SW链条制作过程
- 格式:pdf
- 大小:2.47 MB
- 文档页数:19
巧用Solidworks零部件阵列实现链条快速建模谢宝智【期刊名称】《信息技术》【年(卷),期】2011(000)009【摘要】Solidworks中链条的三维造型是实现链传动建模的难点,长期以来得到了广泛的关注.利用“零部件阵列”实现了链条的快速建模,节省了大量的建模时间,为机械产品设计时的虚拟装配、干涉检查与展示交流提供了可能,具有一定的实际应用价值.%For a long time, the 3D modeling of chain is a hotspot but also a difficulty in the process of using Solidworks. Based on the function component pattern, a new method of modeling chain is presented in the paper. By this new method, the model of chain is made quickly and easily. It makes virtual assembly, interference dectection and product show possible in mechanical products design.【总页数】4页(P156-158,161)【作者】谢宝智【作者单位】常州轻工职业技术学院,常州213164【正文语种】中文【中图分类】TH128;TP39【相关文献】1.应用 SolidWorks 的焊件功能实现对空间环境模拟器热沉的快速建模 [J], 孙立志;张海峰;李征2.巧用Pro/E阵列命令实现链条快速设计 [J], 田春霞3.巧用“曲线驱动的阵列”功能实现链条快速建模 [J], 谢宝智;张伟4.巧用"曲线驱动的阵列"功能实现链条快速建模 [J], 谢宝智; 张伟5.在SolidWorks中实现不规则阵列 [J], 张伟; 郭继联因版权原因,仅展示原文概要,查看原文内容请购买。

链条的传动原理介绍及SolidWorks制作过程【3D动力网】链传动由两个链轮和绕在两轮上的中间挠性件——链条所组成。
靠链条与链轮之间的啮合来传递两平行轴之间的运动和动力,属于具有啮合性质的强迫传动。
其中,应用最广泛的是滚子链传动。
2.5链传动2.5.1链传动概述链传动由两个链轮和绕在两轮上的中间挠性件——链条所组成。
靠链条与链轮之间的啮合来传递两平行轴之间的运动和动力,属于具有啮合性质的强迫传动。
其中,应用最广泛的是滚子链传动。
图链传动简图图链条实物与带传动、齿轮传动相比,链传动的主要特点是:没有弹性滑动和打滑,能保持准确的平均传动比,传动效率较高(封闭式链传动传动效率=0.95~0.98);链条不需要象带那样张得很紧,所以压轴力较小;传递功率大,过载能力强;能在低速重载下较好工作;能适应恶劣环境如多尘、油污、腐蚀和高强度场合。
但链传动也有一些缺点:瞬时链速和瞬时传动比不为常数,工作中有冲击和噪声,磨损后易发生跳齿,不宜在载荷变化很大和急速反向的传动中应用。
图滚子链结构滚子链由内链板1、外链板2、销轴3、套筒4和滚子5组成。
销轴3与外链板2、套筒4与内链板1分别用过盈配合联接。
而销轴3与套筒4、滚子5与套筒4之间则为间隙配合,所以,当链条与链轮轮齿啮合时,滚子与轮齿间基本上为滚动摩擦。
套筒与销轴间、滚子与套筒间为滑动摩擦。
链板一般做成8字形,以使各截面接近等强度,并可减轻重量和运动时的惯性。
链传动的使用范围是:传动功率一般为100kW以下,效率在0.92~0.96之间,传动比i不超过7,传动速度一般小于15m/s。
滚子链是标准件,其主要参数是:链节距p,它是指链条上相邻两销轴中心间的距离。
GB1243.1-83规定滚子链分A、B两个系列。
表中的链号数乘以25.4/16即为节距值,表中的链号与相应的国际标准一致。
滚子链的标记方法为:链号-排数×链节数,标准编号。
例如16A-1×80GB1243.1-83,即为按本标准制造的A系列、节距25.4mm、单排、80节的滚子链。
链条制作方法1. 简介链条是一种由轮廓相同的环状物组成的装饰品或连接物品的工具。
链条广泛应用于珠宝制作、自行车、摩托车、机械等领域。
本文将介绍链条的制作方法,包括材料准备、工具选择、制作步骤等内容。
2. 材料准备链条制作所需的材料包括以下几种:•链环:链环是链条的基本组成单位,可以是金属、塑料、橡胶等材质。
•连接环:连接环用于连接链环,通常是金属制成。
•链条头:链条头用于连接链条的两端,常见的有弯曲型和直角型。
•链条头连接件:链条头连接件用于连接链条头与链条。
在选择材料时,可以根据制作的需求和实际应用场景选择适合的材质和材料规格。
3. 工具选择制作链条所需的工具如下:•钳子:用于扭转链环和连接环。
•切割工具:用于切割链环和连接环,常见的有剪线钳、电锯等。
•锯条:用于锯断链环和连接环,通常使用金属锯条。
•打磨工具:用于打磨链环和连接环的切口,以防刺伤。
•量尺:用于测量链环和连接环的尺寸。
4. 制作步骤步骤一:计算链条长度首先,根据需要制作的链条长度,计算需要的链环数量。
链环的数量应包括连接环和链条头。
步骤二:准备链环和连接环根据计算结果,准备足够数量的链环和连接环。
确保链环和连接环的材质和规格相同,以确保链条的均匀性。
