铸造方法
- 格式:ppt
- 大小:565.50 KB
- 文档页数:33
六种铸造方法铸造是一种常见的制造工艺,用于制造各种金属制品。
在铸造过程中,根据所用的模具和铸造材料的不同,可以分为六种主要的铸造方法,分别是砂型铸造、金属型铸造、压铸、熔模铸造、连续铸造和精密铸造。
1. 砂型铸造砂型铸造是最常见的铸造方法之一。
它使用砂型作为铸造材料,将其填充到模具中,然后浇注熔化的金属。
砂型铸造适用于生产各种不同形状和大小的铸件,成本低廉,生产效率高。
然而,由于砂型的热膨胀和收缩,砂型铸造的尺寸精度较低。
2. 金属型铸造金属型铸造是一种使用金属模具的铸造方法。
金属模具可以承受高温和高压,因此可以制造出更精确、更复杂的铸件。
金属型铸造适用于生产高精度、高质量要求的零件,但成本较高,适用范围较窄。
3. 压铸压铸是一种将熔化的金属注入高压下的快速冷却模具中的铸造方法。
压铸可以制造出形状复杂、尺寸精确的铸件,表面质量好,且具有良好的机械性能。
压铸适用于大批量生产,但设备和模具成本较高。
4. 熔模铸造熔模铸造是一种使用可熔化模具的铸造方法。
先制造出模具,然后将其加热以使其熔化,再将熔化的模具注入金属。
熔模铸造适用于生产高温合金和复杂形状的铸件,但模具制造成本较高,生产周期较长。
5. 连续铸造连续铸造是一种连续生产铸件的铸造方法。
在连续铸造中,熔化的金属通过连续浇注到连续铸造机中的模具中,形成连续的铸件。
连续铸造适用于生产长条状或板状的铸件,具有高生产效率和较好的机械性能。
6. 精密铸造精密铸造是一种制造高精度、高表面质量的铸件的铸造方法。
精密铸造使用特殊的模具和工艺,可以制造出复杂的内腔和细小的结构。
精密铸造适用于制造精密仪器、模具等高要求的铸件,但成本较高,生产周期较长。
总结起来,不同的铸造方法适用于不同的生产需求。
砂型铸造和金属型铸造适用于一般铸件的大批量生产,压铸适用于形状复杂、尺寸精确的铸件,熔模铸造适用于高温合金和复杂形状的铸件,连续铸造适用于长条状或板状的铸件,精密铸造适用于高精度、高表面质量的铸件。
铸造的具体方法特点及工作原理一、概述铸造是制造业中最为古老的加工方法之一,也是最为常用的加工方法之一。
其基本原理是将熔化的金属或合金倒入模具中,经过冷却凝固后得到所需形状和尺寸的铸件。
铸造方法具有简单易行、成本低廉、生产效率高等优点,在汽车、航空、船舶等领域广泛应用。
二、分类铸造方法按照模具材料不同可以分为砂型铸造、金属型铸造和陶瓷型铸造三种;按照铸件形态不同可以分为块体铸造和壳体铸造两种;按照生产方式不同可以分为手工铸造和机器化自动化铸造两种。
三、具体方法1. 砂型铸造(1)制作模具:将特定形状的芯子放在两个拼合好的模板中,然后在芯子周围填充湿润的细沙,并压实。
(2)浇注:将预先加热至液态状态的金属或合金倒入模具中,待冷却凝固后取出即可。
(3)处理:去除余料和表面毛刺,进行热处理或机械加工。
2. 金属型铸造(1)制作模具:将两个拼合好的金属模板中间放上芯子,然后将模板合上并用夹具固定。
(2)浇注:将预先加热至液态状态的金属或合金倒入模具中,待冷却凝固后取出即可。
(3)处理:去除余料和表面毛刺,进行热处理或机械加工。
3. 陶瓷型铸造(1)制作模具:将特定形状的芯子放在两个拼合好的陶瓷模板中,然后在芯子周围涂上一层特殊的涂料,并晾干。
(2)浇注:将预先加热至液态状态的金属或合金倒入模具中,待冷却凝固后取出即可。
