机械制造工艺学培训资料(pdf 页)
- 格式:pdf
- 大小:16.35 MB
- 文档页数:64
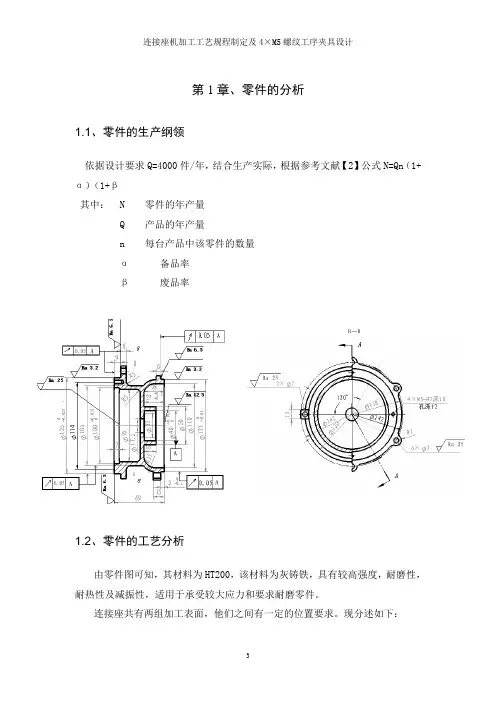
第1章、零件的分析1.1、零件的生产纲领依据设计要求Q=4000件/年,结合生产实际,根据参考文献【2】公式N=Qn(1+α)(1+β其中: N 零件的年产量Q 产品的年产量n 每台产品中该零件的数量α备品率β废品率1.2、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
连接座共有两组加工表面,他们之间有一定的位置要求。
现分述如下:1.2.1、左端的加工表面这一组加工表面包括:左端面,Φ1250025.0-外圆,Φ100026.00+内圆,倒角,钻通孔Φ7,钻孔并攻丝。
这一部份只有端面有6.3的粗糙度要求,Φ100026.00+的内圆孔有25的粗糙度要求。
其要求并不高,粗车后半精车就可以达到精度要求。
而钻工没有精度要求,因此一道工序就可以达到要求,并不需要扩孔、铰孔等工序。
1.2.2、右端面的加工表面这一组加工表面包括:右端面;Φ121004.0-的外圆,粗糙度为 3.2、6.3;外径为Φ50、内径为Φ40016.00+的小凸台,粗糙度为3.2,并带有倒角;Φ32的小凹槽,粗糙度为25;钻Φ17.5的中心孔,钻Φ7通孔。
其要求也不高,粗车后半精车就可以达到精度要求。
其中,Φ17.5、Φ40的孔或内圆直接在车床上做镗工就行了。
其具体过程如下表:第2章、毛坯设计2.1、毛坯的选择毛坯种类的选择决定与零件的实际作用,材料,形状,所受载荷,生产性质以及在生产中获得可能性。
毛坯的制造方法主要有:1、型材2、锻造3、铸造4、焊接5、其他毛坯。
根据零件的材料,推荐用型材或铸件,但从经济方面着想,如用型材中的棒料,加工余量太大,这样不仅浪费材料,而且还增加机床,刀具及能源等消耗,而铸件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件。
该零件材料为HT200,考虑到零件在工作时要有高的耐磨性,所以选择铸铁铸造。
《金工实习》教学大纲一、课程基本情况开课单位:机械系工程培训中心总学时:一周总教分:3适用专业:非机械专业修课方式:必修考核方式:考查先修课程:机械制图使用教材:《机械实习指导书》王军主编参考教材:《金工实习与实验》朱福顺主编湖南科技出版社出版参考教材:《机械制造基础》鞠鲁粤主编上海交通大学出版社出版二、课程的性质、任务和目的(一)课程的性质和任务:金工实习是工科学生重要的实践性教学环节,是机械制造基础课程教学的组成部分,金工实习是以实践训练为主要的教学方式,学生通过冷加工、常规机械加工、数控加工的工艺训练,使学生初步接触生产实践,获得机械工业生产常用的金属材料及加工工艺的入门知识和一定的基本操作技能训练,为金工课堂教学及将来从事技术工作打下实践基础。
同时,通过实习培养学生的工程意识和创新能力。
金工实习实执行以教学为主的原则,认真贯彻教学实习大纲的要求,并注意与理论课堂教学互相衔接,紧密配合。
(二)课程的教学要求:(1)熟悉金属的主要加工方法,所用的设备和工具,并具有初步的操作技能。
(2)对毛坯和零件的加工工艺过程有一般的了解。
(3)熟悉有关的工程术语,了解主要的技术文件。
(4)能合理地安排个人的工作地点,并遵守操作规程与安全技术规则。
(5)遵守劳动纪律,爱护国家财产。
三、课程的授课环境:本课程属于技术基础课,最好是在制图、工程材料、原理零件课后开本课程。
四、课程内容(一)课程内容:1.车工实习(1)车工实习内容及要求①解车间的概况,生产任务和工作特点。
②了解普通车床的型号、功用、组成、切削运动、传动系统及调整方法。
③了解常用车刀、量具、主要附件的结构及使用方法。
④了解零件加工精度、切削用量与加工经济性的相互关系。
⑤掌握车工的基本操作技能,能独立地加工一般轴类零件⑥能制订一般轴类零件的车削工艺,会选择相应的工、夹、量具。
(2)实习示范讲解①车削在机械制造中的地位与作用、工作的主要内容。
②车削操作基本动作示范。