步骤三:连接链环和连接环使用钳子将链环和连接环连接起来。
首先将一个链环放入连接环中,然后使用钳子将连接环扭转,直到链环牢固地连接在一起。
确保连接环的扭转力度适中,既要牢固又不能太紧,以免影响链条的灵活性。
步骤四:添加链条头将链条头连接件插入链条头中,然后将链条头插入链条末端的连接环中。
使用钳子将连接环扭转,确保链条头牢固地连接在链条末端。
步骤五:修整链条使用锯条或切割工具将链条头和连接环的多余部分切割下来。
然后使用打磨工具打磨链条的切口,使其光滑且没有锋利的边缘。
步骤六:检查链条质量检查链条的质量,确保链环和连接环连接牢固,链条没有明显的缺陷或损坏。
5. 注意事项•在制作链条时,需要保持链环和连接环的均匀分布,以确保链条的平衡和稳定性。

自行车链条制造工艺流程咱今天就来唠唠自行车链条的制造工艺流程,这可老有趣啦。
一、原材料准备。
二、链节的加工。
钢材小段准备好之后呢,就开始加工链节啦。
这可是个精细活。
首先得把小段钢材通过冲压机冲压成链节的形状。
这冲压机就像一个大力士,“哐当”一下就把钢材压成了大致的模样。
但是这还不够呢,压出来的链节边缘可能会有点粗糙,就像刚睡醒头发乱乱的一样。
所以啊,还得进行打磨,把那些毛边啊都给磨得光溜溜的。
这打磨的过程就像是给链节做美容,得仔仔细细的,不能有一点马虎。
每个链节都要打磨得像小镜子一样光滑,这样链条在转动的时候才会顺畅,不会卡顿。
三、组装。
链节都加工好之后,就到了激动人心的组装环节啦。
这就像是搭积木一样,把一个个链节组合起来。
不过这可比搭积木难多了。
工人师傅们会用专门的工具,把链节一个一个地连接起来。
这个过程得非常小心,要是哪一个链节没连接好,那整个链条可就不牢固了。
就像咱们穿珠子项链,要是有一颗珠子没串好,那这项链可就容易断啦。
在组装的时候,还得注意链节之间的间距要均匀,不能有的地方松,有的地方紧。
这就需要师傅们有一双特别灵巧的手和一双敏锐的眼睛。
四、热处理。
链条组装好之后,还不能直接就用呢。
得进行热处理。
热处理就像是给链条做一个强身健体的训练。
通过加热和冷却的过程,让链条的内部结构发生变化,从而提高它的强度和硬度。
这就像人经过锻炼之后身体变得更强壮一样。
不过这个热处理的温度和时间可都是有讲究的,就像熬汤一样,火候和时间掌握不好,这汤的味道就不对了。
要是热处理的参数没调好,链条可能就达不到理想的性能。
五、表面处理。
热处理完了之后,链条还得进行表面处理。
这表面处理主要是为了让链条看起来更漂亮,同时也能防止生锈。
有很多种表面处理的方法呢,比如电镀啊,喷漆啊之类的。
电镀就像是给链条穿上了一层亮晶晶的衣服,让它看起来闪闪发光的。
喷漆呢,则可以根据不同的需求,喷出各种颜色。
不管是电镀还是喷漆,都是为了让链条在外观上更吸引人,而且还能延长它的使用寿命。
链条的生产工艺链条的生产工艺是指将链条所需的原材料经过一系列的工艺流程加工成最终的链条产品的过程。
一般而言,链条的生产工艺主要包括原材料的选材和处理、冶炼、轧制、锻造、热处理和细加工等环节。
首先,链条的生产开始于原材料的选材和处理。
链条的主要原材料有钢材和合金材料。
在选材方面,需要根据不同的链条用途和工作条件,选用具有足够的强度、韧性和耐磨性的材料。
经过选择的原材料需要经过一系列的处理工艺,如熔炼、锻造、轧制、拉拔等,以消除杂质,改善内部结构,提高材料的机械性能。
其次,链条的生产涉及到冶炼和轧制工艺。
在冶炼工艺中,原材料被加热至熔点,通过各种物理化学反应使杂质和气体挥发,形成纯净的金属液体。
之后,将金属液体倾入一组成型滑轮,通过多次轧制,使液态金属冷却和变形,最终得到链条所需的连续铸轧条。
第三,锻造是链条生产的一个重要工艺环节。
通过将轧制好的连续铸轧条加热到适当温度后,放入锻造机械的模具中进行塑性变形,使金属在受力作用下产生塑性变形,提高材料的强度和韧性。
在锻造过程中,可以根据需要对链条进行形状和尺寸的调整,并通过锻造工艺获得更均匀的结构。
第四,热处理工艺是链条生产中不可缺少的一环。
通过将锻造好的链条进行加热和冷却处理,使链条组织结构发生改变,达到一定的硬度和韧性要求。
常见的热处理工艺有回火、淬火、正火等。
通过精确控制热处理的温度、时间和冷却方式,可以使链条获得理想的力学性能和耐磨性。
最后,链条的生产还需进行细加工环节。
细加工主要包括链条的切割、打磨、清洗、检验、组装等工序。
切割是将链条按照所需尺寸进行切割,并通过打磨使链条表面更加光滑。
清洗是为了去除链条表面的灰尘、油脂等杂质。
检验是通过对链条的外观、尺寸、硬度、拉伸强度等性能进行检测,以确保链条的质量符合要求。
组装则是将链条连接件进行组装,使链条成为一个完整的产品。
总结起来,链条的生产工艺是一个复杂而精细的过程,涉及到原材料的选材和处理、冶炼、轧制、锻造、热处理和细加工。
大工程师生成链条的过程
生成链条的过程可以分为以下几个步骤:
1. 设计链条结构:根据具体需求和使用环境,确定链条的长度、宽度、链节形状和孔洞布局等设计参数。
同时考虑链条的强度、刚度和重量等性能要求。
2. 选择材料:根据链条所需的强度、耐磨性、耐腐蚀性等性能要求,选择合适的材料。
常见的链条材料包括钢、不锈钢、铜合金等。
3. 铸造或加工链节:根据链条设计参数,通过铸造、锻造或机械加工等工艺,制造链条的基本单元-链节。
链节通常由两个
侧片和一个销轴组成。
4. 组装链节:将链节侧片按照设计要求进行组装。
这一步可以使用钳子、扳手等工具进行。