(3)处理:去除余料和表面毛刺,进行热处理或机械加工。
四、特点1. 灵活性强:可以生产各种形状和尺寸的铸件。
2. 生产效率高:可以批量生产同种铸件。
3. 成本低廉:相比其他加工方法成本更低。
4. 精度较低:铸件表面粗糙,尺寸偏差较大。
5. 适用范围广:广泛应用于汽车、航空、船舶等领域。
五、工作原理铸造的基本原理是将熔化的金属或合金倒入模具中,经过冷却凝固后得到所需形状和尺寸的铸件。
具体来说,通过加热金属或合金使其处于液态状态,然后将其倒入模具中。
在模具中冷却凝固后,取出即可得到所需形状和尺寸的铸件。
常用的铸造方法有哪些铸造是一种重要的金属加工工艺,它可以将熔化的金属或金属合金浇注到模具中形成所需的零件形状。
在工业生产中,铸造方法被广泛应用于制造各种金属零件,如汽车发动机零件、航空航天零件、建筑构件等。
下面介绍一些常用的铸造方法。
1.砂型铸造砂型铸造是最常见和最传统的铸造方法之一。
它以砂为模具材料,通过在砂型中浇注熔融金属来制造零件。
砂型铸造具有成本低、灵活性强、适应性广等优点,广泛应用于大型、中小型铸件的生产。
2.金属型铸造金属型铸造是利用金属模具来制造金属零件的铸造方法。
金属模具通常由铸铁、铸钢等金属材料制成,具有较高的热传导性和耐磨性。
金属型铸造适用于生产高精度、高要求的零件,如汽车发动机缸体、汽车制动鼓等。
3.压铸压铸是一种将熔融金属通过高压注射到模具中的铸造方法。
压铸通常使用压铸机进行操作,可以生产出形状复杂、尺寸精确的零件。
压铸适用于生产大批量的零件,如电子设备外壳、汽车零件等。
4.失蜡铸造失蜡铸造是一种利用蜡模进行铸造的方法。
首先,将蜡模涂覆在模具内,然后在加热的条件下蜡模燃烧脱掉,最后用熔融金属浇注到空腔中形成零件。
失蜡铸造适用于制造复杂形状和高精度的零件,如航空发动机叶片、珠宝等。
5.连铸连铸是一种连续浇注熔融金属的铸造方法。
在连铸过程中,熔融金属通过铸造机装置连续注入到冷却的铸坯模具中,以形成长条状的铸坯。
连铸常用于生产金属板、金属线材等。
6.壳模铸造壳模铸造是一种以薄壳层为模具的铸造方法。
在壳模铸造中,通过将涂覆在原型上的耐火材料经过多次处理形成薄壳层,然后将熔融金属浇注到薄壳层内形成零件。
壳模铸造适用于制造高精度和高表面质量要求的零件,如汽车零件、航空零件等。
7.压铸砂铸造压铸砂铸造是将熔融金属通过压力将座子压入砂型中的铸造方法。
压铸砂铸造可以用于生产加工复杂的金属零件,如汽车缸盖等,具有高生产效率和良好的表面质量。
8.低压铸造低压铸造是一种利用气压来推动熔融金属进入模具中的铸造方法。
制造工艺详解-—铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
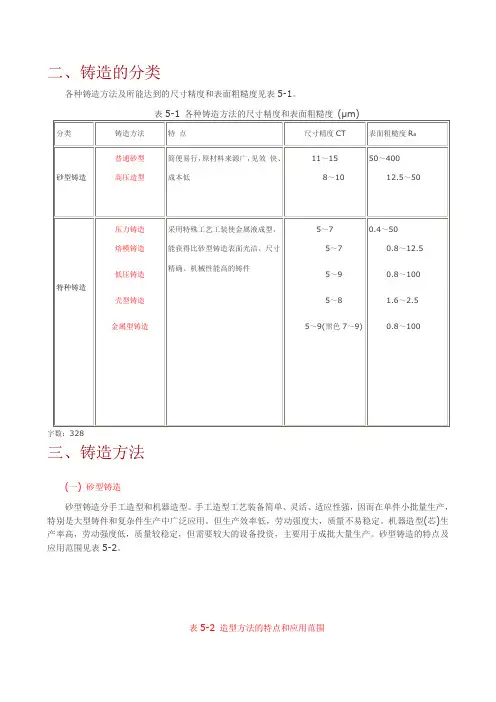
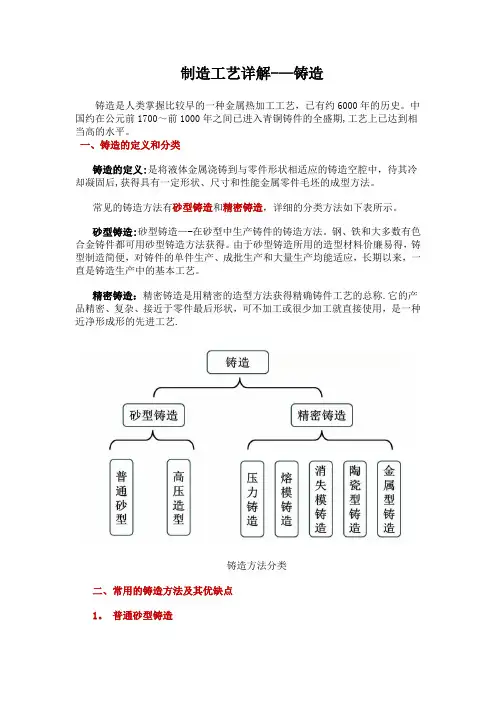
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示。
砂型铸造:砂型铸造—-在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称.它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺.铸造方法分类二、常用的铸造方法及其优缺点1。
