例行检验和确认检验
- 格式:doc
- 大小:41.00 KB
- 文档页数:3
例行检验和确认检验程序1.0 目的为了确保通过强制性认证的产品,批量生产的成品关键元器件、材料与型式试验样机的一致性、符合性,满足强制性产品认证的质量要求。
2.0 适用范围本程序适用于公司所有通过强制性认证产品的例行检验和确认检验过程。
3.0 职责3.1 质检部负责所有通过强制性认证产品的例行检验。
3.2 检测中心负责所有通过强制性认证产品的确认检验。
3.3质检部负责保存例行检验记录,检测中心负责保存确认检验记录。
3.4检测中心负责将本部门不能完成的确认检验项目委托第三方认证机构完成。
4.0 业务程序4.1定义4.1.1例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,例行检验应于机器老化之后进行,由线上QC执行检验。
4.1.2确认检验是为验证产品持续符合标准要求进行的抽样检测,确认试验应按标准的规定进行。
4.2工程部编制例行检验的作业指导书,明确例行检验的检验项目、检验方法、检验仪器、判定依据等内容。
4.3质检部按作业指导书要求对认证产品进行例行检验/验证,其检验项目为:(1)电源线破损使金属线外露或电源插头绝缘破损使带电部分可触及;(2)耐压绝缘测试安全检验。
4.4 检测中心根据已批量生产的认证产品的生产计划,编制认证产品的周期检验的试验计划,已通过强制性认证并批量生产的产品确认检验的周期为电磁兼容检验项目为:每年一次,安全检查项目为:每半年一次。
4.5 检测中心根据试验计划,负责从成品库的合格产品中随机抽取一台相应的产品,按强制性认证产品的要求进行检测,本部门检测不了的项目安排送到国家指定认可的检测机构检测;5.0 引用文件《3C认证工厂质量保证能力要求》6.0 质量记录《QC产品检验日报表》《重点工位点检表》《确认检验报告》。
例行检验和确认检验例行检验和确认检验5.1 目的确保检验和试验的正确性、完善性和一致性,以使成品符合产品认证的质量要求。
5.2 适用范围适用于本单位认证产品的检验/验证。
5.3 职责5.3.1 品管部负责对认证产品的例行检验/验证。
5.3.2 质量负责人负责认证产品的确认检验/验证。
5.3.3品管部负责保存例行检验/验证的记录。
工程部负责保存确认检验/验证的记录。
5.4 工作程序工程部负责编制认证产品的例行和确认的检验指导书,明确检验点、抽样方案、允收水准、检验项目、检验方法、判别依据,使用的检测设备等内容,作为检验工作的依据。
5.4.1 例行检验例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,例行检验应于产品组装完成之后进行,由线上QC执行检验。
其检验项目为:5.4.1.1例行检验项目:1、电气强度2、极性和电气结构检查3、标志检查5.4.1.2 功能项目包括:(1)产品外观、结构标准要求;通电之前,应先震动产品,检查产品内有无杂物或线路有无紧固好。
(2)通电检验:工作电流在正常范围内,各功能应能正常工作,说明功能的文字和图形符号标志应正确、清晰、牢固。
(3)按键功能测试。
5.4.2 检验方法:组装后的产品,需放置于待检区,由检验员依据《成品检验标准》进行检验,结果记录于“成品检验记录”。
检验合格时,于产品的指定位置上盖上检验员印章或是在产品上加贴“QC PASS”检验标签后,方可流入下一工序;检验不合格时,按《不表5.1 例行检验和定期确认检验的要求格品控制程序》处理。
本单位不允许例外转序。
5.4.3 确认检验:为验证本单位认证产品持续符合标准的要求,按表5.1例行检验和定期确认检验的要求项目、标准和周期进行认证产品的确认检查。
做法是由质量管理部门负责在成品库里至少抽二个认证产品,对能自检的项目可自检、亦可送到国家指定认可的检验机构检验,不能自检的项目则必须送到国家指定认可的检验机构,按表5.1例行检验和定期确认检验的要求项目、标准要求做试验,并将检验报告由文控归档。