5. 安装销轴:将销轴插入链节侧片的链节孔洞中,使链节侧片固定在一起。
6. 调整链条张力:根据具体情况,调整链条的张力。
通常采用调整链条长度或调整链轮间距等方式。
7. 润滑链条:根据使用环境和要求,对链条进行润滑,以减少磨损和摩擦。
以上是大工程师生成链条的一般过程,具体的步骤和操作可能会根据不同的链条类型和应用领域而有所差异。
在实际操作中,需要根据具体情况进行调整和安排,以确保链条结构的完整性和性能要求的满足。
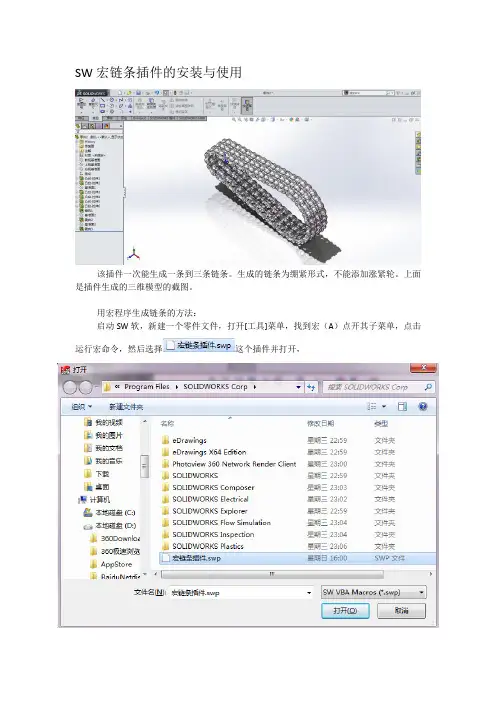
SW宏链条插件的安装与使用
该插件一次能生成一条到三条链条。
生成的链条为绷紧形式,不能添加涨紧轮。
上面是插件生成的三维模型的截图。
用宏程序生成链条的方法:
启动SW软,新建一个零件文件,打开[工具]菜单,找到宏(A)点开其子菜单,点击运行宏命令,然后选择这个插件并打开,
接下来会出现宏链条参数化设计对话框,在链号中选择我们需要的链号,我们可选择16种型号的链号,可选择小链轮和大链轮的齿数,自定义链轮的中心距,还可以选择所生成的链条是单排,双排还是三排,最多可一次生成三排的
点击下一步是确认输入的参数是否正确,点击上一步是修改参数,
点击确定是开始生成链条三维模型的命令(我的电脑用了半分钟生成模型)
模型生成后,进一步的具体使用见视频讲解。
Solidworks-零件装配体-链条的创建及运动的实现本⽂将向⼤家介绍如何实现链的创建及运动仿真。
1、⾸先把创建完成的模型插⼊到装配中,让链节处于⾃由状态。
2、在装配体的基础⾯上绘制⼀个草图,这个草图就是链条装配后的实际形状。
3、在下图所⽰的菜单中选择“链零部件阵列”命令。
4、在链阵列命令属性对话框中,进⾏如下图所⽰的配置即可完成链的创建。
5、然后我们选中其中的某⼀节,沿着草图拖动即可实现链的运动。
详细操作步骤,请参见⽂章末尾的链接,查看⾼清视频。
视频链接:Solidworks-零件装配体-链条的创建及运动的实现。
Solidworks中链条的装配Solidworks中链条的装配说明:使用solidworks中强大的宏录制命令完成了链条的自动装配。
相比于传统的依次插入零部件的装配方式,通过循环执行宏代码,使相似的装配过程自动化进行,极大地提高了装配效率。
1.新建装配体,插入辅助定位曲面(零件),采用默认的固定配合方式。
如图辅助定位曲面由闭合样条经过拉伸形成,它是插入到装配体中的第一个零件,用于链节的辅助定位。
2.依次插入第一,第二个链节,如图所示3.工具->宏->录制,进行宏录制。
插入第三个链节,完成装配。
点击“宏停止”按钮,弹出另存为对话框,把录制的宏保存。
4.对链节3进行线性零部件阵列命令,其中的参数根据实际情况设置。
如图5.解散阵列。
如图6.工具->宏->编辑,弹出编辑宏对话框,打开之前保存的宏文件(装配链节)。
代码如下简要说明:1).E:\毕业设计\solidworks文件4\链节.SLDPRT 链节的物理地址;2) Point1@草图1@链节-3@装配体 1 位于装配体1链节3草图1上的点3) Point1@草图2@链节-3@装配体1位于装配体1链节3草图2上的点4) 前视基准面装配体的前视基准面5) 上视基准面@链节-3@装配体1装配体1链节3的上视基准面其中草图1,2上的点分别于辅助定位曲面上的同一条边线对其,上视基准面与前视基准面垂直。
7.修改宏代码,试运行。
代码如下注意:1.因为已经通过阵列加入了链节,故去掉绿色的代码行(作用为插入指定物理地址的零部件);2.该段代码是用于链节4的装配,故把引号中链节-3都改为链节4.在装配主界面中,通过自由拖动链节4,验证自动装配成功!8.修改宏代码,利用循环语句,完成其余链节的装配。
代码如下注意:1)需要装配的链节号为5~52。
2)s1,s2,s3为字符串,用于替代相应的代码。
9.运行代码(根据电脑配置,可能要3~5分钟),完成所有链节的装配。
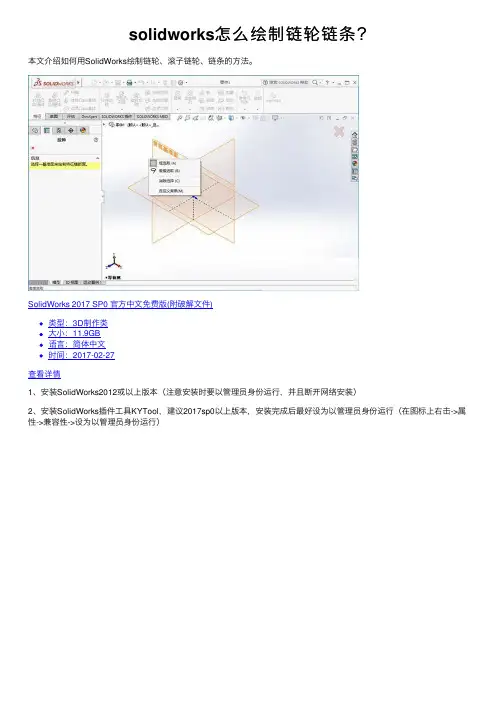
solidworks怎么绘制链轮链条?本⽂介绍如何⽤SolidWorks绘制链轮、滚⼦链轮、链条的⽅法。
SolidWorks 2017 SP0 官⽅中⽂免费版(附破解⽂件)类型:3D制作类⼤⼩:11.9GB语⾔:简体中⽂时间:2017-02-27查看详情1、安装SolidWorks2012或以上版本(注意安装时要以管理员⾝份运⾏,并且断开⽹络安装)2、安装SolidWorks插件⼯具KYTool,建议2017sp0以上版本,安装完成后最好设为以管理员⾝份运⾏(在图标上右击->属性->兼容性->设为以管理员⾝份运⾏)3、切换到solidworks⼯具条中的KYTool标签页,单击“链轮设计⼯具”按钮,弹出链轮参数化设计窗⼝:4、选择链号,从08A到48A,从05B到72B,这些都是国家标准,可以在“原始数据”窗⼝中查看每⼀个链号的参数。
5、选择排数,可以⽀持”单排“”双排“”三排“6、输⼊⼩链轮的齿数,孔径,⼤链轮的齿数,孔径,可以从下拉列表中选,如果没有选项的话也可以⼿动输⼊,输⼊数据后下⽅的显⽰区域会动态显⽰外观样式。
7、指定中⼼距:在中⼼距下拉列表中指定中⼼距为多少P(多少倍的节距),指定后会在右侧显⽰实际长度(单位为毫⽶),可以⼿动微调。
点击”中⼼距“链接会打开中⼼距微调窗⼝,可以在红⾊的⽂本框中输⼊想要的中⼼距。
