波峰焊温度记录表
- 格式:xls
- 大小:15.50 KB
- 文档页数:4
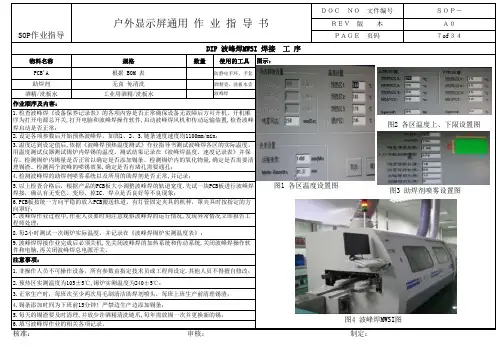
1.目的因波焊制程需特殊技术,并且其焊接质量又不能被以后的测试所完全验证,为确保质量,合理有效的管理与管控设备,是以管制之.2.围:适用于PCBA组装产品的波焊制程.3.权责:工艺设备部波峰焊之操作人员(非相关人员勿动)4.定义:由PE工程师与波峰焊技术员共同完成设备的各项调整和测试动作.5.作业流程:无.6•作业容及说明:6-1.锡炉的安装及调整:6-1-1轨道调整:轨道出入口宽度分别用卷尺量测.宽度应相同,以防PCBA在运行中岀现掉板或卡板现象6-1-2夹爪调整:A.左右两端轨道之夹爪应同步运行B.两侧之夹爪距离锡波液面的高度应一致,以防PCBA在过炉时有不良现象发生.6-1-3锡而高度量测调整:锡而高度量测应在波峰开启的状态下,用钢尺下量至液面,锡面距锡槽边的距离应控制在20±2mm.生产中每两小时量测一次,如高于上述标准.则需添加锡棒拼记录于vv波峰焊日常保养点检表>>•6-1-4锡波高度量测:A.用钢尺垂直于波峰喷口向下量测锡波高度,平视钢尺刻度.高度应在10±3mm以下, 以防波而落差过大造成焊锡大量氧化和吃锡不良.B.PCB吃锡深度控制在其板(或过炉载具)厚的1/2-2/3之间,以防溢锡或漏焊.6-15锡炉传送带测试调整:A.新设备进厂后,在锡炉传送带导轨两端用红色高温胶带标出1000MM长的标示段, 用秒表计算PCBA通过此标示段所耗用的时间,然后用标示段长度除以PCBA通过标示段所耗用的时间,即得到锡炉标准传送带传送速度.B.以A所述的标准传送带速度为参照,校正锡炉自检系统测得的传送带速度,使两者保持一致,即得出正确的锡炉自检速度,一般控制在1700mm±200mm/min之间,生产中每一天读取锡炉自检传送速度一次,并记录于vv波峰焊炉温与链速记录表>>.6-16输送带仰角量测:设备上所安装的角度测量仪所显示的实际输送带仰角,应控制在5° -7°6-1-7.锡炉熔锡温度量测:将温度测试仪电源开关瘤歹至劇上显示数字,然后将温度测试仪之感温头插入锡波而约5mm的位置.待温度测试仪数字显示稳定后,表面所显示数值即为所要测试锡炉熔锡的实际温度.温度应控制在250±10°C,测试完毕,将测试结果(正常生产需每天检测一次)填写在vv波峰焊炉温与链速记录表 >>上.(备注:也可以使用其它温度计进行量测). 6-1-8.锡炉预热温度测试:A.新设备进厂后,在预热区每一个发热段中部各选取一个测试点,设定其预热参数为a,机台自检测得的温度为b,用温度测试仪测试各测试点之温度值为标准预热段温度值c.B.以A所述的标准预热段温度值c为参照,校正锡炉自检系统测得的预热段温度b,使两者保持一致,得到正确的锡炉自检预热段温度值,生产中每两小时读取锡炉自检预热段温度一次,并记录于VV波峰焊预热区记录表».Profile测试所得预热最高温度以产品也指导书为准. 62锡炉Profile测试:6-2-1.测温点的选择参照《Profile制作规》.如客户有特殊需求.依客户要求为准.6-2-1.测试方法及步骤请参照profile炉温测试仪使用说明书.6-2-2profile 测试时机:6-2-2-1.新设备进厂时,由锡炉工程师对锡炉进行Profile测试,以检测设备工作性能及技术指标.相关数据标准及测试点选取由锡炉工程师参照业界标准,结合公司实际情况确定各项参数的设定及测试点选取.6-2-22新机种上线,由锡炉工程师参照客供标准Profile,并结合本公司实际情况测得该机种在本公司生产环境下之标准Profile,如客户有特殊要求,请以客户要求为准.622-3.每周对每台波峰焊用测温仪测试一次Profile并存档,.并确实以Profile反映数据为参照来设定锡炉工作参数,达到合理有效的管控锡炉各项参数、监测锡炉工作状态的目的, 以此来保证良好的焊接质量.6-2-24测试基木参数要求:6-2-2-5如在生产过程中出现品质异常需重新测试Profile.6-2-2-6设备在维修后.为确保其温控系统未受到影响.也需测试Profile.6-3.锡炉助焊剂比重测试: 将所要测试的助焊剂用吸管吸入测试量杯中,然后将比重计轻轻放入测试量杯中,待液面 与比重计皆静止不动时读取比重计所显示的数值,即得到所测试助焊剂的比重.