成套设备产品例行及确认检验检测准则一、例行检验准则:1.外观检查:对成套设备产品的外观进行检查,包括产品外观的整体完好性、颜色、标识、标牌等是否符合要求。
2.尺寸测量:对成套设备产品的关键尺寸进行测量,确保其尺寸符合设计要求。
3.功能性能测试:对成套设备产品的关键功能进行测试,确保其性能正常,并符合设计要求。
4.电气安全测试:对成套设备产品的电气安全性进行测试,包括绝缘电阻、耐压、接地等项目,保证产品的安全性能。
5.机械安全测试:对成套设备产品的机械结构和运动部件进行测试,确保其结构牢固、运动顺畅,并符合相关安全要求。
二、确认检验准则:1.配置确认:对成套设备产品的配置进行确认,包括设备的型号、规格、数量等是否与订单要求一致。
2.功能性能验证:对成套设备产品的关键功能进行验证,确保其性能符合设计要求,并满足客户需求。
3.耐用性测试:对成套设备产品的耐用性进行测试,经过一定周期运行后,检验产品是否正常运行和性能依然稳定。
4.工作环境适应性测试:对成套设备产品在不同工作环境下的适应性进行测试,确保产品在各种工况环境下能够正常工作。
5.标志标牌确认:对成套设备产品的标志标牌进行确认,包括产品的标识符号、操作说明、警示标志等是否齐全、准确。
三、检验检测准则:1.质量检测:对成套设备产品的质量进行检测,包括产品的重量、密度、硬度等指标是否符合国家标准和技术要求。
2.性能测试:对成套设备产品的性能进行测试,包括产品的工作效率、能耗、运行噪音等指标是否符合国家标准和技术要求。
3.可靠性测试:对成套设备产品的可靠性进行测试,包括产品的故障率、寿命、维修保养等指标是否符合国家标准和技术要求。
4.环保性测试:对成套设备产品的环保性进行测试,包括产品的排放是否符合国家环保要求,是否存在有害物质等。
5.安全性检测:对成套设备产品的安全性进行检测,包括产品的电气、机械等安全性能是否符合国家标准和技术要求,以及是否存在安全隐患。
1、目的例行检验是在生产的最终阶段对产品进行100%的检验,确保批量生产的产品符合消防产品认证一致性要求。
确认检验是质量保证措施的一部分,由公司计划和实施的一种定期抽样检验。
目的是考核公司生产的认证产品质量稳定性,认证产品一致性,从而验证工厂质量保证能力的有效性。
2、适用范围适用于本公司内消防类强制性认证产品。
3、职责3.1 技质部负责制定检验和试验的工艺规程,明确检验和试验内容、方法和要求。
3.2 技质部按产品一致性要求、图样、技术文件、相关标准编制检验规程。
3.3 技质部部负责例行检验的实施,对检验结论负责,并作好检验记录,负责检验记录的归档、保管。
3.4 质量负责人负责确认检验产品的抽样3.5 技质部部组织实施确认产品的检验,并负责确认产品的检验记录的归档、保存。
4、检验依据GB17945-2010 消防应急照明和疏散指示系统CNCA-C18-01:2014 强制性产品认证实施规则(火灾报警产品)CCCF-HZBJ-02(A/0) 强制性产品认证实施细则/火灾报警产品/消防应急照明和疏散指示产品《应急照明集中电源产品例行检验规程》《应急照明集中电源产品定期确认检验规程》5、相关支持性文件《记录控制程序》《认证标志的管理和使用程序》《认证产品一致性控制程序》6、例行检验工作程序6.1 在产品生产的最后阶段除包装和加贴标志外,不再进一步加工,由生产车间提出检验申请。
6.2质检员依据申请产品的批次、型号规格,依据产品执行标准、产品描述、系统图、总装图、电气原理图、安装接线图和产品《应急照明集中电源例行检验规程》,进行 100%的检验。
6.3质检员按检验结果填写检验报告,并对检验结果做出判定,合格的产品由授权质检员施加检验标识,然后由授权质检员按《认证标志的管理和使用控制程序》施加认证标志,转入《包装、搬运和储存》控制工序。
