成功实现给煤机与强力胶带输送机联锁控制(通讯稿件)
- 格式:doc
- 大小:24.50 KB
- 文档页数:2

基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用【摘要】本文针对基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用进行了深入研究。
在对胶带运输机控制系统及PLC技术应用进行了概述。
在分析了胶带运输机控制系统设计要求,连锁功能在系统中的作用,以及PLC实现连锁功能的原理和设计方案。
同时探讨了连锁功能在胶带运输机控制系统中的应用情况。
在总结了基于PLC实现的连锁功能在胶带运输机控制系统中的优势,并展望了未来发展方向。
通过本研究,可以有效提高胶带运输机的控制效率和安全性,为工业生产提供更加可靠的技朧支持。
【关键词】胶带运输机,PLC技术,连锁功能,控制系统设计,原理,设计方案,优势,未来发展方向1. 引言1.1 胶带运输机控制系统概述胶带运输机控制系统是一种用于自动化生产线中物料输送的设备,通常由多个传动器件、电机、传感器和控制器组成。
其工作原理是通过控制系统对输送带的速度、方向和停止进行精确控制,以实现物料的顺畅输送和定位。
胶带运输机控制系统在工业生产中扮演着至关重要的角色,可以提高生产效率、减少人力成本、同时也有助于提高产品质量和生产安全性。
胶带运输机控制系统的主要功能包括控制输送带的启动、停止、速度调节,同时根据物料的需要进行输送方向的控制。
通过PLC技术的应用,可以实现胶带运输机控制系统的智能化和自动化,提高了系统的稳定性和可靠性。
与传统的控制方法相比,基于PLC的胶带运输机控制系统具有更灵活、更高效的特点,能够根据实际生产需求进行灵活调整和升级。
在工业自动化生产中,胶带运输机控制系统已成为不可或缺的重要设备之一。
1.2 PLC技术在工业控制中的应用PLC技术即可编程逻辑控制器,是工业控制领域中常用的自动化控制设备。
PLC技术在工业控制中的应用已经相当广泛,它具有可编程性强、稳定性高、扩展性好等特点,因此在各种工厂生产线中被广泛应用。
PLC技术在工业控制中的应用涵盖了各个领域,比如机械制造、汽车生产、化工工艺、食品加工等。
煤矿生产中用PLC控制胶带输送机初探【摘要】某矿胶带运输系统线路长、岗位多、联络环节多,针对这些特点,该矿采用了plc集中控制系统控制煤矿胶带输送机,从而实现了主煤流系统的集中控制和胶带输送机的安全高效运行,取得了明显的经济效益。
【关键词】胶带输送机;plc;集中控制;工作原理引言某矿由于采区开拓不断延深,井下输煤主要运输工具——强力胶带输送机和各采区胶带输送机需要不断延长,煤流的转载90%是由采区胶带输送机直接转载到主胶带输送机上,这样就形成运输系统线路长、岗位多、联络环节多等特点,人员分散,不利于安全生产和科学管理。
为解决该问题,并根据煤矿运输标准化管理的需要,达到设备安全可靠运行以及减人提效目的,该矿使用plc集中控制系统来控制胶带输送机,该集中控制系统采用kxj-0.25/660/380/127矿用隔爆兼本安型plc,通过集中控制和工业电视相结合,对井下主煤流强力胶带输送机和振动给煤机及煤仓煤位计等相关设施进行监测,实现了主煤流系统的集中控制。
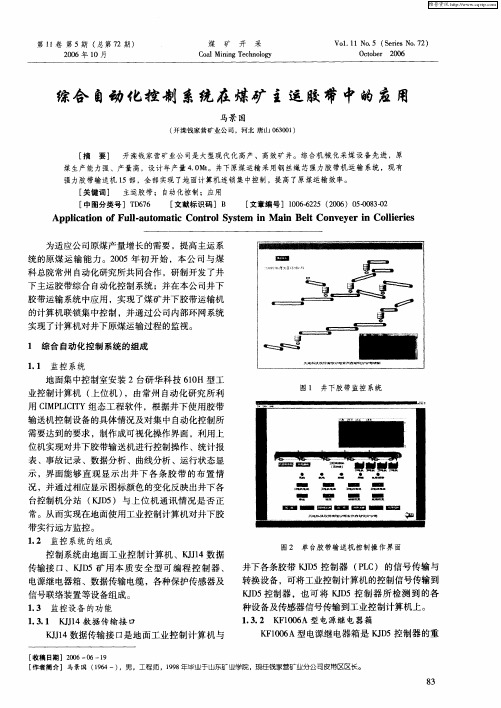
1 系统组成plc集中控制系统由地面控制中心、传输线路、井下分站、相关保护装置等部分组成。