普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种.砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪。
砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。
其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等.工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取决于铸造合金的种类、造型方法、铸件大小及加工面在铸型中的位置等诸多因素。
起模斜度:为了使模样便于从铸型中取出,垂直于分型面的立壁上所加的斜度称为起模斜度.铸造圆角:为了防止铸件在壁的连接和拐角处产生应力和裂纹,防止铸型的尖角损坏和产生砂眼,在设计铸件时,铸件壁的连接和拐角部分应设计成圆角。
小件铸造方法
1.砂型铸造:砂型铸造是最常见的铸造方法之一。
它使用细砂制作模具,并在模具中倒入熔融金属。
待金属冷却凝固后,可以取出模具,得到所需零件。
砂型铸造适用于生产各种形状和尺寸的小件。
2.壳模铸造:壳模铸造是一种高精度的铸造方法。
它采用特制的耐火材料制作模具,模具表面光滑且具有较高的硬度。
在壳模内注入熔融金属后,通过冷却固化得到零件。
壳模铸造适用于要求尺寸精度高、表面光滑的小件。
3.真空铸造:真空铸造是一种特殊的铸造方法,通过在铸造过程中维持一定的真空环境。
这样做可以减少气泡和夹杂物的产生,提高零件的质量。
真空铸造适用于铸造高温合金等特殊材料的小件。
4.压铸:压铸是一种高压和高速的铸造方法。
它使用专用的压铸机将熔融金属注入模具中,并迅速施加压力进行凝固。
压铸可以生产高精度、表面质量好的小件,广泛应用于汽车制造和电子行业。
5.连铸:连铸是一种连续铸造的方法,适用于生产大批量的小件。
它通过铸模的连续旋转或振动,将熔融金属注入模具,然后快速冷却凝固得到零件。
连铸可以提高生产效率,降低成本。
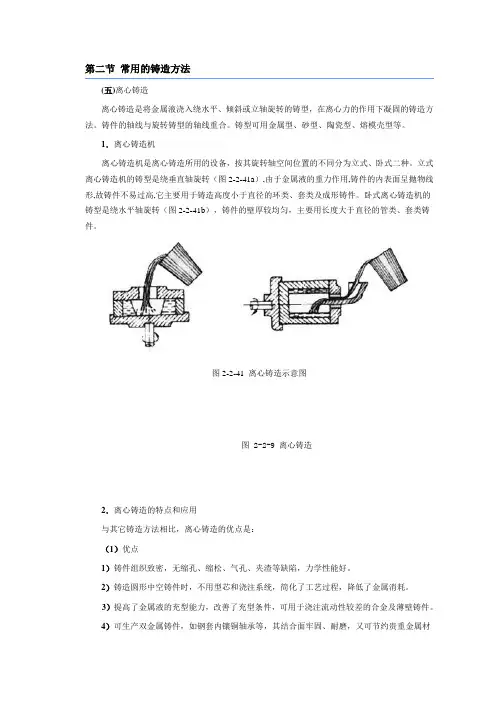
第二节常用的铸造方法(五)离心铸造离心铸造是将金属液浇入绕水平、倾斜或立轴旋转的铸型,在离心力的作用下凝固的铸造方法。
铸件的轴线与旋转铸型的轴线重合。
铸型可用金属型、砂型、陶瓷型、熔模壳型等。
1.离心铸造机离心铸造机是离心铸造所用的设备,按其旋转轴空间位置的不同分为立式、卧式二种。
立式离心铸造机的铸型是绕垂直轴旋转(图2-2-41a),由于金属液的重力作用,铸件的内表面呈抛物线形,故铸件不易过高,它主要用于铸造高度小于直径的环类、套类及成形铸件。
卧式离心铸造机的铸型是绕水平轴旋转(图2-2-41b),铸件的壁厚较均匀,主要用长度大于直径的管类、套类铸件。
图2-2-41 离心铸造示意图图 2-2-9 离心铸造2.离心铸造的特点和应用与其它铸造方法相比,离心铸造的优点是:(1)优点1)铸件组织致密,无缩孔、缩松、气孔、夹渣等缺陷,力学性能好。
2)铸造圆形中空铸件时,不用型芯和浇注系统,简化了工艺过程,降低了金属消耗。
3)提高了金属液的充型能力,改善了充型条件,可用于浇注流动性较差的合金及薄壁铸件。
4)可生产双金属铸件,如钢套内镶铜轴承等,其结合面牢固、耐磨,又可节约贵重金属材料。
5)离心铸造适应性较广,铸造合金的种类几乎不受限制。
既合适于铸造中空件,又可以铸造成形铸件。