6.4质检员对不合格产品填写《不合格品通知单》,由技术质检部组织相关部门,按《不合格品控制程序》对不合格品进行评审和处置,并填写《不合格品评审处置单》。
成套设备产品例行及确认检验验证规定1. 背景本文档旨在制定成套设备产品的例行检验和确认检验验证的规定,以确保产品的质量和安全性。
2. 目的本规定的目的是确保在成套设备产品的生产过程中,对产品进行例行检验和确认检验验证,以确保其符合相关法规和标准的要求。
3. 例行检验3.1 例行检验的目的是在成套设备产品生产过程中对产品进行定期的检查,以确保产品的质量和性能符合标准要求。
3.2 例行检验包括但不限于以下内容:- 外观检查:确认产品外观是否完好,无损坏、刮擦等瑕疵。
- 功能性检查:确认产品的各项功能是否正常运作。
- 安全性检查:确认产品的安全性能是否符合相关法规和标准的要求。
3.3 例行检验应由经过培训和授权的检验员进行,记录检验结果并及时处理检验不合格的产品。
4. 确认检验验证4.1 确认检验验证的目的是在成套设备产品生产过程中对产品进行全面的检查和验证,以确保产品的质量和安全性符合相关法规和标准的要求。
4.2 确认检验验证包括但不限于以下内容:- 原材料检验:验证产品所使用的原材料是否符合标准要求。
- 工艺流程验证:验证生产过程中所采用的工艺流程是否符合标准要求。
- 性能测试:通过对产品进行实验和测试,验证其性能是否符合标准要求。
4.3 确认检验验证应由经过培训和授权的检验员进行,记录检验验证结果并及时处理不合格的产品。
5. 报告和记录5.1 例行检验和确认检验验证的结果应及时记录并归档。
5.2 报告和记录应包括但不限于以下内容:- 检验员的信息:包括姓名、检验员资格证号等。
- 检验时间和地点。
- 检验方法和标准。
- 检验结果及处理情况。
6. 质量改进6.1 如果发现例行检验或确认检验验证中存在问题或不合格的产品,应立即采取措施进行纠正和改进。
6.2 相关部门应定期评估例行检验和确认检验验证的结果,提出质量改进的建议和措施。
7. 附则7.1 本规定适用于所有生产成套设备产品的单位和企业。
7.2 本规定的解释权归本单位所有。

1 目的:为确保最终产品是否持续符合标准要求。
2 范围:适用于节能认证的GS单吸双吸中开泵例行检验和确认检验。
3 职责:质检员负责进行例行和确认检验。
4 要求4.1 例行检验4.1.1 例行检验是在所有装配工序完成后,除了加贴标志和包装外,进行的检验。
4.1.2 例行检验时应先对产品一致性进行检验,质检员按例行检验规范要求对每台产品进行检验,并记录试验结果,做好出厂检验记录。
4.1.3 例行检验项目见表1例行检验要求。
4.2 确认检验4.2.1 确认检验是为验证产品持续满足标准要求而进行的抽样检验。
4.2.2 质检员按确认检验规范要求对产品进行检验,确认检验每年应进行一次,应做好确认检验记录。
4.2.3 确认检验项目见表2确认检验要求。
4.2.4泵流量、扬程、泵效率、泵汽蚀余量等见表3要求。
4.2.5确认检验出现不合格,由质量负责人组织相关人员进行产品质量分析,找出不合格原因,制定纠正和预防措施。
4.3质检员应记录好并保存出厂检验记录和检验报告。
表1 例行检验要求表2 确认检验要求二、试验方法1安全性检查1.1检查部位:泵整机1.2检查标准:外露转动部件的安全防护、安全标志、运转试验1.3检验工具:目测1.4检验方法:目测2水压试验2.1检查部位: 各零部件及整机2.2检查标准:符合ZY-QW-28.11水压试验作业指导书要求2.3检验工具:水压装置2.4检验方法:打开真空泵,看真空表读数能否达到相关数值3静平衡试验3.1检查部位: 轴、叶轮、轴套、轴承进行平衡检验3.2检查标准:符合ZY-QW-28.6静平衡作业指导书要求3.3检验工具:静平衡检测装置3.4检验方法:轴、叶轮、轴套、轴承装配好后放于平衡检测装置上进行检测4泵流量4.1检查要求:检查泵流量能否达到设计流量值4.2检查标准:在设计点扬程时,流量应达到设计流量值4.3检验工具:综合测试台,流量传感器、压力传感器、转速传感器、电流传感器、电压传感器、功率传感器4.4检验方法:按照GB/T 