结合该矿的实际要求,本着方便安装的原则,该plc集中控制系统采用西门子s7-300系列plc。
该煤矿公司共有12条胶带和5个煤仓安装了plc控制系统,其中北翼4条胶带和北翼煤仓、南翼5条胶带和南翼1号、南翼2号、南翼3号煤仓、石门2条胶带和石门煤仓外加1条三水平暗斜井胶带。
以南翼5部、南翼4部和南翼3号仓为例,南翼5部胶带输送机和南翼4部胶带输送机以及南翼3号煤仓构成一个小的局部闭环回路,煤仓煤位的高低可以通过人为设置极限值,当煤位达到高或低的极限值时要求必须立刻停止胶带输送机运行。
本着逆煤流开、顺煤流停的设计理念,在胶带与胶带之间可以设置有联锁和单机启动,同时安装胶带的六大保护装置,即堆煤、温度、烟雾、速度、跑偏和自动洒水装置;为了突出该系统的优越性和科技性,增加了对一些重要数据的实时掌握功能,如电动机的电压和电流等,在每部胶带输送机的落煤点设置了工业视频头,该视频头信号采用点对点的光纤模拟量传输方式,能保证现场信号和地面集控人员所看一致。

胶带运输机集中控制系统在煤矿中的应用摘要:本文介绍了KHP-144型胶带运输机集中控制系统,该系统设置一台具有嵌入式本安主控制器的微机监控台,PLC控制箱和多台控制分站,实现了对皮带运输系统的集中控制,取得了减员提效、可靠先进的效果。
关键词:皮带运输机集中控制保护1 系统的组成由1台THK-I型矿用本安型微机监控台,主控制器通过总线将各皮带沿线的控制箱连接起来。
此设备可实现对胶带机的集控控制和检修控制,就地控制;6台XJD-5/1140矿用多功能微机控制箱、多台KBT 总线式急停闭锁开关、语音通讯及各种总线式保护传感器组成。
分站除实现单条胶带机(设备)的正常开停、以及故障急停等控制功能外,还可以接受主站的远控命令,同时具备完善的保护和信号联络功能。
2 监控对象2.1 监测信号(1)各胶带机的保护信号,即打滑、超速、堆煤、烟雾、跑偏、急停闭锁、温度、洒水、纵撕信号等;(2)主电机的开停、制动闸的状态;(3)主电机的故障状态;(4)前方设备的联锁;(5)急停闭锁的动作地点,以及主机电流和各部温度等。
2.2 控制信号(1)主电机的开停制动闸的控制、预告控制、洒水控制等;(2)后方胶带机的联锁。
(3)各给煤机的开停。
3 系统技术性能3.1 工作方式;集控、就地、检修A集控:系统具备接收来自主站的起车和停车指令,自动按顺序起动、运行、联锁与保护、停车全过程的控制和监测方式。
b就地:分站将工作方式设置为就地自动控制时,则胶带机(给煤机)的起停直接由XJD-5/1140型微机控制箱控制,该分战不受控制室监控主站的遥控,即不接受主站的控制命令,但仍将各种状态及保护信号传给主站;这样主站仍可监测该分站。
C检修:分站将工作方式设置为检修控制时,则胶带机(给煤机)的起停直接由XJD-5/1140型微机控制箱控制,该分战不受控制室监控主站的遥控,即不接受主站的控制命令,但仍将各种状态及保护信号传给主站;这样主站仍可监测该分站。
输煤皮带机与给煤机闭锁控制技术的研究公司3个火车装车仓,每个火车装车仓安装4台给煤机,装车仓距离火车装车站的直线距离为2000m,火车装车仓下的给煤机原设计采用就地控制,实际火车装车时,由于输煤系统故障、装车站设备故障或装车集控员与列车司机配合不到位等原因,时常需急停给煤机;同时,在装车站缓冲仓煤量小的情况下,为实现快速装车,需及时开启给煤机,保证皮带机的输煤量满足装车要求,给煤机就地控制时火车装车集控员与装车仓给煤机司机之间通过对讲机通知给煤机司机及时开停给煤机,由于停哪一台给煤机时通过对讲机进行信息的传输,造成给煤机开停不及时,皮带转速快,装车站缓冲仓满仓,需急停皮带机,由于不能远程控制给煤机,皮带机停机,但给煤机仍继续运行,造成各部皮带机头大量的煤炭堆积,影响安全正常装火车,为此,研究皮带输煤量闭锁控制技术。