中空铸件的内径通常为8~3000mm;铸件长度可达8000mm;质量可由几克至十几吨。
但离心铸造不宜生产易偏析的合金(如铅青铜等),铸件内表面较粗糙,尺寸不易控制。
(2)应用离心铸造主要用于生产各种管、套、环类铸件,如铸铁管、铜套、滑动轴承、缸套、双金属钢背铜套等铸件,也可用于生产齿轮、叶轮、涡轮等成形铸件。
(六)熔模铸造熔模铸造是指在易熔(如蜡料)制成的模样上包覆若干层耐火涂料,待其干燥硬化后熔出模样而制成型壳,型壳经高温培烧后即可浇注的铸造方法。
熔模铸造是精密铸造方法之一。
1.熔模铸造的工艺过程熔模铸造的工艺过程如动画2-2-7所示。
铸造方法生产的铸件
铸造方法是一种常见且广泛应用的铸件生产方法,通过将熔化的金属或合金注入铸模中,然后经过凝固和冷却,得到所需形状和尺寸的铸件。
铸造方法包括以下几种主要类型:
1. 砂型铸造:使用砂型作为铸造模具,通过将熔化金属倒入砂型中,冷却凝固后得到铸件。
砂型铸造适用于生产大型和中小型的复杂形状铸件,如发动机缸体、飞机发动机零件等。
2. 压铸:将金属或合金材料加热熔化,然后通过高压将熔融金属注入铸模中,冷却后得到铸件。
压铸主要适用于生产具有精密尺寸和高表面质量要求的小型铸件,如汽车零件、电子器件外壳等。
3. 石膏铸造:使用石膏模型作为铸造模具,将熔化的金属或合金材料注入模型中,凝固后得到铸件。
石膏铸造适用于生产小型和中小型的铸件,如首饰、雕塑等艺术品。
4. 铸型铸造:使用金属模具作为铸造模具,将熔化的金属或合金注入模具中,冷却凝固后得到铸件。
铸型铸造适用于生产大型和中小型的铸件,如汽车发动机缸体、船舶零件等。
5. 真空熔模铸造:通过将金属材料加热至熔化状态,并在真空环境下注入型腔
中,冷却凝固后得到铸件。
真空熔模铸造适用于生产高温合金、钢等特殊材料的铸件,如航空发动机叶片、航天器零件等。
以上是几种常见的铸造方法生产的铸件,每种方法有其适用范围和特点,在实际生产中根据不同需求选择合适的铸造方法来生产铸件。
常见的铸造方法铸造是一种将液态金属或合金注入到模具中,并在冷却凝固后获得所需形状的制造工艺。
它是一种广泛应用于工业生产中的金属加工方法,用于制造各种复杂形状的零件和构件。
下面将介绍几种常见的铸造方法。
1. 砂型铸造砂型铸造是最常见的铸造方法之一。
它主要是利用砂型作为模具,将液态金属或合金倒入模具中,待金属冷却凝固后,取出模具,获得所需形状的零件。
砂型铸造适用于各种金属和合金,成本较低,适用于大批量生产。
2. 熔模铸造熔模铸造是一种精密铸造方法,适用于制造高精度、复杂形状的零件。
它使用熔融模具,将模具温度提高至高于金属的熔点,然后将液态金属或合金注入模具中,待金属冷却凝固后,取出模具,得到所需形状的零件。
熔模铸造具有良好的表面质量和尺寸精度,但成本较高。
3. 压铸压铸是一种将液态金属或合金通过高压注入模具中的铸造方法。
它适用于制造复杂形状、尺寸精度要求较高的零件。
在压铸过程中,液态金属或合金通过喷嘴进入模具腔内,然后受到高压力的作用,填充整个模具腔,待金属冷却凝固后,取出模具,得到所需形状的零件。
压铸具有生产效率高、成本较低的优点。
4. 真空铸造真空铸造是一种在真空环境下进行的铸造方法。
它主要是通过在模具中建立真空环境,将液态金属或合金注入模具中,待金属冷却凝固后,取出模具,得到所需形状的零件。
真空铸造可以有效减少气体和夹杂物的产生,提高零件的质量和表面光洁度。
5. 连铸连铸是一种连续铸造方法,适用于制造长条状或板状的金属材料。