机械制造培训资料一、引言机械制造技术作为现代工业的基础和支撑,对于培养高素质机械制造工程师具有重要意义。
为了满足市场对于机械制造领域的需求,提高工程师们的技能水平,以下是一份机械制造培训资料,旨在帮助学员们深入理解机械制造技术的基本知识和实践应用。
二、机械制造基础知识1. 机械制造的定义与重要性机械制造是将零部件通过特定的工艺加工、组装成完整的机械产品的过程,具有广泛的应用领域和经济价值。
2. 机械制造的工艺流程机械制造工艺流程通常包括设计和规划、原材料准备、加工与成型、装配、调试和检验等环节。
3. 机械制造的常用设备机械制造过程中常用的设备包括数控机床、车床、铣床、刨床、钻床等,以及相关辅助设备和测量仪器。
4. 机械制造的基本材料机械制造常用的材料包括金属材料、塑料材料、复合材料等,每种材料都有其特定的物理和化学性质,适用于不同的制造需求。
三、机械制造工艺1. 切削加工技术切削加工技术是机械制造中最常用的加工方法之一,包括车削、铣削、钻削、磨削等,学员们需要熟悉不同切削工艺的原理和操作技巧。
2. 成型加工技术成型加工技术主要包括冷冲压、热冲压、锻造、铸造等,这些技术方法可以制作出各种形状和尺寸的零部件。
3. 焊接与连接技术焊接和连接技术是机械制造中用于连接零部件的重要方法,包括电弧焊、气焊、激光焊、螺栓连接等,学员们需要了解各种连接技术的特点和适用范围。
四、机械制造质量控制1. 质量控制的重要性机械制造产品的质量直接关系到使用性能和寿命,因此质量控制是机械制造过程中必不可少的一环。
2. 质量控制的方法和工具常用的质量控制方法包括质量计划、质量检验、质量管理等,而质量控制工具则包括质量图、过程控制图、故障分析等。
3. 机械制造质量管理体系了解和实施机械制造质量管理体系,例如ISO9000系列标准,对于提高企业的管理水平和产品质量具有重要意义。
五、机械制造应用领域机械制造技术广泛应用于汽车制造、航空航天、电子设备、军工装备等领域,学员们需要了解各个领域对机械制造技术的需求和发展趋势。
机械制造工艺培训教材机械制造工艺与工艺装备是机械工业的重要组成部分,是机械产品性能、精度和寿命以及提高生产率和降低成本的基本保证。
工艺工作是机械制造业的基础工作,贯穿于企业生产的全过程,是实现产品设计、保证产品质量、发展生产、降低消耗、提高生产效率的重要手段。
为了更好地发挥工艺工作的作用,大家必须知道一些有关的机械制造工艺基本术语,掌握一些机械制造工艺基本常识,明确生产现场工艺管理的基本任务和工艺纪律管理的主要内容。
1 有关的机械制造工艺基本术语1.1工艺使各种原材料、半成品成为产品的方法和过程。
1.2机械制造工艺各种机械的制造方法和过程的总称。
1.3工艺文件指导工人操作和用于生产、工艺管理等的各种技术文件。
1.4工艺参数为了达到预期的技术指标,工艺过程中所需选用或控制的有关量。
1.5工艺验证通过试生产,检验工艺设计的合理性。
1.6工艺管理科学地计划、组织和控制各项工艺工作的全过程。
1.7工艺设备(设备)完成工艺过程的主要生产装置。
如各种机床、焊机等。
1.8工艺装备(工装)产品制造过程中所用的各种工具总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
1.9工艺纪律在生产过程中,有关人员应遵守的工艺秩序。
1.10自动化生产以机械的动作代替人工操作,自动地完成各种作业的生产过程。
1.11数控加工根据被加工零件图样和工艺要求,编制成以数码表示的程序输入到机床的数控装置或控制计算机中,以控制工件和工具的相对运动,使之加工出合格零件的方法。
1.12机械加工利用机械力对各种工件进行加工的方法。
1.13焊接通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一种方法。
1.14压力加工使毛坯材料产生塑性变形或分离而无切屑的加工方法。
1.15切削加工利用切削工具从工件上切除多余材料的加工方法。
1.16车削工件旋转作主运动,车刀作进给运动的切削加工方法。
1.17铣削铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法。
