螺纹孔底孔尺寸表
- 格式:docx
- 大小:15.37 KB
- 文档页数:3
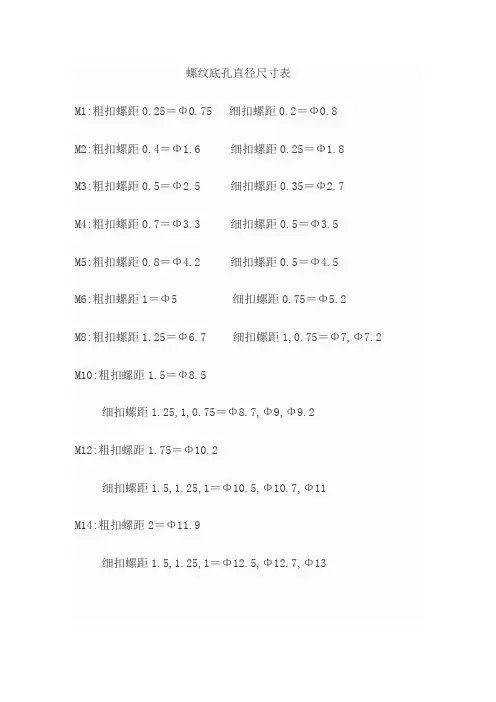
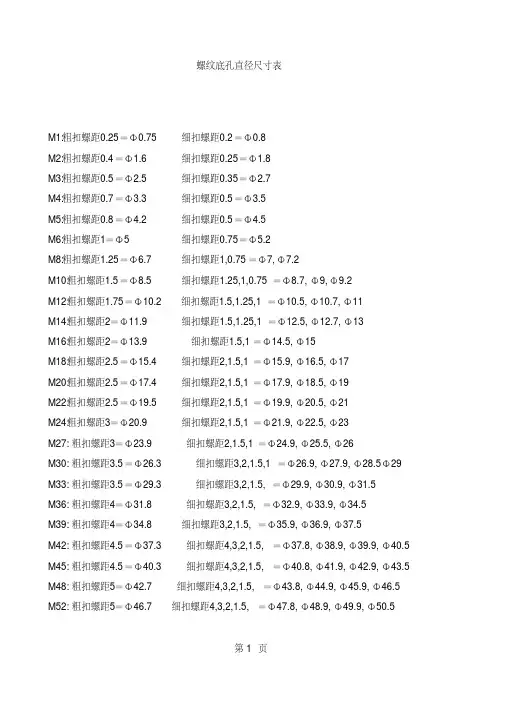
螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7细扣螺距1,0.75=Φ7,Φ7.2 M10:粗扣螺距1.5=Φ8.5细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27:粗扣螺距3=Φ23.9细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30:粗扣螺距3.5=Φ26.3细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36:粗扣螺距4=Φ31.8细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39:粗扣螺距4=Φ34.8细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42:粗扣螺距4.5=Φ37.3细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45:粗扣螺距4.5=Φ40.3细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48:粗扣螺距5=Φ42.7细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52:粗扣螺距5=Φ46.7细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm:Dz=d-tt>1mm:Dz=d-(1.04~1.06)t式中t螺距(毫米)Dz攻丝前钻头直径(毫米)d螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大。
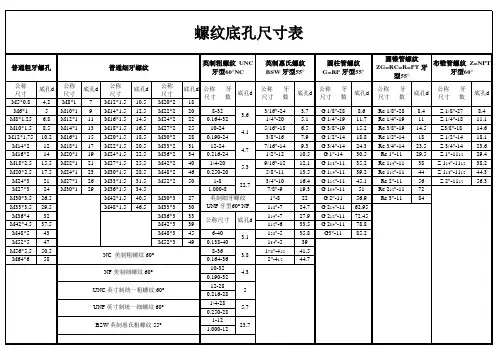
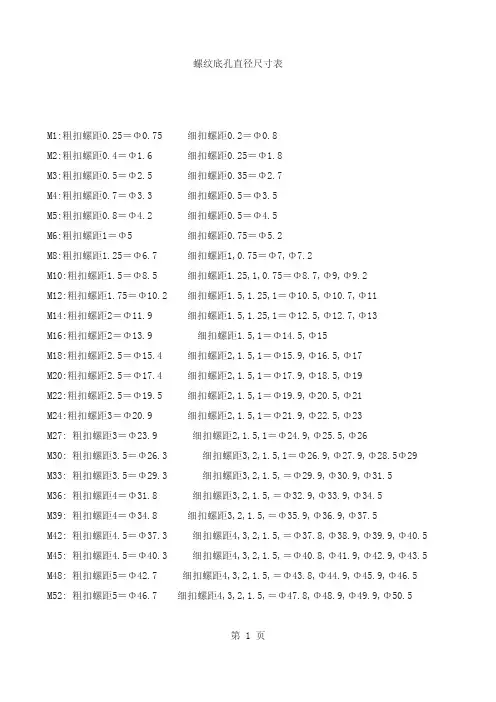
螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5第 1 页螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大.第 2 页。

螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米) 生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大.。
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。
本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。