(读取数 据时以液面的凹而为准)•每天开线前对锡炉所使用之助焊剂进行量测并把量测结果填写 在v 波峰焊机每天点检报告>> 上.6-5.锡炉PPM 值管控: 6-5-1.锡炉PPM 值管控由工程单位实施执行,并持续改善.6- 52每日锡炉工程师需对炉后补焊段不良进行统计,分析其不良原因并写出改善说明.7. 生产注意事项:7- 1.生产前注意事项:7- 1-1.查看锡炉锡液温度是否在设定温度.7- 12锡炉液位是否在要求围. 设备型号「 链速(ram/min)-助焊剂济虽 预热卜” 预热二・ 预热三卩 披峰一丿波峰二卩 焊接时间(S )「 NK-350< 1700 (rm/rTdnj< 0.张1 (nun)*3 1300 150t>25l)t<> 250匕 3・5 (S) ~ 注释…首先训节彼堆焊链速为1700 (mm/min ) ± 200(«!n/.in ),当PCBA 经过助焊剂区时流虽喷芻 为0.4ml±0. lml/min,经过第一预热区时其温度 达到13CTC 土5匸,当PCBA 经过笫二预热区时其 温度达到1509土5£,当PCBA 经过第三预热区 时其温度达到17()9 ±59,当经过焊接区时其温 度达到2509土 10t 打波躍焊接时间为3 5(S )土 0.5(S ),焊接完成后经过冷却区羯度逐渐下降到 509以下。
波峰焊温度曲线测试方法新功能:Ø 松香涂布窗口能让你在每次使优化器时轻松获得松香涂布信息. Ø 松香涂布窗口在过炉时不会接触波峰,因此也不必担心松香在过炉时被蒸发掉. Ø 你会从松香的涂布状况信息中受益.如你所知,松香喷得好与不好是直接影响焊接品质的又一重要因素.而这一信息和前面讲的重要参数都会在优化器过一次锡炉后聚集在一起. Ø 不必关掉波峰,不会对生产有任何影响,只是轻松地看松香测量测量窗口一下就行了Ø 如果想对松香量做SPC,也很简单:过炉前用相应精度的电子秤称一下松香涂布窗口,过炉后再称一下,取后一次和前一次的称量值的差,就是松香的涂布量.取足够多的数据后,设定好控制上限和下限.就能轻松做SPC了. 松香量测量窗口和优化器整机宽度近似, 可以订做。
体参数: PCB到波峰的資料前波峰和後波峰溫度資料板底和板面波峰與板之間的平行度預熱溫度浸錫時間最高溫度浸錫深度 Delta T (最高溫和預熱的差) 接觸長度最大的預熱升溫率輸送鏈的速度焊接時的最大升溫率“斯维普”优化器和传统测温仪的比较 1. 认识波峰焊的关键参数1.1 PCB板和波峰间的数据参数影响浸锡时间焊点的强度.形成一个可靠的焊点必须要足够长的浸锡时间, 63/37的焊锡需0.6秒,无铅 (3.0Ag0.5Cu) 需1.2秒. 输送速度预热效果、与后波峰后流量的配合、浸锡时间. PCB板与波峰接触长度在输送速度的配合下,影响的也是浸锡时间 (=接触长度/速度) 左右平衡度上锡不良,可能导致一侧的元件不上锡 (漏焊). 浸锡深度板面上锡以及后流速度. 松香涂布量及均匀度直接影响PCB的焊接效果 1.2 板底板面的温度数据参数影响预热温度助焊剂的溶剂挥发、激活助焊剂活性成份、减少板变形、减少过锡时的温度差 (Delta T 亦即热冲击). Delta T 即通常讲的热冲击,定义为过波峰时的最高温和预热最高温的差。
波峰焊温度曲线图及温度控制标准介绍发表于2017-12-20 16:08:55工艺/制造波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”,其主要材料是焊锡条。
波峰焊焊接方法波峰焊方法或工艺的采用取决于产品的复杂程度以及产量,如果要做复杂的产品以及产量很高,可以考虑用氮气工艺比如CoN▼2▼Tour波峰来减少锡渣并提高焊点的浸润性。
如果使用一台中型的机器,其工艺可以分为氮气工艺和空气工艺。
用户仍然可以在空气环境下处理复杂的板子,在这种情况下,可根据客户的要求使用腐蚀性助焊剂,在焊接后再进行清洗,或者使用低固态助焊剂。
波峰焊温度曲线图介绍在预热区内,电路板上喷涂的助焊剂中的溶剂被挥发,可以减少焊接时产生气体。
同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并且防止金属表面在高温下再次氧化。