1.1项目概况项目主要研究皮带机输煤量控制的信号传输、转换、工业交换等技术,并上传至皮带机远程集控PLC控制系统,通过皮带机集控PLC实现皮带机输煤量的远程控制、皮带机运行与输煤量的闭锁控制。
1.2项目实施过程对项目的可行性进行研究,敷设光缆,安装在给煤机控制室、皮带机集控室分别安装光电转换开关,在皮带机集控室安装工业交换机,并将交换机信号上传至皮带机PLC集控系统。
并对光电转换开关、光缆、工业交换机进行选型、匹配设计。
2 技术总结(一)项目实施的背景及其目的、意义公司3个火车装车仓,每个火车装车仓安装4台给煤机,装车仓距离火车装车站的直线距离为2000m,原火车装车仓下的给煤机采用就地控制,实际火车装车时,由于输煤系统故障、装车站设备故障或装车集控员与列车司机配合不到位等原因,时常需急停给煤机,此时,火车装车储煤仓给煤机仍处于重载运行中,给煤机给煤量大,紧急停皮带机后再停给煤机,有一定的时间间隔,有时由于疏忽未能及时停给煤机,造成大量的煤炭堆积在给煤机落料口的皮带机周围,无法再次启动变频皮带机,需人工清理落煤,职工劳动强度大,延误火车装车,造成铁路部门罚款,为此研究火车储煤仓给煤机与输煤皮带闭锁控制的优化,避免火车装车延时罚款;同时,在装车站缓冲仓煤量小的情况下,为实现快速装车,需及时开启给煤机,保证皮带机的输煤量满足装车要求,给煤机就地控制时火车装车集控员与装车仓给煤机司机之间通过对讲机通知给煤机司机及时开停给煤机,由于停哪一台给煤机时通过对讲机进行信息的传输,造成给煤机开停不及时,皮带转速快,装车站缓冲仓满仓,需急停皮带机,造成各部皮带机头大量的煤炭堆积,影响安全正常装火车,为此,研究火车装车仓给煤机远程控制技术,由装车站集控员根据需要及时远程开停给煤机。
试论煤矿胶带运输机的机电一体化改造1. 引言1.1 背景介绍煤矿胶带运输机是煤矿生产中常用的一种输送设备,其作用是将煤矿从矿井口运输到煤矿生产区。
而传统的煤矿胶带运输机多为机械设备,存在运行效率低、能耗高、维护成本大等问题。
为了提升煤矿胶带运输机的运行效率和性能,机电一体化改造成为一个重要的技术手段。
机电一体化改造是指在传统机械设备的基础上,通过引入先进的电子控制技术,实现设备的智能化和自动化控制。
通过机电一体化改造,可以实现煤矿胶带运输机的运行状态实时监测、远程控制、智能化自适应调节等功能,从而提高设备的运行效率和安全性。
煤矿胶带运输机的机电一体化改造具有重要的意义和巨大的应用前景。
通过改造,不仅可以提高煤矿生产的效率和质量,降低生产成本,还可以减少人工干预,减少事故的发生率,提高煤矿生产的安全性和可靠性。
煤矿胶带运输机的机电一体化改造具有非常重要的实践意义和科研价值。
1.2 研究意义煤矿胶带运输机是煤矿生产中重要的输送设备,其运行状态直接关系到煤矿生产效率和安全。
随着煤矿行业的发展和现代化要求的不断提高,传统的煤矿胶带运输机已经难以满足当前煤矿生产的需求。
进行机电一体化改造具有重要的研究意义。
机电一体化改造可以提高煤矿胶带运输机的智能化程度,实现运输过程的自动化控制和优化调度,大大提升了煤矿生产的效率和安全性。
通过机电一体化改造可以实现设备的信息化管理和远程监控,及时掌握设备运行状态,预防故障发生,降低维护成本。
机电一体化改造还可以提高设备的稳定性和可靠性,延长设备的使用寿命,减少设备的能耗,降低煤矿生产成本。