3216-2005的规定进行5泵扬程5.1检查要求: 检查泵扬程能否达到设计扬程值5.2检查标准:在设计点流量时,扬程应达到设计扬程值5.3检验工具:综合测试台,流量传感器、压力传感器、转速传感器、电流传感器、电压传感器、功率传感器5.4检验方法:按照GB/T 3216-2005的规定进行6 泵轴功率6.1检查要求: 检查泵轴功率是否符合设计规定值6.2检查标准:泵的轴功率应符合GB/T3216-2005 之10的要求6.3检验工具:无6.4检验方法:数据计算7效率7.1检查要求:检查泵的效率能否达到规定限定值7.2检查标准:泵的效率限值应符合GB/T 13007-1991的要求7.3检验工具:无7.4检验方法:数据计算。
山东迅力特种汽车有限公司程序文件文件编号:LZQ/B-16版号:4/0标题:例行检验和确认检验程序页码:1/11 目的确保认证产品满足规定的要求及验证产品是否持续符合规定的要求。
2 适用范围适用于公司认证产品在生产车间进行完最后一道工序(除包装和加贴标签外,不再进一步加工)后例行检验及对认证产品进行的定期确认检验。
3 职责3.1 质量管理部负责对生产完工后的成品进行例行检验。
3.2技术中心负责产品持续符合规定要求的定期确认检验,质量管理部负责确认检验的产品一致性的检查。
3.3 质量管理部负责例行检验记录的保管。
3.4技术中心负责确认检验记录的保管。
4 程序4.1 例行检验4.1.1例行检验:是在生产的最终阶段对生产线上的产品进行的100%检测,通常检测后,除包装和加贴标签外,不再进一步加工。
4.1.2整车检验员在确认车间内各工序完成后进行出车间前的例行检验并记录。
例行检验的项目、内容、方法、判断等见《例行检验和确认检验规程》。
4.1.3 整车检验员依据产品图纸和工艺文件进行检验,并将检验结果记录在整车检验记录表上,例行检验在整车检验记录上加“*”标示。
合格后开具产品验收单,不合格的按《不合格品控制程序》执行。
4.1.4 例行检验不合格的产品不得放行出车间。
4.2 确认检验4.21.确认检验是为验证产品持续符合标准要求进行的抽样检测,确认检验应按国家强制性认证有关规定执行。
4.2.2技术中心负责联系外部检测机构定期对产品进行确认检验,检验项目、内容、方法、判断等见《例行检验和确认检验规程》。
每年认证产品至少检查一次。
技术中心负责保存相应的检验报告,质量管理部负责定期确认检验产品一致性检验和记录保存。
确认检验记录长期保存。
4.2.3确认检验记录应记录齐全、完整。
5 相关/支持性文件5.1 《不合格品控制程序》5.2 《质量记录控制程序》5.3《例行检验和确认检验出规程》。
6 记录《---车检验记录表》《检验报告》《产品一致性检验记录表》。
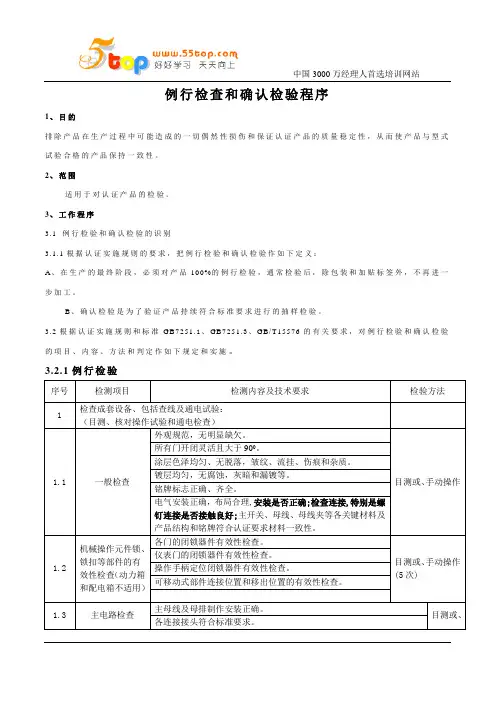
例行检查和确认检验程序
1、目的
排除产品在生产过程中可能造成的一切偶然性损伤和保证认证产品的质量稳定性,从而使产品与型式试验合格的产品保持一致性。
2、范围
适用于对认证产品的检验。
3、工作程序
3.1 例行检验和确认检验的识别
3.1.1根据认证实施规则的要求,把例行检验和确认检验作如下定义:
A、在生产的最终阶段,必须对产品100%的例行检验,通常检验后,除包装和加贴标签外,不再进一步加工。
B、确认检验是为了验证产品持续符合标准要求进行的抽样检验。
3.2根据认证实施规则和标准GB7251.1、GB7251.3、GB/T15576的有关要求,对例行检验和确认检验的项目、内容、方法和判定作如下规定和实施。
3.2.1例行检验
3.2.1.1检验应满足认证实施规则和《检验/试验导则》及《检验/试验大纲》的要求,并填写C T-3C-21