印制电路板和元器件被充分预热,可以有效地避免焊接时急剧升温产生的热应力损坏。
电路板的预热温度及时间,要根据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。
在PCB表面测量的预热温度应该在90~130℃间,多层板或贴片套件中元器件较多时,预热温度取上限。
预热时间由传送带的速度来控制。
如果预热温度偏低或预热时间过短,助焊剂中的溶剂挥发不充分,焊接时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。
为恰当控制预热温度和时间,达到佳的预热温度,也可以从波峰焊前涂覆在PCB底面的助焊剂是否有粘性来进行判断。
波峰焊温度曲线图及温度控制标准介绍发表于 2017-12-20 16:08:55工艺/制造波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”,其主要材料是焊锡条。
波峰焊焊接方法波峰焊方法或工艺的采用取决于产品的复杂程度以及产量,如果要做复杂的产品以及产量很高,可以考虑用氮气工艺比如CoN ▼ 2 ▼ ToUr波峰来减少锡渣并提高焊点的浸润性。
如果使用一台中型的机器,其工艺可以分为氮气工艺和空气工艺。
用户仍然可以在空气环境下处理复杂的板子,在这种情况下,可根据客户的要求使用腐蚀性助焊剂,在焊接后再进行清洗,或者使用低固态助焊剂。
波峰焊温度曲线图介绍在预热区内,电路板上喷涂的助焊剂中的溶剂被挥发,可以减少焊接时产生气体。
同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并且防止金属表面在高温下再次氧化。
印制电路板和元器件被充分预热,可以有效地避免焊接时急剧升温产生的热应力损坏。
电路板的预热温度及时间,要根据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。
在PCB表面测量的预热温度应该在90~130 C间,多层板或贴片套件中元器件较多时,预热温度取上限。
预热时间由传送带的速度来控制。
如果预热温度偏低或预热时间过短,助焊剂中的溶剂挥发不充分,焊接时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。
为恰当控制预热温度和时间,达到佳的预热温度,也可以从波峰焊前涂覆在PCB底面的助焊剂是否有粘性来进行判断。
工程管理波峰焊炉温曲线设定规范PAGE4 OF5 REV A6.5.4.1使用有铅系列焊锡(Sn63/Pb37)炉温Profile 的如下:Solder peak temperature : 220- 245℃Preheat completed temperature: 80-120℃ Preheat Time (Temperature from80℃ to 120℃): 50-100 sec Soak Time (Temperature above 183℃): 2-9 sec6.5.5 炉温稳定性曲线测试:对各线波峰焊用标准测试样板及标准Profile 测量波峰焊炉的炉温, 测出的Profile 与 标准Profile (如附件二所示)进行比较, Solder peak temperature deviation < 5℃ Preheat completed temperature deviation < 5℃Solder Time (Temperature abov e 183℃) deviation < 2 sec如果偏差值在以上范围内﹐证明此炉稳定, 可量产用﹔若不符合标准, 及时通知设备工程师确认6.5.6 若对波峰焊炉有重大的维修, 维修后则重复6.5.5 6.6标准测试样板炉温曲线Profile 量测规定:6.6.1 每周一次用标准测试样板对各波峰焊炉以标准炉温参数测量.6.6.2 测定完成后将炉温曲线打印出来, 经由主管确认符合规格后置于对应的波峰焊炉上即可正常生产6.6.3所有的炉温曲线图应保存在规定的文件夹和计算机指定的地方存盘以利备查, 炉温曲线 6.7备注:Preheat Solder soakSolder peak TempPreheat completed Temp。
