及装配图,经过合理的计算,确定侧压装置的力能参数,然后按这些参数来选用各个零部件的规格并进行系统的结构设计来达到设计一套完整的轧辊侧压装置的目的。
该侧压装置包括减速器传动、蜗轮蜗杆传动两个传动部分,还包括液压缸平衡装置,电动机等,各个部分的设计,结构合理,强度以及寿命等都满足要求,符合实际应用的需求。
关键词:轧制压力;侧压机构;侧压电机;减速器;蜗轮蜗杆全套图纸,加153893706The Design of Mill Roll Side Pressure MechanismAbstractSteel pipe in steel products belong to economic section and irreplaceable important species.As one of the main equipment for production of steel tube mill,the main function is to rolling of steel tube ,and before rolling,roll side pressure device is necessary ,because the adjustment of roll gap will directly affect the quality of seamless steeltube.This topic using reducer drive,worm gear and worm drive,such as basic principles,work out a reasonable lateral pressure can force transmission device parameter,then according to these parameters to choose the specifications of the various parts and the structure of the system design to design a set of complete roll the purpose of the lateral pressure device.The lateral pressure device including gear reducer,worm gear and worm drive two transmission parts,including hydraulic cylinder balancing device,motor and so on,each part of the design,rational structure,strength and life all meet the requirements such as meeting the needs of practical application.Keyword:Rolling pressure;Lateral pressure institutions;Lateral pressure motor;Lateral pressure motor;Reducer;Worm gear and worm目录1绪论 (1)1.1 选题背景及目的 (1)1.2 钢管生产工艺及其国民经济中的主要地位与作用 (1)1.2.1 钢管生产方法及工艺 (1)1.2.2 钢管在国民经济中的地位与作用 (2)1.3 国内外轧管机械的发展状况 (3)1.3.1 无缝钢管生产工艺技术发展的三个阶段 (3)1.3.2 穿孔机的发展 (3)1.3.3 轧管机的发展概况 (3)1.3.4 定减径机(包括张力减径)的发展 (4)1.4 课题设计的内容和方法 (4)1.4.1 课题设计的内容 (4)1.4.2 课题设计的方法 (4)2总体方案选择 (5)2.1设计的原始参数 (5)2.2 方案的选择 (5)2.2.1 系统动力源的选择 (5)2.2.2 传动装置的选择 (5)2.2.3 执行装置的选择 (6)2.3 总体方案简图 (6)3 二辊斜轧穿孔的力参数 (8)3.1 轧制压力 (8)3.1.1 变形区长度的确定 (8)3.1.2 接触面宽度的确定 (9)3.1.3 轧制压力的计算 (11)4侧压电机的选择 (12)4.1 侧压螺丝主要尺寸的确定 (12)4.2 侧压螺丝的传动力矩 (13)4.3 侧压电机的选择 (15)4.4 电动机的校核 (16)5 侧压平衡系统的确定 (18)5.1 平衡方法的选择 (18)5.2 侧压装置平衡力的计算 (18)5.3 平衡液压缸的计算 (18)5.3.1 液压缸柱塞直径的计算 (18)5.3.2 液压缸柱塞直径的校核 (19)5.3.3 液压缸壁厚的校核 (19)6 主要零部件强度计算 (21)6.1 传动比分配及标准减速器的选取 (21)6.1.1 传动比分配 (21)6.1.2 标准减速器的选取 (21)6.1.3 标准减速器的校核 (21)6.2 蜗轮蜗杆的设计与校核 (22)6.3 减速器各轴及蜗杆动力参数计算 (27)6.4 蜗杆轴的设计 (28)6.5 蜗杆传动校核 (29)6.6 轴承的寿命计算 (33)6.7 侧压螺丝的强度计算 (34)6.8 侧压螺母的设计校核 (35)7 系统的润滑 (38)7.1 润滑剂的分类 (38)7.2 蜗轮蜗杆的润滑 (38)7.3 滚动轴承的润滑................................................................................ 错误!未定义书签。