8、指定中⼼距后,链节数会发⽣变化,如下图所⽰,⽂本框中显⽰的是实际链接数,下⽅的⽂本显⽰的是理论链接数。
实际链节数要略⼤于理论节数,这样安装时才能宽松,否则太紧,装不上去。
9、参数指定完成后,单击按钮【⽣成链轮1】【⽣成链轮2】来分别⽣成⼩链轮和⼤链轮。
10、单击按钮【⽣成链条】来⽣成⼀个链条零件:11、单击按钮【链条装配】来⽣成⼀个装配体模式的链条,可以拿来做动画或者分析。
12、如果需要技术参数,可以单击左上⾓的【技术参数】菜单,导出为⽂本格式的技术参数,包括⼤⼩链轮的各种参数数据。
S o l i d W o r k s如何绘制链条S o l i d W o r k s链条如何装配文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]本文地址:稍微熟悉一点SolidWorks的人都可能会遇到这样一个问题,当用到链轮的时候,我如何去添加链条。
我画出一个链节来了,我怎么把他们装配起来呢solidWorks链条装配真的很繁琐,而且,你装上之后,他会极大的影响,这个装配体的速度,所以现在给大家介绍一种简单的方法:把SolidWorks链条绘制成一个零件,这样,既能满足装上链条的目的,又不影响SolidWorks的使用速度。
下面我来介绍这个方法:1. 首先绘制一个链节,如下图大家绘制的时候,最好找本手册,按照尺寸画,当然也可以随意画,目的是熟悉这个链条绘制的过程,2.绘制一条套合的样条曲线,在中间的平面上,可以见个基准面,再画。
完成如上图3.绘制链条中的另一部分:注意的是下图所示这里不要合并结果,4.镜像(注意:选择的是要镜像的实体)5.好了目前为止准备工作已经做完了,剩下的就是完成链条的时候了。
选取曲线阵列先一步选要阵列的实体(特别注意,不是要阵列的特征)点选实体的时候,用鼠标电机绘制的链,不要点击设计树上的内容完成如下图6.完成下一步阵列:方法同上完成如下图:7.最后完成:8.这里边有一个小缺陷:就是没有阵列好其实解决这一块儿很简单,你计算好链条的准确长度就Ok了。
记住这种方法,比什么都要强。
这种方法比装配要好,唯一的缺陷是这种不会动,你要知道,你装起来的链条也不一定能动得起来,不信大家试试。
他里边的约束很多,很繁琐。
人人网CAD俱乐部小组可以分享资料。
人人网机械CAD主页:可以交流CAD知识。
链条的传动原理介绍及SolidWorks制作过程 一、链传动概述 链传动由两个链轮和绕在两轮上的中间挠性件——链条所组成。
靠链条与链轮之间的啮合来传递两平行轴之间的运动和动力,属于具有啮合性质的强迫传动。
其中,应用最广泛的是滚子链传动。
图链传动简图图链条实物 与带传动、齿轮传动相比,链传动的主要特点是:没有弹性滑动和打滑,能保持准确的平均传动比,传动效率较高(封闭式链传动传动效率=0.95~0.98);链条不需要象带那样张得很紧,所以压轴力较小;传递功率大,过载能力强;能在低速重载下较好工作;能适应恶劣环境如多尘、油污、腐蚀和高强度场合。
但链传动也有一些缺点:瞬时链速和瞬时传动比不为常数,工作中有冲击和噪声,磨损后易发生跳齿,不宜在载荷变化很大和急速反向的传动中应用。
图滚子链结构 滚子链由内链板1、外链板2、销轴3、套筒4和滚子5组成。
销轴3与外链板2、套筒4与内链板1分别用过盈配合联接。
而销轴3与套筒4、滚子5与套筒4之间则为间隙配合,所以,当链条与链轮轮齿啮合时,滚子与轮齿间基本上为滚动摩擦。
套筒与销轴间、滚子与套筒间为滑动摩擦。
链板一般做成8字形,以使各截面接近等强度,并可减轻重量和运动时的惯性。
链传动的使用范围是:传动功率一般为100kW以下,效率在0.92~0.96之间,传动比i不超过7,传动速度一般小于15m/s。
滚子链是标准件,其主要参数是: 链节距p,它是指链条上相邻两销轴中心间的距离。
GB1243.1-83规定滚子链分A、B两个系列。
表中的链号数乘以25.4/16即为节距值,表中的链号与相应的国际标准一致。
滚子链的标记方法为: 链号-排数×链节数,标准编号。
例如16A-1×80GB1243.1-83,即为按本标准制造的A系列、节距25.4mm、单排、80节的滚子链。
链条除了接头和链节外,各链节都是不可分离的。
链的长度用链节数表示,为了使链条连成环形时,正好是外链板与内链板相连接,所以链节数最好为偶数。
科学技术创新2020.17基于SolidWorks 进行链传动设计楼红成(永康市职业技术学校,浙江永康321300)链传动是由主动链轮、从动链轮和链条组成,依靠链轮的轮齿与链条的链节之间的啮合来传递运动和动力。
与带传动相比,链传动能保持准确的平均传动比,能在高温及油污恶劣和多灰尘环境下工作,使用寿命长、传动效率高、故障率低,因此在很多输送机构中都采用链传动机构。
而设计链传动又是章节里的重点和难点,如何有效提升该课程的教学效果,采用合理的教学方法是教学探索的问题。
因此本文主要基于SolidWorks 软件,利用第三方插件麦迪三维设计工具集,对链传动进行了设计计算,利用计算出来的参数自动生成三维模型来达到教学目的。
1基于SolidWorks 进行链传动设计背景链传动是一种重要的传动机构,链传动设计一方面要求学生运用手册查阅资料、解决实践问题的能力;另一方面由于机械设计过程一般步骤较多,计算量大、公式复杂、学生要化很多的时间在计算和查表里,浪费大量时间,如链长长度计算。
这样学生往往会觉得枯燥、繁琐、从而失去学习兴趣。