研究机电一体化改造煤矿胶带运输机具有重要的意义,不仅可以提升煤矿生产的效率和安全性,还可以降低生产成本,推动煤矿行业的可持续发展。
本文旨在探讨煤矿胶带运输机机电一体化改造的技术路径和优势,为煤矿胶带运输机的现代化改造提供参考和借鉴。
1.3 研究现状煤矿胶带运输机是煤矿生产中至关重要的设备之一,其运输效率直接影响到整个生产系统的运行效果。
关于煤矿东xx集中运输巷和xxx集中运输巷胶带机集中控制方案批复的请示集团公司机电运输部:我矿主运输线胶带输送机(东xx集中运输巷、xxx集中运输巷)控制均采用单台人工启停方式。
中间环节多、运输路线长,胶带司机无法掌握运输线上煤量的变化情况,经常出现胶带机无煤空转,造成电力浪费和设备磨损。
现将主运线胶带输送机集控方案上报您部,请批示。
附件1:《xxx集中运输巷胶带机集中控制方案》附件2:《xxx集中运输巷胶带机集中控制方案》东xx集中运输巷胶带机集中控制方案一、东21集运巷概况:东xx集中运输巷有四部带式输送机。
第一部皮带主机型号:DSJ80/40/2×55输送机长度280米。
输送机主机保护型号:KHP168。
厂家:宿州华科。
控制器型号:真空交流软启动器QJR-250/660。
厂家:电光防爆科技有限公司。
其他三部皮带机型号:DSJ80/40/2×40。
第二部输送长度180米,其余两部输送长度280米。
现在每班配司机4名。
二、胶带机集中控制的必要性1、东xx集中运输巷现有的胶带输送机控制采用单台人工启动方式,由于中间环节多、运输路线长,胶带司机无法掌握运输线上煤量的变化情况,经常出现胶带机无煤空转,造成电力浪费和设备磨损。
2、现每部胶带输送机配备1名司机,实现集控后能有效地降低人员配备、提高生产效率。
3、皮带机频繁启动,对皮带机、启动器损坏较大。
三、胶带机集控实现功能1、集控系统控制方式多样:集控后该系统具有单控、集控和检修三种模式。
2、启停车操作:操作人员可根据现场运输需要灵活开停任意一条皮带机,需要停车时也能及时将皮带机停车,避免皮带机空转带来的电能浪费和皮带磨损,延长了皮带机的使用寿命。
3、沿线增加拉线急停装置。
4、每部胶带机转载点及中间部位隔爆兼本安型摄像仪,通过网线将视频信号传输至集控地防爆显示器,能够实现集中监控。
5、沿线每隔50米安装一个语音对讲信号,各部之间实现对讲联系。
机四队:成功完成强力二部硫化胶带工作
通讯员: 张帅
近期,为了保障原煤的安全运输,机四队组织人员对集中皮带巷强力二部胶带的3个接头进行了硫化工作。
在每次开始硫化的前一天,该队副队长黄冬冬都会提前安排人员在强力二部机头做好了硫化胶带的准备工作,开始硫化时先慢速开动胶带,使胶带机械扣停止预定硫化位置,停机闭锁,专人看电。
在机头处分别打好4块卡板固定住胶带,然后松涨紧绞车,使需要硫化的胶带接头至预先放置的硫化板上。
现场负责人组织人员在需要硫化的接头处划线、测量,待做好标记后,组织人员割断机械扣处两边缘胶带,将胶带两接头层叠加热保温30分钟。
然后逐步开始划条、打磨、穿支条、涂胶浆、覆网布、上硫化板、横梁、利用紧固螺栓紧固,再次加热至156℃,并保温30分钟等一系列工序,确保硫化接头质量。
该队负责人提前计划合理分工,全队职工不怕脏、不怕苦,在硫化每个接头的过程中,都比预定时间节省了近半个小时,在确保不影响矿井生产的情况下该队保质保量的完成了强力二部胶带3个接头全部硫化工作。
胶带集控系统在煤矿中的应用摘要:目前,矿井开采的深度和效率不断提高,需要配备先进、高效的机械化设备,保障系统的连续有效运行。
