球磨机的工作原理及球磨机的研磨体的运动分析上
- 格式:doc
- 大小:120.50 KB
- 文档页数:11
球磨机工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它通过回转的圆筒内装有一定数量的磨料(钢球、钢棒等),将物料进行研磨和混合,达到所需的研磨效果。
下面将详细介绍球磨机的工作原理。
1. 设备结构球磨机主要由进料装置、排料装置、旋转装置、传动装置、电气控制装置等组成。
其中,进料装置将物料送入磨筒内,排料装置将研磨后的物料排出,旋转装置使磨筒产生旋转运动,传动装置传递动力,电气控制装置控制设备的运行。
2. 工作原理球磨机的工作原理可以分为两个阶段:研磨阶段和排料阶段。
(1)研磨阶段:当球磨机启动时,电机通过传动装置带动磨筒进行旋转。
在磨筒内,装有一定数量的磨料和物料。
磨料(钢球)的直径一般较大,与磨筒内壁之间存在一定的间隙。
当磨筒旋转时,磨料受到离心力的作用,沿着磨筒内壁上升,并随着磨筒的旋转下落。
在这个过程中,磨料与物料发生碰撞、摩擦和研磨作用,使物料逐渐研磨细化。
(2)排料阶段:当物料达到一定细度后,会从磨筒的一端通过排料装置排出。
排料装置一般由螺旋输送器和出料口组成。
螺旋输送器将研磨后的物料从磨筒中输送至出料口,完成物料的排出。
3. 影响因素球磨机的研磨效果受到多种因素的影响,包括磨料种类、磨料与物料的比例、磨筒的转速、物料的硬度和湿度等。
下面简要介绍几个重要的影响因素:(1)磨料种类:磨料种类的选择直接影响到研磨效果。
常用的磨料有钢球、钢棒等。
不同的磨料对物料的研磨效果有所差异,需要根据具体的物料性质来选择合适的磨料。
(2)磨料与物料的比例:磨料与物料的比例也会影响到研磨效果。
一般情况下,磨料的比例较大,可以提高研磨效率和研磨细度。
但过高的磨料比例可能会导致研磨效果不稳定。
(3)磨筒的转速:磨筒的转速决定了磨料的受力状态和物料的停留时间。
较高的转速可以增加磨料与物料的碰撞频率,加快研磨速度。
但过高的转速可能会导致物料过度研磨而产生过细的颗粒。
(4)物料的硬度和湿度:物料的硬度和湿度也会对研磨效果产生影响。
球磨机的工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它通过回转的圆筒内装有一定比例的研磨介质(通常为钢球或钢棒),将物料进行研磨、混合和分散。
球磨机的工作原理可以简单描述为以下几个步骤:1. 物料进料:通过进料装置将需要研磨的物料加入球磨机的圆筒内。
2. 研磨介质运动:球磨机启动后,圆筒开始回转,研磨介质(钢球或钢棒)也随之开始在圆筒内运动。
3. 研磨过程:物料在圆筒内与研磨介质的碰撞、摩擦和研磨作用下,逐渐被研磨成较小的颗粒。
研磨介质的运动将能量传递给物料,使其发生破碎和变形。
4. 排料:研磨后的物料通过排料装置从球磨机的出料口排出。
根据需要,可以通过筛网对物料进行分级。
球磨机的工作原理可以进一步详细分析:1. 研磨介质的作用:研磨介质在球磨机内的运动是实现物料研磨的关键。
研磨介质的撞击和摩擦作用下,物料被研磨成较小的颗粒。
研磨介质的大小、形状和种类可以根据物料的特性和研磨要求进行选择。
2. 研磨介质与物料的相互作用:物料与研磨介质之间的相互作用是研磨过程中的重要因素。
物料与研磨介质的碰撞、摩擦和剪切作用下,物料的颗粒逐渐变小。
同时,物料也对研磨介质产生反作用力,使研磨介质发生运动和翻滚,从而提供更多的研磨能量。
3. 研磨介质与物料的分散作用:在球磨机内,研磨介质的运动还可以使物料得到有效的分散。
研磨介质的撞击和翻滚作用下,物料的团聚结构被破坏,颗粒之间的间隙增大,有利于物料的分散和混合。
4. 研磨过程的控制:为了实现更好的研磨效果,可以通过调整球磨机的转速、进料量和研磨介质的种类、大小等参数来控制研磨过程。
同时,球磨机内还可以加入一些辅助剂,如分散剂、润滑剂等,以改善研磨效果。
总结起来,球磨机的工作原理是通过回转的圆筒和研磨介质的运动,将物料进行研磨、混合和分散。
研磨介质的撞击、摩擦和翻滚作用下,物料的颗粒逐渐变小,团聚结构被破坏,从而实现了研磨的目的。
通过调整球磨机的参数和加入辅助剂,可以进一步控制研磨过程,提高研磨效果。
球磨机的工作原理
球磨机是一种常见的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它的工作原理是通过回转的圆筒内装满磨料和研磨介质(如钢球),将物料放入圆筒内进行研磨和混合。
球磨机的工作原理可以分为以下几个步骤:
1. 物料投入:将待研磨的物料通过进料装置投入球磨机的圆筒内。