而在实际教学中,往往以讲解原理为主,在练习中,也以简单的计算为主,涉及手册的使用较少。
《机械设计基础》教材在设计好链传动有关尺寸后,并没有实体建模的环节,而3D 建模也是分在其它课程中,往往使现有设计尺寸和建模的例子是相互脱节的,学生缺少及时的系统训练,学生做不到学以致用,未能形成综合能力。
由于专业综合能力训练不足,导致学生毕业时对自己的专业能力没有信心,影响就业质量。
2基于SolidWorks 进行链传动设计实践为了让学生更好掌握链传动的工作原理、特点和应用,能查阅有关标准、规范、手册等有关技术资料,进行链传动设计、强度计算和校核,并进行建模,很多教育工作者和技术人才不断地在追求各种方法和技术手段,开发了《机械设计手册软件版》和建模软件SolidWorks 的第三方插件麦迪三维设计工具集等来进行辅助机械设计。
链条制造的原理
链条制造是一种传统的机械加工工艺,用于制造各种链条产品,如传动链条、牵引链条、起重链条等。
链条制造的原理主要涉及到材料选择、拉拔加工、组装和表面处理等多个环节。
首先,链条制造的第一步是选择合适的材料,一般使用高强度的合金钢或碳素钢。
这些钢材具有优异的机械性能,如高的拉伸强度、硬度和耐磨性,适用于链条在高负荷和高速环境下的工作条件。
第二步是拉拔加工,这是链条制造的关键工艺。
拉拔是将钢材通过金属模具逐渐拉长和形状变化的过程。
拉拔机通过锥形模具将钢材拉拔到所需的尺寸和形状,并且在拉拔的过程中可以使钢材的内部晶粒细化,提高链条的强度和韧性。
拉拔加工过程中,需要进行多道次的拉拔,每次拉拔都会对钢材造成一定程度的塑性变形,因此需要通过多次回火处理来消除内应力,保证链条的稳定性和可靠性。
回火是通过加热和保持一段时间,然后冷却的方式,将马氏体转变为具有明确晶界的组织。
第三步是组装,链条由许多个单元组成,每个单元由内、外板、销轴等零部件组成。
在组装过程中,需要确保每个单元的尺寸和位置都符合设计要求,并且要确保链条各个单元之间的连接牢固和灵活,以保证链条的正常工作。
最后一步是表面处理,链条经过拉拔和组装后,表面可能会有一些粗糙度和不光滑的瑕疵。
为了提高链条的外观质量和耐腐蚀性,通常会进行表面处理。
常用的表面处理方法包括电镀、镀锌、热处理等,这些方法可以提高链条的防锈性和抗腐蚀性,延长链条的使用寿命。
总之,链条制造的原理主要包括材料选择、拉拔加工、组装和表面处理等多个环节。
通过这些工艺步骤,可以制造出质量优良、性能稳定的链条产品,满足各种行业的需求。
工业链条制作工艺流程英文回答:Industrial chain production processes vary depending on the specific type of chain being manufactured. However, I will provide a general overview of the typical steps involved in producing an industrial chain.Firstly, the production process begins with the selection and preparation of the raw materials. The materials used in chain production can vary, but commonly include steel or other metals. These materials arecarefully inspected for quality and then prepared for further processing.Next, the raw materials undergo a series of shaping and forming processes. This may involve heating the materials to a specific temperature and then using various machines and tools to shape them into the desired chain components. For example, a roller chain may require the forming ofindividual links and rollers.After the shaping process, the chain components are typically assembled. This can involve connecting the links, attaching the rollers, and adding any necessary attachments or accessories. The assembly process requires precision and attention to detail to ensure that the chain functions properly.Once the chain is assembled, it undergoes a series of quality control checks. This may include testing the strength and durability of the chain, as well as