机械制造技术与工艺培训教材第一章:引言1.1 背景介绍随着现代制造业的发展,对机械制造技术与工艺的需求越来越大。
机械制造技术与工艺在制造行业中起着关键的作用,它涉及到各种机械设备、工具和操作以及相关的CAD/CAM技术、车削、铣削、钳工等技能。
对于从事机械制造行业的从业人员来说,掌握并熟练应用机械制造技术与工艺是至关重要的。
1.2 培训目标本教材的目标是提供一套全面的机械制造技术与工艺培训教材,以满足机械制造行业从业人员的培训需求。
通过学习本教材,学员将能够掌握机械制造的基本理论和技术,了解机械制造的工艺流程,并能够独立完成一些常见的机械加工操作。
第二章:机械制造基础知识2.1 机械制造概述2.1.1 机械制造的定义机械制造是指利用机械与设备对原材料进行加工和组装,制造成最终产品的过程。
2.1.2 机械制造的分类机械制造可以分为以下几个主要领域: - 金属加工制造 - 塑料加工制造 - 木工制造 - 纺织制造2.2 机械制造技术基础2.2.1 切削加工切削加工是机械制造中最常用的加工方法之一。
它通过切削工具与工件之间的相对运动,将工件上的材料逐渐削除,形成所需的形状和尺寸。
2.2.2 焊接技术焊接技术是将两个或多个工件通过加热或外加压力使其熔合在一起的方法。
它广泛应用于金属制造、航空航天、汽车制造等领域。
2.3 机械制造工艺2.3.1 工艺规划工艺规划是制定和组织生产过程的过程,它包括确定产品的加工工艺路线、制定工艺参数和选择适合的加工设备等。
2.3.2 工艺流程工艺流程是指完成一个产品所需的一系列加工步骤。
它可以按照加工顺序、加工方法或加工设备等方式进行分类。
第三章:机械制造技术与工艺实践3.1 机械制造实验室3.1.1 实验室设备介绍机械制造实验室中常见的设备,如车床、铣床、钳工工具、焊接设备等。
3.1.2 实验室安全介绍机械制造实验室的安全注意事项,如佩戴防护装备、正确使用设备等。
3.2 机械制造技术与工艺操作3.2.1 车削技术介绍车削的基本原理和操作步骤,并进行实际操作演示。
机械制造工艺培训课程(doc 24页)主要加工表面为M22×1.5螺纹孔。
这两组加工表面之间有着一定的位置要求,主要是:(1)φ60孔端面与φ25H7孔垂直度公差为0.1mm.。
(2)16H11mm的槽与φ25H7的孔垂直度公差为0.08mm。
由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。
二、工艺规程设计(一)、确定毛坯的制造形式零件材料为HT200,考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故选择木摸手工砂型铸件毛坯。
查《机械制造工艺设计简明手册》第38页表2.2-3,选用铸件尺寸公差等级为CT-11,加工余量等级为H。
(二)、基面的选择(1)、粗基准的选择在选择粗基准时,一般遵循下列原则:(1)保证相互位置要求原则;(2)保证加工表面余量合理分配原则;(3)便于工件装夹原则;(4)粗基准一般不重复使用的原则;(5)为了保证所有加工表面有足够的加工余量,选用加工余量小的表面作粗基准,不要用同一尺寸方向上。
为了方便装夹,以及依据以不加工表面为基准和毛皮表面质量较好者为基准的原则,选底端面为基准。
(2)、精基准的选择主要考虑基准重合的原则,选用统一的基准有利于保证零件的精度。
多用“一面两孔”的定位方式定位,所以选择小头孔轴线和底面为精基准。
(三)、制定工艺路线制定工艺路线的出发点,应当根据零件的几何形状、尺寸精度以及位置精度等技术要求,以及加工方法所能达到的经济精度得到保证。
在生产纲领已经确定的情况下,可以考虑采用机床配以专用工具卡,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便是生产成本尽量下降。
查《机械制造工艺设计简明手册》第20页表1.4-7、1.4-8,选择零件的加工方法及工艺路线方案如下:工艺路线方案一:工序 1:以Ф40的下平面为基准,粗铣两端通孔Ф22上表面。
工序 2:精铣φ40上平面,保证表面粗糙度3.2。