主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。
螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。
对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。
轻巧紧凑的理想结构部件。
在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。
为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。
因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。
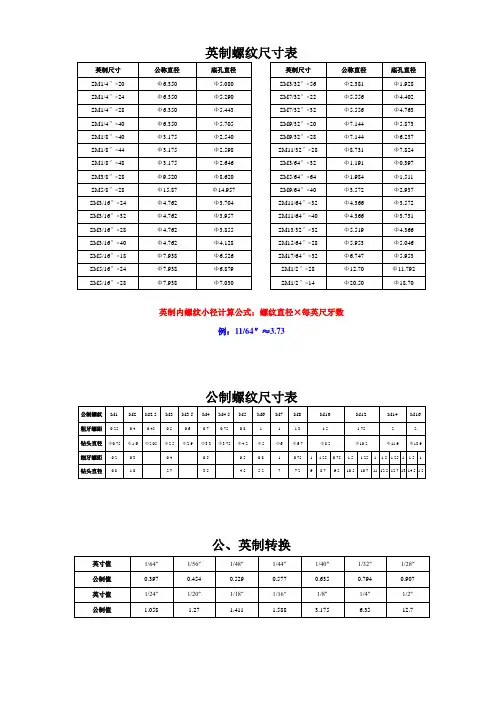
1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。
通常计
算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。
冲压工艺可以解决这个问题。
一般较厚的材料,小孔多为小孔,即冲孔螺纹底孔的直径dz≤t或略大于t,见表2。
螺纹连接的最小有效长度取决于螺纹直径和螺距,并与联轴器的材料类型密切相关。
表2厚板冲孔小螺纹底孔参数(中碳钢冲孔件)冲孔材料厚度t(mm)螺钉直径d螺距tL(mm)底孔直径dz(mm)所需最小螺纹连接长度Lmm(mm)3 M2 M3 M4 0.4 0.5 0.7 1.6 2 2.5 3 3 1.7 2 2.6 4 M3 M4 M5 0.5 0.7 0.8 2 2 2.5 4 4 4.2 2 2 2 2.63.2.2 2 2 24.2.2 M4 M5 M5 M5 M6 0.7 0.8.8.3 3 3.3 3 3.3 3 3 3 3 6 6 6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 2 2 2 2
1.2 1 1.2 1.2 1.2 1.2 1.5 1.5 4.4 4 4.2 6 6 6 6 6 6 7 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 M14 M14 4 4 4 4 1.7 1 1.75 2 2 2 2 2 2 1 1.5 2 1.5 1.7.7 7 7 7 7 7 7 7 7 7 7 7 7 77 5 12 M10 M12 M14 M16 M18 M20 1.5 1.75 2 2
2.5 2.5 8.5 10.2 11.9 1
3.9 15.4 17.4 5 5.7 6 6.8 7 7.8 8 8 8.5 9.6 10.5由表2可以看出,对于一些t≥3-12mm的中厚板冲压件,材料厚度可以满足中螺纹直径的紧螺纹连接要求。
螺纹连接的长度。
因此,可以用冲孔的方法,对小孔或螺纹孔进行精密冲孔。
螺纹底孔不仅要求更严格的尺寸,而且孔壁垂直平直。
否则,攻丝时,由于丝锥又薄又长,冲孔孔壁经冷加工硬化,容易磨损和断裂。
因此,标准间隙或大间隙冲孔一般不能满足攻丝要求,除非增加铰孔或铰孔工序。
这显然不是经济学。