checking for any defects or imperfections. Any issues identified during this stage are addressed and corrected before proceeding to the next step.After passing the quality control checks, the chain is typically treated to enhance its performance and longevity. This may involve heat treatment processes to increase the hardness and strength of the chain, or surface treatments such as coating or plating to improve corrosion resistance.Finally, the finished chains are packaged and prepared for distribution. This may involve labeling, boxing, and palletizing the chains for shipment to customers or distribution centers. The packaging process ensures that the chains are protected during transportation and ready for use upon arrival.中文回答:工业链条的制作工艺流程因所生产的具体类型而异。
链条加工工艺流程The process of chain production involves several key steps that contribute to the overall quality and durability of the final product. 链条生产的过程涉及几个关键步骤,这些步骤对最终产品的质量和耐用性起着至关重要的作用。
The first step in the chain production process is the selection of high-quality raw materials. 选择高质量的原材料是链条生产过程中的第一步。
The chosen raw materials must possess the required strength, durability, and resistance to wear and tear in order to meet the standards of the final product. 选择的原材料必须具有所需的强度、耐用性和抗磨损性,以满足最终产品的标准。
Once the raw materials have been carefully selected, they undergo a series of processing steps such as cutting, shaping, welding, and heat treatment to form the individual chain links. 一旦原材料被精心挑选出来,它们经历一系列的加工步骤,如切割、成形、焊接和热处理,形成单个链环。
Each chain link is then meticulously inspected for any defects or imperfections before being assembled into the final chain. 在将每个链环组装成最终的链条之前,都会仔细检查是否有任何缺陷或瑕疵。
链条加工工艺1、热处理:在热处理设备中,在高温下采用各种辅助介质,改善零件的组织结构,提高各种物品性能。
2、渗碳:将零件置在热处理设备中加热至一定温度并保温一定时间,再通入含碳介质,将碳渗入零件表面,以提高链条硬度和耐磨性能。
3、淬火:零件在热处理设备中加热到一定温度后,保温一定时间,然后按照要求在不同的介质中冷却,从而提高零件硬度。
4、回火:经过淬火后的零件在热处理设备中以一定的温度进行加热,并保温一定时间后冷却。
零件经过回火可以降低淬火硬度,消除淬火应力,提高韧性。
5、发黑:采用高分子有机聚合原理,利用热处理工艺过程中回火余热成膜发黑。
发黑后工件带有光泽,耐腐蚀,防锈性能强;降低劳动强度,改善生产环境。
6、发蓝:把零件加热至一定的温度后,经过化学水溶液冷却,皂化,使零件表面颜色呈现蓝色。
经过发蓝处理的链条外观美观,还有防锈的作用。
不足之处就是这些化学水溶液对环境造成很大的污染。
7、喷丸:表面处理的一种,根据需要采用一定直径的钢丸喷打在零件表面,形成均匀的小凹坑,以提高链条的表面疲劳强度。
8、磷化:将零件浸置在一定温度的磷化液内,使零件表面形成磷化层,可使零件表面颜色呈现黑色或灰色,提高链条美观的同时达到防腐的目的。
这些磷化液可循环利用,对环境污染较轻。
9、镀镍:采用电镀或化学镀镍的方法,在零件表面形成镀镍层,镀镍层既可以美观链条,又可以防腐。
镀镍链条一般用在露天场合。
10、镀锌:采用电镀或化学镀锌的方法,在零件表面形成镀锌层,镀锌层既可以美观链条,又可以防腐。