企业需要重视胶带集控系统的维护过程,不断提高运输工作的生产力水平,结合自身的运输特点优化工艺流程,为运输工作的顺利进行奠定强有力的基础。
可以引入监控机制实时监控设备的运行状态,提高工作效率。
关键词:胶带运输;集控系统;煤矿运输1煤矿胶带运输机经常发生的故障1.1发生断带故障,机头机尾超温首先,胶带的质量很差。
在输送带的制造过程中,橡胶材料附着力不足、工艺缺陷或某些制造工序控制不严等,都容易在后续生产中发生断带事故。
其次,磁带受到影响。
如果输送系统设计落差过大,物料定向不合理,系统中大块物料多,则胶带会受到很大的冲击力,在皮带表面形成更多的凹坑,损坏皮带。
再次,使用环境的腐蚀。
胶带在潮湿、高温的环境下很容易腐蚀胶带的芯编织层和牵引钢丝绳,产生皮带断裂的风险。
第四,胶带跑偏。
皮带输送机调试维护不善,皮带跑偏明显,导致翻车卡死,导致皮带断裂事故。
解决的办法是选择一家资质良好、系统和耗材完善、有潜在隐患的胶带制造商。
同时,收、发点漏斗的设计要合理。
在输送系统源头控制铁条和硬条的进入,并在输送系统沿线安装必要的碎纸机和除铁机。
胶带存放应避免阳光直射和雨淋,长期存放的胶带应进行纵向拉伸强度试验。
导带槽、清洁器等配件必须每天彻底保养,如有缝隙或损坏,必须及时修理或更换。
应定期对滚筒进行检查,尽快发现裂纹、局部磨损过大等隐患。
1.2胶带发生跑偏及侧滑问题胶带机跑偏及侧滑是经常出现的情况之一,需要确保安装尺寸的精确性,提高日常维护工作的标准,采取不同的措施治理跑偏问题。
调整托辊的位置能够有效改善跑偏问题,在横向推力的作用下完成自动调整过程,可以根据胶带机的张紧模式采取区别对待策略,提高系统的工作效率。
1.3减速机出现严重的断轴现象减速机速轴设计的强度较低,双电机的驱动力余量较小。
肩轴处常常发生强度不足的现象,过渡圆角的存在会使得疲劳损坏状况严重,短时间内容易发生断轴现象,需要及时更换减速机,确保电机轴和减速机保持同心状态[1]。
成功实现给煤机与强力胶带输送机联锁控制
通讯员:机四队张帅
机四队管辖范围内的设备主要是强力胶带和给煤机,目前沿线胶带机和给煤机已实现无人值守功能。
但在运转过程中,常出现胶带机停止后,给煤机无法及时停止的现象,导致给煤机出料口堆渣、撒渣,撒渣过多不能及时开胶带还会出现磨胶带以及切断给煤机销子的事故发生。
针对这一情况,该队经研究对给煤机与强力胶带输送机进行了联锁控制改造。
强力胶带机的KTC101主控制器具有多机控制功能,利用这一特性对给煤机控制线路进行重新改造,使给煤机控制线安装在KTC101主控制器下位机处,使给煤机和胶带输送机进行连锁控制。
根据这一方案,首先对集中皮带巷强力二部沿线的胶带与给煤机进行了联锁控制改造,在强力二部机头处的高压馈电开关负荷线上增加一个矿用开、停传感器。
当胶带机开始启动时,传感器自动将胶带开机信号传输给主机,主机开始向给煤机发出开机指令。
当原煤运输完毕,皮带机停止时,传感器自动将胶带停机信号传输给主机,主机便会向给煤机发出停止指令。
当胶带机再次启动时,主机自动向给煤机发出启动指令,给煤机自动启动,再次开始出煤,以此循环进行工作。
通过对给煤机与强力胶带输送机的联锁控制改造,保障了胶带机停止,给煤机立即自动停止,防止了皮带停止后,给煤机继续运行而导致堆渣,磨皮带的现象,使给煤机无人值守能够正常
投入使用,保障了原煤的安全运输。
改造升级后,一台给煤机一个原班减少了3个岗位工,机四队共计15台给煤机,每月可节省资金30万元。