在连铸过程中,液态金属通过连续浇注到冷却铸坯中,经过冷却凝固后,得到所需形状的长条状或板状材料。
连铸具有高生产效率和良好的材料性能。
6. 粉末冶金粉末冶金是一种通过将金属粉末与粘结剂混合后,压制成型再进行烧结得到所需形状的制造方法。
粉末冶金适用于制造复杂形状、密度高、强度高的零件。
在粉末冶金过程中,可以控制材料的成分和微观结构,得到优良的性能。
以上是几种常见的铸造方法。
每种方法都有其适用的范围和特点,根据不同的产品和要求,选择合适的铸造方法可以提高生产效率和产品质量。

五种铸造方法
铸造是一种制造工艺,用于制造各种金属零件。
铸造方法有很多种,其中五种常见的铸造方法是砂型铸造、压力铸造、永久模铸造、精密铸造和熔模铸造。
1. 砂型铸造
砂型铸造是最常见的铸造方法之一。
它使用砂型作为模具,将熔化的金属倒入模具中,待金属冷却后,将砂型敲碎,取出铸件。
砂型铸造适用于制造大型和中小型铸件,成本低,生产效率高。
2. 压力铸造
压力铸造是一种高效的铸造方法,它使用高压将熔化的金属注入模具中。
压力铸造适用于制造高精度、高强度和复杂形状的铸件。
它的优点是生产效率高,成本低,但需要高昂的设备投资。
3. 永久模铸造
永久模铸造是一种高产量的铸造方法,它使用金属模具制造铸件。
永久模铸造适用于制造大量相同的铸件,生产效率高,成本低。
但是,
永久模铸造需要高昂的模具制造成本。
4. 精密铸造
精密铸造是一种高精度的铸造方法,它使用高精度模具制造铸件。
精密铸造适用于制造高精度、高表面质量和复杂形状的铸件。
精密铸造的优点是生产效率高,成本低,但需要高昂的模具制造成本。
5. 熔模铸造
熔模铸造是一种高精度的铸造方法,它使用陶瓷模具制造铸件。
熔模铸造适用于制造高精度、高表面质量和复杂形状的铸件。
熔模铸造的优点是生产效率高,成本低,但需要高昂的模具制造成本。
总之,不同的铸造方法适用于不同的铸件制造需求。
选择合适的铸造方法可以提高生产效率,降低成本,提高产品质量。
铸造工艺与方法铸造是一种通过熔化金属并将其倒入模具中,然后让其冷却凝固的制造工艺。
铸造工艺广泛应用于制造各种金属零件和组件。
它提供了一种经济、快捷且适用于大批量生产的方式,同时还能制造出复杂形状的产品。
在本文中,我们将深入探讨铸造工艺的几种常见方法和一些重要的工艺要点。
一、砂型铸造砂型铸造是最常见的铸造方法之一。
它的工艺流程包括模具制备、芯型制备、铸型浇注、冷却凝固、脱模和清理等几个重要步骤。
在砂型铸造中,铸造材料通常是一种基于石英砂或其他矿物砂的砂浆。
这种砂浆可以轻松塑造出复杂的产品形状,并具有较好的耐高温性能。
二、金属型铸造金属型铸造是一种利用金属模具进行铸造的方法。
与砂型铸造相比,金属型铸造可以制造出更加精确和表面光滑的产品。
金属型通常采用铸铁、铸钢或铝合金等材料制成。
这种方法适用于制造高精度、高质量要求的零件,但成本相对较高。
三、压力铸造压力铸造是一种通过施加高压将熔融金属注入模具中,使其快速凝固的方法。
压力铸造可分为冷室压力铸造和热室压力铸造两种类型。
压力铸造具有生产周期短、产品质量稳定的优点,广泛用于制造汽车零部件、航空航天零件等高要求的产品。
四、蜡型铸造蜡型铸造是一种精密铸造方法,通常用于制造复杂形状的零件。
在蜡型铸造中,首先制作出与最终产品形状相同的蜡模。
然后将蜡模浸入石膏混合物中,形成石膏壳体。
当石膏干燥后,将其放入高温烘箱中,使蜡模燃尽,留下空腔。