镀锌链条一般适用于露天场合。
11、上油:链条上油后可以防止链条生锈,而且更有光泽。
12、上脂:链条上脂后可以防止链条生锈,而且更有光泽。
(在维护时不便上油的,使用油脂)13、不锈钢:不用上油上脂,清洁卫生。
链条的传动原理介绍及SolidWorks制作过程 一、链传动概述 链传动由两个链轮和绕在两轮上的中间挠性件——链条所组成。
靠链条与链轮之间的啮合来传递两平行轴之间的运动和动力,属于具有啮合性质的强迫传动。
其中,应用最广泛的是滚子链传动。
图链传动简图图链条实物 与带传动、齿轮传动相比,链传动的主要特点是:没有弹性滑动和打滑,能保持准确的平均传动比,传动效率较高(封闭式链传动传动效率=0.95~0.98);链条不需要象带那样张得很紧,所以压轴力较小;传递功率大,过载能力强;能在低速重载下较好工作;能适应恶劣环境如多尘、油污、腐蚀和高强度场合。
但链传动也有一些缺点:瞬时链速和瞬时传动比不为常数,工作中有冲击和噪声,磨损后易发生跳齿,不宜在载荷变化很大和急速反向的传动中应用。
图滚子链结构 滚子链由内链板1、外链板2、销轴3、套筒4和滚子5组成。
销轴3与外链板2、套筒4与内链板1分别用过盈配合联接。
而销轴3与套筒4、滚子5与套筒4之间则为间隙配合,所以,当链条与链轮轮齿啮合时,滚子与轮齿间基本上为滚动摩擦。
套筒与销轴间、滚子与套筒间为滑动摩擦。
链板一般做成8字形,以使各截面接近等强度,并可减轻重量和运动时的惯性。
链传动的使用范围是:传动功率一般为100kW以下,效率在0.92~0.96之间,传动比i不超过7,传动速度一般小于15m/s。
滚子链是标准件,其主要参数是: 链节距p,它是指链条上相邻两销轴中心间的距离。
GB1243.1-83规定滚子链分A、B两个系列。
表中的链号数乘以25.4/16即为节距值,表中的链号与相应的国际标准一致。
滚子链的标记方法为: 链号-排数×链节数,标准编号。
例如16A-1×80GB1243.1-83,即为按本标准制造的A系列、节距25.4mm、单排、80节的滚子链。
链条除了接头和链节外,各链节都是不可分离的。
链的长度用链节数表示,为了使链条连成环形时,正好是外链板与内链板相连接,所以链节数最好为偶数。
表滚子链的规格及主要参数(摘自GB1243.1-83) 注:(1)极限拉伸载荷也可用kgf表示,取1kgf=9.8N; (2)过渡链节的极限拉伸载荷按0.8Q计算。
把一根以上的单列链并列、用长销轴联接起来的链称为多排链,链的排数愈多,承载能力愈高,但链的制造与安装精度要求也愈高,且愈难使各排链受力均匀,将大大降低多排链的使用寿命,故排数不宜超过4排。
当传动功率较大时,可采用两根或两根以上的双排链或三排链。
为了形成链节首尾相接的环形链条,要用接头加以连接。
链的接头形式见图12.4。
当链节数为偶数时采用连接链节,其形状与链节相同,接头处用钢丝锁销或弹簧卡片等止锁件将销轴与连接链板固定;当链节数为奇数时,则必须加一个过渡链节。
过渡链节的链板在工作时受有附加弯矩,故应尽量避免采用奇数链节。
图链接头 链轮齿形必须保证链节能平稳自如地进入和退出啮合,尽量减少啮合时的链节的冲击和接触应力,而且要易于加工。
常用的链轮端面齿形见下图所示。
它是由三段圆弧aa、ab、cd和一段直线bc构成,简称三圆弧一直线齿形。
齿形用标准刀具加工,在链轮工作图上不必绘制端面齿形,只需在图上注明“齿形按3RGBT1244-1985规定制造”即可,但应绘制链轮的轴面齿形,见图,其尺寸参阅有关设计手册。
工作图中应注明节距p、齿数z、分度圆直径d(链轮上链的各滚子中心所在的圆)、齿顶圆直径da、齿根圆直径df。
图滚子链链轮端面齿形图滚子链轴面齿形二、链轮设计1. 单排小链轮设计 根据表2-1和表2-2得到小链轮的设计数据:齿数Z1=19、分度圆直径d=77.16、分度圆舷高取3、齿根圆直径d f=69.21、齿侧凸缘直径dg=62.79、选用08A型链条,链条节距P=12.7、滚子最大外径dr=7.95、内链节内宽最小7.8 5。
表2-1链轮设计参数 表2-2链轮设计数据(1)建立新文件。
单击标准工具栏上的“新建”图标按钮?“零件”?“确定”。
(2)绘制草图1。
从特征管理器中选择“前视基准面”??草图,进入草图绘制界面。
用“圆”工具绘制出三个同心圆,圆心与原点重合。
用“构造几何线”工具将三个转换成构造线,如图2-1所示。
用“中心线”工具绘制出三条直线,他们的起点都与原点重合,终点都与圆重合,右边的一条竖直约束,如图2-2所示。
用“添加几何关系”工具,将图2-3中箭头所指的二个点和直线作“对称”约束。
用“中心线”工具绘制三条直线,他们的起点终点都落在圆上,右边的直线作水平约束,如图2-4所示。
用“添加几何关系”工具,将图2-5中箭头所指的二条直线作“垂直”约束。
用“添加几何关系”工具,将图2-6中箭头所指的二条直线作“相等”约束。
用“添加几何关系”工具,将图2-7中箭头所指的二条直线作“垂直”约束。
用“智能尺寸”工具标注出如图2-48所示的角度尺寸,在尺寸修改框中输入360/19,然后单击确定按钮。
图2-1绘制草图1 图2-2绘制三条构造线图2-3加入对称约束 图2-4绘制三条构造线图2-5加入垂直约束图2-6加入相等约束 图2-7加入垂直约束图2-8标注角度尺寸用“智能尺寸”工具标注出如图2-9所示的尺寸。
用“圆”工具绘制出一个圆,圆心落在直线的端点上,如图2-10所示。