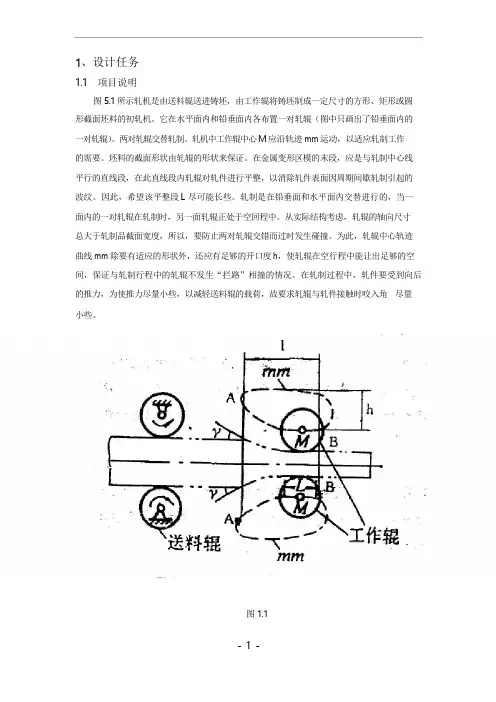
1、设计任务1.1项目说明图5.1所示轧机是由送料辊送进铸坯,由工作辊将铸坯制成一定尺寸的方形、矩形或圆形截面坯料的初轧机。
它在水平面内和铅垂面内各布置一对轧辊(图中只画出了铅垂面内的一对轧辊)。
两对轧辊交替轧制。
轧机中工作辊中心M应沿轨迹mm运动,以适应轧制工作的需要。
坯料的截面形状由轧辊的形状来保证。
在金属变形区模的末段,应是与轧制中心线平行的直线段,在此直线段内轧辊对轧件进行平整,以消除轧件表面因周期间歇轧制引起的波纹。
因此,希望该平整段L尽可能长些。
轧制是在铅垂面和水平面内交替进行的,当一面内的一对轧辊在轧制时,另一面轧辊正处于空回程中。
从实际结构考虑,轧辊的轴向尺寸总大于轧制品截面宽度,所以,要防止两对轧辊交错而过时发生碰撞。
为此,轧辊中心轨迹曲线mm除要有适应的形状外,还应有足够的开口度h,使轧辊在空行程中能让出足够的空间,保证与轧制行程中的轧辊不发生“拦路”相撞的情况。
在轧制过程中,轧件要受到向后的推力,为使推力尽量小些,以减轻送料辊的载荷,故要求轧辊与轧件接触时咬入角尽量小些。
图1.1-1-所,。
图 1.2图 1.31.2原始数据和设计要求根据轧制工艺,并考虑减轻设备的载荷,对轧辊中心点 M 的轨迹可提出如下基本要求:1) 轧辊中心点 M 的轨迹在 AB 段要求满足图 5.2 的曲线,开口度 h 大于 140mm,咬入角γ 约为 25︒,坯料的单边最大压下量约为 50mm ,从咬入到平整段结束的长度 l 约270mm ,平整阶段长度 L 约为 100mm.。
2) 轧制过程中所受的生产阻力如图 5.3 所示,工作辊重 15k g 。
3) 实现轧制钢 1500mm/mi n 的生产效率。
4) 为调整制造误差引起的轨迹变化或更换轧辊后要求开口度有稍许变化, 选机构应能便于调节轧辊中心的轨迹。
5)要求在一个轧制周期中,轧辊的轧制时间尽可能长些,行程速度比系数 K=1.2,机器运动不均匀系数不超过 0.05;6)力源为三相 380 伏交流电,电机转速 n=1450~1500rpm 。
唐山学院毕业设计I毕业设计棒材轧机液压系统设计说明书唐山学院毕业设计II 目录1.前言 (1)2.绪论 (2)2.1液压技术概况 (2)2.2本课题主要研究内容 (2)2.3设计步骤 (3)3.液压系统的工作要求 (5)3.1液压系统的组成 (5)3.2棒材轧机液压系统工作原理 (5)3.3液压系统参数计算 (5)3.3.1确定液压缸负载 (5)3.3.2液压缸主要尺寸的确定 (6)3.3.3确定液压泵的流量、压力和选择泵的规格 (7)3.3.4与液压泵匹配的电动机的选定 (8)4.确定液压系统方案、绘制液压系统原理图 (9)4.1确定液压系统方案 (9)4.1.1液压基本回路 (9)4.1.2选择液压回路 (9)4.2绘制液压系统图 (10)4.2.1将基本回路组成系统原理图 (10)4.2.2液压元件选择 (11)4.3液压系统的验算 (11)4.3.1系统压力损失计算 (12)4.3.2系统效率计算 (13)5.液压站的设计 (15)5.1液压站简介 (15)5.2油箱设计 (15)5.2.1油箱有效容积的确定 (16)5.2.2油箱的结构设计 (17)5.3油箱结构 (20)5.4液压站的结构设计 (21)5.4.1液压泵的安装方式 (21)5.4.2液压泵与电动机的连接 (22)5.5辅助元件 (24)唐山学院毕业设计III5.5.1滤油器 (24)5.5.2空气滤清器 (24)5.5.3液压油 (24)5.5.4液压控制装置的集成 (24)5.6绘制装配图 (25)5.7液压系统清洗、使用与维护 (26)5.7.1清洗液压系统 (26)5.7.2系统的使用和维护 (27)6.结论 (29)谢辞 (30)参考文献 (31)外文资料 (32)唐山学院毕业设计1.前言毕业设计是我们在学完大学全部课程及进行完生产实习之后进行的,它是对我们大学三年学习的一次深入的综合性考察,也是我们步入社会所要从事工作的提前预测,同时还是我们将在校期间所学到的理论基础知识运用到实践中去解决问题的一次很好的锻炼。
热轧运输链压卷辊液压系统设计摘要热轧钢板是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输和建筑业。
运输链的用途是在轧钢车间实现带卷运输、翻卷、回转及称量、试样采集等动作,起辅助工作的运输设备,是轧钢生产中采用的主要运输方式。
此次设计的是热轧运输链压卷辊液压系统设计液压系统。
压卷辊通过液压缸和液压马达将带钢对中咬入,以实现剪切等工序,为了顺利平稳的实现上述动作,通常使用液压传动系统和电液比例控制。
本系统主要有两个支路组成:压卷辊的升降动作;压卷辊的回转运动。
在设计过程中,对各支路的受力进行详细的计算,对各元件的选用进行详细的说明,对液压执行元件、液压阀、液压辅助元件和泵站进行详细的设计。