《产品检验记录》。
3.2.1.2检验的方法、判定等按作业指导书《检验/试验导则》及《检验/试验大纲》规定执行。
3.2.2确认检验
3.2.2.1检验/试验室对认证产品列出抽样检验的计划,抽样检验的频次不低于每年一次,并填写TC-3C-22《确认检验计划表》,报质管办批准。
3.2.2.2检验的方式选用自行检验或委托具备相应能力的组织来完成。
3.2.2.3当由委托方完成的确认检验,委托方须提供能证明其结论有效性的检验报告或质量凭证等。
3.2.2.4对委托方的相关协调工作,由质管办负责。
3.2.2.5确认检验完后,结论填入C T-3C-23《确认检验记录》中。
3.3对本程序所形成的相关记录,按《质量记录控制程序》控制。
一、例行检验和确认检验程序1.目的对最终产品进行例行检验和确认检验,以验证产品满足规定的要求。
2.范围适用于生产的最终阶段对装配后的认证产品进行例行检验和确认检验。
3.职责3.1 技检部负责对成品例行检验和确认检验的相关工作。
3.2 车间负责不合格品的处理。
4.程序4.1 例行检验4.1.1 例行检验在装配完成后进行。
4.1.2 检验员依据《产品出厂检验标准》进行严格检验,并填写《成品检验记录》.4.1.3 检验项目:接地电阻的测量、耐电压试验、空载参数、标志检查。
4.1.4 检验内容:见《产品出厂检验标准》。
4.1.5 检验方法:非破坏性的进行100%检验,采取相比对方法进行等效快速检验。
其中标志检查放在其余项目检验合格后进行检验。
主要查看铭牌等标志是否正确。
待所有检验项目均合格后由打包人员进行包装入库。
见《产品检验细则》。
4.1.6 判断方案:因是全检,故在例行检验中出现问题,直接进行判断处理。
对检验中出现的不合格品按《不合格控制程序》执行。
4.1.7 除非顾客批准,否则在所有规定活动均已圆满完成之前,不得放行产品和交付服务。
因顾客批准而放行的特例,应考虑:A) 这类放行产品和交付服务必须符合法律法规的要求;B) 这类特例并不意味着可以不满足顾客的要求。
4.2 确认检验4.2.1 确认检验是质量保证措施的一部分,确保认证产品质量的稳定性,验证质量保证能力的有效性。
4.2.2 检验项目:接地电阻测量、输入功率和电流测量、发热试验、耐久性试验、耐久后的耐电压试验、噪声测量。
4.2.2 检验内容:按国家标准。
检验方法:除噪声测量委托检测机构检测外,其余在本公司内部进行,每年至少进行二次,如顾客有要求或产品质量出现不稳定时,加强试验的频率。
委托试验每年进行二次,以检测机构的检测报告为依据。
4.2.4 抽样方法:按每个型号随机抽2台,在覆盖全部项目的要求下分别实施检验。
判断方案:当抽取的产品只要出现一台不合格,就要加倍抽样,若仍不合格者,则判为不合格,并有追溯的方法。
德信诚培训网
更多免费资料下载请进: 好好学习社区
例行检验和确认检验程序
1.0目的与适用范围
本程序规定了,对认证产品进行例行检验和确认检验,以验证生产的产品满足规定的要求。
例行检验是在生产线上的最终检验,确认检验用于出仓前的检验。
2.0工作流程
2.1工作程序内容
2.1.1例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,例行检验应于
加贴标志前进行,由生产线上QC 执行检验。
2.1.2确认检验是为验证产品持续符合标准要求而进行的抽样检验。
检验频次按检验规
范的要求进行检验,由QA 执行抽验。
2.1.3检验和试验人员必须经过培训、考核合格才能上岗。
2.2例行检验
2.2.1工程部依据国家标准的适用条款对电气强度、接地电阻、泄漏电流、外观项目等
的技术要求编制例行检验规范,可结合工艺作业指导书一起,明确检验方法、判。
例行检验和确认检验规程
QR.8.2.4-04
编制:
审批:
受控状态
发放编号
生效日期年月日