用“添加几何关系”工具,将图2-10中箭头所指的二个圆作“相切”约束。
用“三点弧”工具,绘制出一条圆弧,起点落在直线的端点上,终点落在圆上,如图2-11所示。
用“添加几何关系”工具,将图2-11中箭头所指的圆弧和点作“重合”约束。
用“添加几何关系”工具,将图2-12中箭头所指的圆和圆弧作“相切”约束。
图2-9标注尺寸图2-10绘制圆 图2-11加入重合约束图2-12加入相切约束 图2-13镜向草图图2-14修剪草图 选择图2-13中箭头所指的圆弧和直线,选择时按住“Ctrl”键,然后在工具栏中单击“镜向”工具,将选中的草图镜向。
用“剪裁实体”工具修剪圆,修剪后的草图如图2-14所示。
用“三点弧”工具,绘制出一条圆弧,圆弧的起点和落点分别落在尺寸11直线的两端点上,如图2-15所示。
用“智能尺寸”工具标注出分度圆的直径从动尺寸77.16,标注出齿顶圆的直径从动尺寸83.16,这个数值在85.08到80.84之间,符合设计要求。
标注链条滚子的最大外径从动尺寸7.9 5,这个尺寸不能小于7.95。
如图2-16所示。
单击图标退出绘制草图。
图2-15绘制图弧图2-16标注从动尺寸 图2-12绘制草图2 图2-13镜向草图图2-14标注尺寸(3)绘制草图2。
从特征管理器中选择??,进入草图绘制界面。
用“中心线”工具绘制出一条竖线和三线水平线,竖线的起点与原点重合,上面二水平线的右端点与竖线重合,下面一条水平线的左端点与原点重合。
用“直线”工具绘制出二条水平线和一条竖线,上面一条水平线右端点与竖线端点重合,下面一条水平线右端点与原点重合,左端点与竖线下端点重合。
如图2-12所示。
选择刚画的二条水平线和一条竖线再加一条中心线,选择时按住“Ctrl”键,然后在工具栏中单击“镜向”工具,将选中的草图镜向。
如图2-13所示。
用“智能尺寸”工具标注出如图2-14所示的尺寸。
图2-15标注尺寸图2-16绘制二条圆弧用“智能尺寸”工具标注出如图2-15所示的尺寸。
用“三点弧”工具,绘制出二条圆弧,他们的起点和终点分别落在直线的端点上,如图2-16所示。
用“添加几何关系”工具,将图2-17中箭头所指圆弧和点作“重合”约束。
用“添加几何关系”工具,将图2-18中箭头所指的二条圆弧作“相切”约束。
绘制好的的草图2如图2-19所示。
注意尺寸7.5,这个尺寸不能大于内链节内宽值7.85。
单击图标退出绘制草图。
图2-17加入重合约束图2-18加入相切约束 (4)建立“旋转1”。
在特征管理器中选择草图2,然后在特征工具栏中单击“旋转”图标,系统弹出“旋转”属性管理器,在“旋转轴”输入框中输入水平构造线作为旋转轴,在“旋转类型”选择框中选择“单向”,在“角度”输入框中输入360,其它采用默认设置如图2-20所示。
单击“确定”图标按钮完成建模。
图2-19镜向草图 图2-20旋转属性管理器 图2-21切除拉伸1属性管理器 (5)建立“拉伸切除1”。
在特征管理器选择草图1,然后在特征工具栏中单击“拉伸切除”图标,系统弹出“拉伸切除”属性管理器,在“方向1”栏的“终止条件”选择框中选择“两侧对称”,在“深度”输入框中输入20,其它采用默认设置,如图图2-21所示。
单击“确定”图标按钮完成建模。
(6)建立“圆周阵列”。
将特征尺寸显示出来。
在特征工具栏中单击“圆周阵列”图标,系统弹出“圆周阵列”属性管理器,在“旋转轴”输入框中单击,输入框变成红色,在绘图区选择角度尺寸18.9,勾选“等间距”选项,在“阵列数”输入框中输入19,在“要阵列的特征”输入框中单击,输入框变成红色,在绘图区展开特征树选择“切除拉伸1”特征,其它采用默认设置。
如图2-22所示。
单击“确定”图标按钮完成圆周阵列。
图2-22圆周阵列属性管理器 图2-23绘制草图3图2-24加入相切约束图2-25标注尺寸 (7)绘制草图3。
从特征管理器中选择??,进入草图绘制界面。
用“圆”工具绘制出一个圆,圆心与原点重合。
用“矩形”工具绘制出一个矩形。
用“中心线”工具绘制出一条水平线,水平线的起点和终点分别落在矩形竖边的中点上。
如图2-23所示。
用“添加几何关系”工具,将图2-24中箭头所指的水平线和圆作“相切”约束。
用“智能尺寸”工具标注出如图2-25所示的尺寸。
单击图标退出绘制草图。
图2-26切除拉伸2属性管理器 (8)建立“拉伸切除2”。
在特征管理器选择草图3,然后在特征工具栏中单击“拉伸切除”图标,系统弹出“拉伸切除”属性管理器,在“方向1”栏的“终止条件”选择框中选择“两侧对称”,在“深度”输入框中输入20,单击“所选轮廓”输入框,输入框变成红色,将鼠标移到圆轮廓上单击选中,再将鼠标移到矩形轮廓上单击选中。
其它采用默认设置,如图图2-26所示。
单击“确定”图标按钮完成建模。
图2-27倒角属性管理器 (9)建立“倒角”。
在特征工具栏中单击“倒角”图标,系统弹出“倒角”属性管理器,在“倒角参数”输入框中输入模型的8条边。
选择倒角类型为“角度距离”,在“距离1”输入框中输入1,在“角度”输入框中输入45,其它采用默认设置如图2-27所示。
单击“确定”图标按钮。
图2-28圆角属性管理器 图2-29建好的小链轮模型 (10)建立“圆角”。
在特征工具栏中单击“圆角”图标,系统弹出“圆角”属性管理器,选择“圆角类型”为“等半径”,在“圆角半径”输入框中输入0.5,在“边线、面、特征和环”输入框中输入模型的二条边,其它采用默认设置如图2-28所示。