关键词:液压系统;运输链;液压阀;泵站Volume transport chain of hot-rolled highhydraulic pressure system designAbstractHot-rolled plate steel products is one of the main varieties,Widely used in industry, agriculture, transportation and construction.The use of the transport chain in the steel rolling plant to achieve with volume transport, turnover, Rotary and weighing, the specimen collection, such as action, play a supporting the work of transportation equipment, steel rolling production is the main mode of transport.The design is hot-rolled roll roller pressure hydraulic system Hydraulic System Design. Volume pressure roller through the hydraulic cylinder and hydraulic motor will bite on the strip in order to achieve the shear processes, in order to achieve a smooth and stable of the above-mentioned actions, often using the hydraulic drive system and electro-hydraulic proportional control.The system has two main slip road: Volume pressure roller action of the take-off and landing; pressure roller rotating Vol. In the design process, the slip road on the edge of a detailed calculation, the various components of the selection of a detailed description of the hydraulic components and hydraulic valves, hydraulic components and auxiliary pumping stations to conduct detailed design.Key words: Hydraulic system;Transport chai n;Hydraulic valve;Umping station目录1 绪论 (1)1.1课题的背景及意义 (1)1.2国内外运输链设备的发展状况 (2)1.3热轧运输链压卷辊液压控制系统简介 (2)1.4本课题的主要设计内容 (3)2 热轧运输链压卷辊传动控制系统设计 (5)2.1设计主要参数要求 (5)2.2 制定系统方案 (5)2.2.1 液压系统的组成及设计要求 (5)2.2.2 控制系统要求 (6)2.2.3 其它要求 (6)3 压卷辊液压系统的组成及工作原理 (7)3.1压卷辊升降液压缸载荷的计算 (7)3.1.1 拟定系统方案 (7)3.1.2 拟定液压系统原理图 (8)3.2确定液压动力元件参数及系统元件 (9)3.2.1 压卷辊升降液压缸载荷的计算 (9)3.2.2 压卷辊旋转马达载荷计算 (11)3.3初选系统压力 (12)3.4压卷辊升降缸和旋转马达的结构设计 (13)3.4.1 压卷辊升降缸的结构尺寸计算 (13)3.4.2 压卷辊旋转马达的结构尺寸计算 (15)3.5液压执行元件实际所需流量及压力 (16)3.5.1 液压缸所需流量及实际工作压力 (16)3.5.2 液压马达所需流量及实际工作压力 (17)3.6泵的选择 (17)3.6.1 确定泵的类型 (17)3.6.2 确定泵的型号及性能参数 (17)4 确定压卷辊液压系统的数学模型 (19)4.1比例阀有关参数的确定 (19)4.2确定系统的数学模型 (20)4.2.1 液压马达-负载环节 (21)4.2.2 辅助液压缸参数 (22)4.2.3 比例放大器的传递函数 (23)4.2.4 系统的传递函数 (23)4.3系统的性能验算 (24)4.3.1 系统的响应性分析 (24)4.3.2 系统的准确性分析 (24)5 液压能源及其辅助装置的选择 (26)5.1选择电动机 (26)5.2管道的选择 (26)5.2.1 确定筒管的规格 (26)5.2.2 管道连接 (28)5.3蓄能器的选择 (28)5.3.1 选择蓄能器的类型 (28)5.3.2 选择蓄能器的参数 (29)5.3.3 蓄能器辅件的选择 (30)5.4液压介质的选择 (31)5.5 回油路滤油器 (31)5.6油箱 (33)5.6.1 确定油箱容积 (33)5.6.2 选择油箱的类型 (35)5.6.3 油箱辅件 (35)5.7压力仪表 (36)6 阀的选择和阀块设计 (37)6.1阀的选择 (37)6.1.1 电磁比例阀 (37)6.1.2 电液换向阀 (37)6.1.3 节流调速阀 (37)6.1.4 单向阀 (37)6.1.5 液控单向阀 (38)6.1.6 减压阀 (38)6.1.7 溢流阀 (38)6.1.8 顺序阀 (39)6.1.9 压力补偿器 (39)6.2阀块设计 (39)7 液压系统性能验算 (41)7.1液压系统的压力损失计算 (41)7.1.1 管路的沿程压力损失计算 (42)7.1.2 管路的局部压力损失计算 (43)7.1.3 阀类元件的局部压力损失计算 (43)7.1.4 系统校核 (44)结论 (45)致谢 (46)参考文献 (47)1 绪论1.1 课题的背景及意义运输链的用途是在轧钢车间实现带卷运输、翻卷、回转及称量、试样采集等动作,起辅助工作的运输设备,是轧钢生产中采用的主要运输方式。
SYYZ792铜连铸连轧机(轧机部分)液压系统设计摘要:本文主要讲述了SYYZ792铜连铸连轧机(轧机部分)液压系统设计,由于该系统配置有液位液温器、电磁阀、溢流阀、安全阀等,因此可对系统的油液温度、系统压力等实现远程监控,其结构设计紧凑、操作方便、性能可靠、节约能源是SYYZ792铜连铸连轧机(轧机部分)液压系统设计。
其主要特点是:采用电磁阀与电器控制系统进行顺序控制,与中央控制系统兼容,自动化程度高。
关键词:液压元件;执行机构;系统压力;控制器Design i n the Hydraulic System of Rolling Mill for “SYYZ792 CopperyCC-CR MillAbstract:This paper mainly related SYYZ792 copper casting even mill (rolling mill part) hydraulic system design, because the system configuration has liquid level liquid WenQi, solenoid valve and relief valve and relief valve and so on, thus to the system, the system pressure oil temperature and to realize the remote monitoring, the structure design is compact, easy to operate, reliable performance, save the energy is SYYZ792 copper casting even mill (rolling mill part) hydraulic system design. Its main characteristic is: by electromagnetic valve and electric control system of sequence control, and the central control system compatible, a high degree of automation.Key words: hydraulic element;actuating mechanism;system pressure;controller目录摘要 (1)关键词 (1)1 前言 (1)1.1 课题来源和背景 (1)1.2 国内外铜杆连铸连扎的发展和研究 (2)1.3 主要的研究的内容和方法 (4)2 设计任务、要求及方案设计 (5)2.1 设计任务 (5)2.2 系统的性能和要求 (5)2.3 整体方案设计 (5)3 液压系统的设计和计算 (7)3.1 负载分析 (7)3.2 液压系统方案设计 (8)3.3 液压缸主要参数的确定 (14)3.4 液压元件的选择 (17)4 液压辅助元件的选择 (20)4.1 过滤器 (20)4.2 油管及管接头 (22)4.3 油箱的计算 (23)4.4 压力表及附件 (24)5 导辊液压缸的设计 (24)5.1 液压缸主要参数 (24)5.2 液压缸的结构设计 (25)5.3 活塞杆设计和强度的计算 (25)5.4 液压缸缸体的计算 (26)5.5 液压缸主要零件的结构、材料及技术要求 (27)6 液压系统性能的计算 (29)6.1 回路压力损失 (30)6.2 液压系统的发热温升计算 (33)7 结论 (28)参考文献 (29)致谢 (30)附录 (31)1前言1.1课题的来源和背景中国铜加工工业在国民经济稳定、持续发展的推动下,特别是“十一五”期间发展迅速,已成为世界上重要的铜材生产、消费和国际贸易大国,产量已连续四年居世界第一位,铜加工的品种不断增加、产品质量逐步提高、技术创新活跃、国产铜加工技术装备正在发挥重要作用,现代铜加工工业体系已初步建立,但是中国铜加工工业大而不强、技术经济指标不够先进、企业规模不大、技术水平和装备先进与落后并存等弊端急待改变。