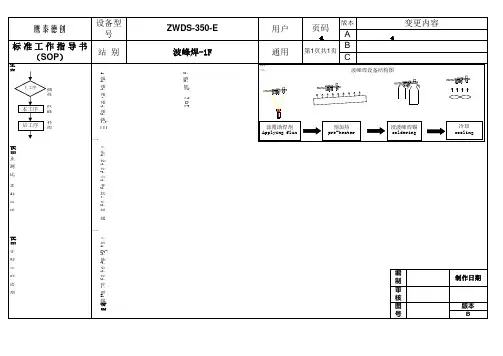
SOP作业指导物料名称规格数量使用的工具PCB'A 根据 BOM 表防静电手环、手套助焊剂无卤 免清洗酒精壶、洗板水壶酒精/洗板水工业用酒精/洗板水波峰焊户外显示屏通用 作 业 指 导 书5.以上检查合格后,根据产品的PCB板大小调整波峰焊的轨道宽度.先试一块PCB板进行波峰焊焊接,确认有无变色、变形、掉IC、焊点是否良好等不良现象;3.正常生产时,每班次至少两次用毛刷清洁助焊剂喷头,每班上班生产前清理锡渣;4.锡条添加时间为下班前15分钟!严禁边生产边添加锡条;5.每天的锡渣要及时清理,并放少许酒精清洗链爪,每年需放锡一次并更换新的锡;6.填写波峰焊作业的相关各项记录。
9.波峰焊焊接作业完成后必须关机,先关闭波峰焊的加热系统和传动系统,关闭波峰焊操作软件和电脑,再关闭波峰焊总电源开关。
注意事项:1.非操作人员不可操作设备,所有参数由指定技术员或工程师设定.其他人员不得擅自修改;2.预热区实测温度为105±5℃,锡炉实测温度为240±5℃;4.检测波峰焊的助焊剂喷雾系统以及所用的助焊剂是否正常,并记录;6.PCB板按统一方向平稳的放入PCB搬送轨道。
有灯管固定夹具的机种,罩夹具时按指定的方向罩好;7.波峰焊作业过程中,作业人员要时刻注意观察波峰焊的运行情况,发现异常情况立即报告工程师处理;8.每2小时测试一次锡炉实际温度,并记录在《波峰焊锡炉实测温度表》;DIP 波峰焊MWSI 焊接 工 序图示:作业顺序及内容:1.检查波峰焊《设备保养记录表》的各项内容是否正常确保设备无故障后方可开机。
开机顺序为打开电源总开关,打开电脑和波峰焊操作软件,启动波峰焊风机和传动运输装置,检查波峰焊启动是否正常;2.设定各项参数后开始预热波峰焊。
如图1、2、3.链条速度速度均1100mm/min;3.温度达到设定值后,依据《波峰焊预热温度测试》作业指导书测试波峰焊各区的实际温度。
用温度测试仪器测试锡炉内焊锡的温度。
波峰焊温度曲线测量方法及参数控制标准1.程序概述1.1目的描述为加强波峰焊工艺参数管控,提升产品质量及产品可靠性,特制定本程序文件1.2适用范围适用于波峰焊1.3职责说明技术部有责任执行本程序文件1.4 参考文件1、波峰焊印刷电路板装配工艺控制要求2、设备程序命名规则2.程序说明2.1 测量波峰焊温度曲线所需的材料和仪器1、专用工程板2、K型热电偶3、铝箔纸4、高温胶带5、温度跟踪仪2.2 波峰焊温度曲线的测量要求由于产品的特性不同,尺寸大小不同,PCB的布线方式及铜箔量不同,PCB的元件量不同,综合以上因素PCB所需的温度量也会不同,所以每个产品必须使用专用工程板测试一条专用的温度曲线,以确保设备设定温度适合产品的需求。
当设备和产品发生变更的情况下必须重新测试温度曲线,重测要求参考波峰焊标准作业程序“波峰焊印制电路板装配工艺控制要求”。
2.3热电偶的粘贴方法2.3.1热电偶的基本要求测试波峰焊温度曲线使用K型热电偶,热电偶数量为至少4根,其中第一根用于温度跟踪仪的启动温度探测,2根热电偶用来测试PCB板主面的预热温度,另一根热电偶用于测试PCB板俯面的预热温度和引脚焊接时间。
PCB主面的热电偶分别粘贴在PCB的左右两端的适当位置,测试主面温度及均匀性,PCB俯面的热电偶粘贴在PCB中间的适当位置,并固定牢固。
热电偶的探头必须保持平直,不能扭曲,以确保温度探测的可靠性,热电偶的测量精度和响应时间取决于热电偶的粘贴方法和粘贴质量。
另外,热电偶的响应速度与热电偶的探测到的温度量和使用的粘贴材料也有关联,本文件定义的粘贴方法和粘贴材料可缩小温度探测误差,具体操作方法参照下列说明。
K型热电偶2.3.2 热电偶的外观检查检查热电偶的探头是否有变形、断开、损伤合格的热电偶不合格的热电偶2.3.3 主面热电偶的粘贴方法下图指出标准PCB主面热电偶的粘贴位置。
选择工程板测试波峰焊温度曲线,主面的两根热电偶粘贴在PCB的左右两端,主面的另一根热电偶(温度跟踪仪启动温度探测)粘贴PCB的前端,探测头伸出Pcb,所有热电偶的探头都用铝箔纸和高温胶带固定,以避免不会影响温度曲线变化,参考下图布置热电偶的走线,注意不要妨碍到元件。