最后,将熔融金属倒入石膏壳体,待其冷却凝固后,获得成品。
蜡型铸造可以制造出高精度和精细表面处理的产品。
五、连铸连铸是一种用于生产连续坯料(铜、铁、铝等)的铸造工艺。
它是通过将熔融金属倒入长型模具中,然后通过冷却凝固使其形成坯料。
连铸工艺具有高效性和高质量的优点,被广泛应用于钢铁和有色金属工业中。
在选择合适的铸造工艺时,需要考虑到产品的设计要求、成本、生产周期以及所需材料等因素。
此外,铸造过程中还应注意控制合金的化学成分、铸型的温度和湿度,以及铸造过程中的冷却速度,以确保产品质量。
生产过程中常见的铸造方法及其优缺点铸造是一种常见的金属加工方法,用于制造各种金属零件和工件。
在生产过程中,铸造方法多种多样,每种方法都有其独特的优点和缺点。
本文将介绍几种常见的铸造方法及其优缺点。
一、砂型铸造砂型铸造是最常见的铸造方法之一。
它的工艺简单,成本较低,适用于生产各种尺寸和形状的铸件。
砂型铸造的优点是制造灵活,生产周期短,能够满足小批量生产需求。
然而,砂型铸造的缺点是精度较低,表面质量一般,不适用于对尺寸和表面要求较高的零件。
二、压铸压铸是一种通过将熔融金属注入金属模具中进行成型的铸造方法。
它可以生产复杂的零件,并具有高精度和良好的表面质量。
压铸的优点是制造精度高,产品质量稳定,适用于大规模生产。
然而,压铸的缺点是模具制造成本高,适用于大批量生产,不适用于小批量生产。
三、重力铸造重力铸造是利用金属液体的自重来填充模具和形成铸件的铸造方法。
重力铸造的优点是成本较低,制造周期短,适用于中小型铸件的生产。
此外,重力铸造还具有良好的金属流动性,可以获得均匀的铸件结构。
然而,重力铸造的缺点是无法生产复杂形状的零件,精度和表面质量相对较低。
四、低压铸造低压铸造是一种将金属液体通过压力强制填充模具,形成铸件的铸造方法。
它可以生产高精度和高质量的零件,适用于大型和复杂的铸件。
低压铸造的优点是成本较低,生产效率高,产品质量稳定。
然而,低压铸造的缺点是模具制造成本高,工艺复杂,适用于大批量生产。
五、失重铸造失重铸造是一种利用重力和离心力来填充模具和形成铸件的铸造方法。
它可以生产高质量和复杂形状的零件。
失重铸造的优点是铸件成型质量高,表面光洁度好,适用于高精度和高要求的零件生产。
然而,失重铸造的缺点是设备成本高,工艺复杂,适用于中小批量生产。
铸造方法多种多样,在生产过程中根据不同的需求选择适合的铸造方法非常重要。
砂型铸造适用于小批量生产,成本较低;压铸适用于大规模生产,具有高精度和良好的表面质量;重力铸造适用于中小型铸件的生产,具有较低的成本;低压铸造适用于大型和复杂的铸件生产;失重铸造适用于高精度和高要求的零件生产。
常用的铸造造型方法
1. 砂型铸造:使用砂模具来制造铸件形状的铸造方法。
2. 铸造模铸造:使用铸模来制造铸件形状的铸造方法。
3. 压铸:将金属熔化后,注入金属模具中,用高压使金属充满模具,待冷却固化后即可取出成型件。
4. 低压铸造:在铸造前将模具密封,在恒底压力和真空环境下进行铸造。
5. 真空铸造:在铸造前将模具密封,在低压和真空环境下进行铸造。
6. 熔模铸造:将固态金属铸造成具有模拟形状的铸造方法。
7. 铸造模压制成型法:将铸造模具中的铸造材料加压成型,再进行烧结结晶,得到铸造件。
8. 水玻璃铸造法:将石墨、铁或其他金属制成模具,再将水玻璃与石英砂混合后倒入模具中,待凝固后取出成型件。
9. 泥模铸造法:用泥土制成模具,再把铁或铜水倒入模具中,待凝固后取出铸件。