例行检验和确认检验规程
1 目的:对产品进行检验进行控制,确保认证产品符合标准要求,防止不合格的产品出厂。
2 适用范围:适用于本公司低压成套开关设备产品的例行检验和确认检验。
3 职责:质检部负责组织和实施例行检验和确认检验。
4工作程序:例行检验是在生产的最终阶段对生产线上的产品进行的100%的检验,通常检验后,除包装和加贴标签外,不再进一步加工;确认检验是为验证产品持续符合标准要求进行的抽样检验。
经例行检验的产品,如有不合格由质检部制订纠正措施并返工,不合格品经返工后,再进行一次例行检验,合格后才能入库;确认检验由质检部在例行检验合格的产品中随机记录抽检,经确认检验的产品,如不合格,则应立即停产并上报公司领导分析原因,制定相应的纠正措施。
5例行检验规程及技术要求,按照附件1,确认检验规程及技术要求,按照附件2。
附件1
判定
经例行检验的产品,如有不合格由质检部制订纠正措施并返工,不合格品经返工后,再进行一次例行检验,合格后才能入库;发现所检项目有一项不合格,则应对所检产品该项目进行全数检验,并进行判定,发现不合格品执行《不合格品控制程序》。
质量记录
例行检验记录 QR.8.2.4-06
附件2
判定
确认检验由质检部在例行检验合格的产品中随机记录抽检,经确认检验的产品,如不合格,则应立即停产并上报公司领导分析原因,制定相应的纠正措施.
质量记录
确认检验记录 QR.8.2.4-07。
产品例行检验和确认检验的概念与基本要求一、概念(1)例行检验(Routine test)。
在生产的最终阶段对产品的关键项目进行的100%检验。
例行检验后除进行包装和加贴标签外,一般不再进一步加工,也被称为生产线试验(Production Line Test),是强制性产品认证工厂审查时普遍要求的项目,其目的是剔除产品在加工过程中可能对产品产生的偶然性损伤,以确保成品的质量满足规定的要求。
(2)确认检验(Verification test)。
作为质量保证措施的一部分,为验证产品是否持续符合标准要求而由工厂计划和实施的一种定期抽样检验。
其目的是考核认证产品质量的稳定性,从而验证工厂质量保证能力的有效性。
(3)《强制性产品认证工厂质量保证能力要求》中规定:工厂应制定并保持文件化的例行检验和确认检验程序,以验证消防器材产品满足规定的要求。
检验程序中应包括检验项目、内容、方法、判定等,并应保存检验记录。
具体的例行检验和确认检验要求应满足相应产品的认证实施规则的要求。
二、基本要求(1)对生产者的有关要求。
生产者应制定并保持文件化的例行检验和确认检验程序,以验证产品满足规定的要求,检验程序中应包括检验项目、内容、方法、判定等,并应保存检验记录;具体的例行检验和确认检验项目要求、判定要求等应满足消防器材产品认证规则的规定,工厂制定的例行检验的项目应不少于认证实施规则的要求,确认检验的频次应不低于认证实施规则的要求。
确认检验可由工厂进行,也可由工厂委托具备能力的组织来完成;例行检验和确认检验的记录应予以保存,其控制应符合《强制性产品认证工厂质量保证能力要求》的要求。
对例行检验和确认检验的规定,是为获证企业能够生产出合格的获证产品而提出的基本保证措施。
质量是生产企业的命脉,落实到具体内容,就是生产者能否把握住出厂产品质量检验关。
强制性认证消防器材产品的最终检验就是“例行检验和确认检验”。
但相当一部分生产者并不了解这两种检验的确切含义,仅简单粗略地将“例行检验”视为生产线上某个环节的100%检验,“确认检验”视为生产线上某个环节的抽样检验。
100%检验,通常检验后,除包装和加贴标签外,不再进一步加工。
(记牢:例行检验是每一个产品都必须做的检验。
例行检验不应该提“频次”两个字,每个产品都必须检验,不
是抽检。
检验后的合格品中随机抽样品依据检验文件进行的检验。
(确认检验是严格按照标准做的,很多检验项目贵公司肯定无检测能力,建议委托检测机构进行,但频次不得少于实施规则要求。
如汽车的定型试验等)
对产品的例行检验和确认检验的相关规定有:
1.生产者应制定并保持文件化的例行检验和确认检验程序,以验证产品满足规定的要求。
2.检验程序中应包括检验项目、内容、方法、判定等,并应保存检验记录。
3.具体的例行检验和确认检验要求应满足“自愿性产品认证特殊要求”的规定。
4.强调了运行检查的要求对用于例行检验和确认检验的设备应进行日常操作检查外,还应进行运行检查。
5.当发现运行检查结果不能满足规定要求时,应能追溯至己检测过的产品。
必要时,应对这些产品重新进行检测。
6.应规定操作人员在发现设备功能失效时需采取的措施。
7.运行检查结果及采取的调整等措施应记录。
例行检验和确认检验Q/40X G11.0-3.5.1
1 目的
例行检验是在生产的最终阶段对产品进行100%的检验,以剔除产品在加工过程中可能对产品产生的偶然性损伤,确保产品符合3C认证产品一致性要求。
确认检验是质量保证措施的一部分,由工厂计划和实施的一种定期抽样检验。
目的是考核工厂生产的认证产品的稳定性,从而验证工厂质量保证能力的有效性。
2 . 适用范围适用于本工厂生产的3C认证产品。
3 职责
3.1 技术质检部负责制定检验和试验的工艺规程,明确检验和试验内容、方法和要求。
3.2 技术质检部按产品一致性要求、图样、技术文件、相关标准编制出厂检验规程。
3.3 技术质检部负责例行检验的实施,对检验结论负责,并作好检验记录,负责检验记录的归档、保管。
3.4 质量负责人负责确认产品的抽样
3.5 技术质检部组织实施确认产品的检验,并负责确认产品的检验记录的归档、保存。
4 检验依据
GB7251.1-2005 《低压成套开关设备和控制设备第一部分:型式试验和部分型式试验成套设备》
GB7251.3-1997 《低压成套开关设备和控制设备第三部分:对非专业人员可进入场地的低压成套开关设备和控制设备——配电板的特殊要求》
5 相关支持性文件
第 1 页共 3 页
例行检验和确认检验Q/40X G11.0-3.5.1 《产品试验规程》
《不合格品控制程序》
《质量记录控制程序》
《CCC认证标志的管理和使用程序》
6 例行检验工作程序
6.1 在产品生产的最后阶段除包装和加贴标志外,不再进一步加工,由生产车间提出检验申请。
6.2质检员依据申请产品的批次、型号规格,依据产品执行标准、产品描述、系统图、总装图、电气原理图、安装接线图和产品《产品试验规程》,进行100%的检验。
6.3检验员按检验结果填写《出厂检验报告》,并对检验结果做出判定,合格的产品由授权质检员施加检验标识,然后由授权质检员按《认证标志的保管、使用控制程序》施加认证标志,转入《包装、搬运和储存》控制工序。
6.4质检员对不合格产品填写《不合格品通知单》,由技术质检部组织相关部门,按《不合格品控制程序》对不合格品进行评审和处置,并填写《不合格品评审处置单》。
7 确认检验工作程序
7.1 认证产品每生产10批次或出现严重影响产品性能的质量投诉时,应进行确认检验,每次确认检验的间隔不能大于12个月。
7.2 质量负责人负责随机抽取各种认证产品一台,确认检验样机在例行检验合格的产品中进行随机抽样,抽样覆盖数量每种产品不得少于5台。
第 2 页共 3 页
例行检验和确认检验Q/40X G11.0-3.5.1
7.3 确认检验项目按《产品试验规程》要求进行。
7.4 确认检验由技术质检部实施,并按要求填写《确认检验记录》。
7.5 由技术质检部按《质量记录控制程序》要求保存《确认检验记录》。
7.6 出现不合格时由质量负责人组织技术检验部、物管部对该批产品按《不合格品控制程序》进行处理。
由质量负责人组织各有关部门进行内审,分析不合格原因,对质量保证运行体系进行整改,提出纠正措施和预防措施,以保证工厂质量保证体系运行的有效性和认证产品质量的稳定性。
8 质量记录
产品例行检验报告
产品确认检验报告
第 3 页共 3 页。