2. 研磨介质运动:球磨机的圆筒会开始回转,使得磨料和研磨介质在圆筒内产
生磨擦和碰撞。
研磨介质的运动会使得物料受到研磨和混合作用。
3. 研磨效果:在球磨机中,研磨介质(如钢球)的重力作用和离心力的作用下,会形成一定的运动轨迹。
这种运动轨迹会使得研磨介质与物料之间发生相互作用,从而实现物料的研磨和混合。
4. 研磨细度控制:球磨机通常会设置出料装置,通过调整出料装置的位置和开
启程度,可以控制研磨细度。
当物料达到所需的细度后,可以通过出料装置将研磨好的物料排出。
5. 冷却和循环:为了防止球磨机过热,通常会设置冷却装置。
冷却装置可以将
球磨机内部的温度降低,保证设备的正常运行。
同时,球磨机还可以通过循环装置,将一部份研磨好的物料再次投入圆筒内进行研磨,以提高研磨效率。
总结起来,球磨机的工作原理是通过回转的圆筒,将物料和研磨介质一起投入
进行研磨和混合。
研磨介质的运动和物料的相互作用,实现了物料的研磨和混合。
通过调整出料装置的位置和开启程度,可以控制研磨细度。
冷却装置和循环装置则保证了球磨机的正常运行和提高研磨效率。
这种工作原理使得球磨机成为一种重要的研磨设备,广泛应用于各个行业。
球磨机工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它通过旋转的圆筒内部装有钢球或其他研磨介质,对物料进行研磨和混合。
球磨机的工作原理是基于物料与研磨介质之间的相互作用,以下将详细介绍球磨机的工作原理。
1. 球磨机的结构球磨机主要由进料装置、排料装置、旋转装置、传动装置、电机和控制系统等组成。
其中,进料装置将物料送入球磨机的筒体内,排料装置将研磨后的物料从筒体中排出。
旋转装置通过电机驱动筒体旋转,传动装置将电机的旋转运动传递给筒体。
2. 研磨介质的选择球磨机内部装有钢球或其他研磨介质,研磨介质的选择对研磨效果有重要影响。
常用的研磨介质有钢球、陶瓷球和砂石等。
不同的物料和研磨要求需要选择适合的研磨介质。
3. 球磨机的工作过程球磨机的工作过程主要包括进料、研磨和排料三个阶段。
3.1 进料阶段物料通过进料装置进入球磨机的筒体内。
在进料过程中,物料与研磨介质之间存在相互作用,物料受到研磨介质的冲击、摩擦和剪切力,从而发生破碎和研磨作用。
3.2 研磨阶段在球磨机的筒体内,物料与研磨介质不断进行碰撞和摩擦。
研磨介质的运动和筒体的旋转使物料受到不断的破碎和研磨作用。
物料的粒度逐渐减小,达到所需的研磨细度。
3.3 排料阶段研磨后的物料通过排料装置从球磨机的筒体中排出。
排料装置通常位于球磨机的一端,通过调整排料装置的结构和位置,可以控制物料的排出速度和粒度。
4. 影响球磨机工作效果的因素球磨机的工作效果受到多种因素的影响,包括物料性质、研磨介质的选择、研磨介质与物料的充填比例、筒体的旋转速度、研磨介质的大小和形状等。
合理选择这些因素可以提高球磨机的研磨效率和研磨质量。
4.1 物料性质物料的硬度、湿度和粒度分布等性质会影响球磨机的工作效果。
硬度较大的物料需要更高的研磨能量,湿度较高的物料易于粘结在筒体内,而粒度分布较宽的物料需要更长的研磨时间。
4.2 研磨介质的选择不同的物料和研磨要求需要选择适合的研磨介质。
陶瓷球磨机的原理是什么
陶瓷球磨机(也称为球磨磨机)是一种用于研磨和混合材料的设备。
其工作原理如下:
1. 研磨体填充: 在球磨机内部有一定数量和尺寸不同的陶瓷球体,这些陶瓷球体充实在机器的滚筒内部。
2. 回转运动和离心力: 当球磨机开始运行时,滚筒内部的陶瓷球体开始回转,并产生离心力。
这个回转运动和离心力会使得填充物和其中的被研磨物料一起向上滚动,并随着滚筒的旋转而落下,形成一个连续的循环过程。
3. 研磨效果: 在上述的滚动和落下的过程中,陶瓷球体与物料之间会发生碰撞和摩擦。
这种碰撞和摩擦会对物料进行研磨和混合。
4. 物料分散: 在球磨机的过程中,物料不断受到陶瓷球和机内壁的碰撞和剪切力的作用,从而使得物料逐渐分散和细化。
5. 时间和速度控制: 球磨机中的研磨过程可以通过控制运行时间和旋转速度来控制。
不同物料的研磨要求和目标可以通过调整这些参数来实现。
总的来说,陶瓷球磨机利用陶瓷球体的运动和碰撞来实现对物料的研磨和混合。
其主要特点是高效、可控性强,并且可以处理多种不同的材料。
球磨机的工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它的工作原理是利用磨料和磨料介质在旋转的圆筒内进行研磨,从而实现物料的细磨和混合。
球磨机主要由进料装置、转筒、出料装置、传动装置、机电和控制系统等组成。
下面将详细介绍球磨机的工作原理及每一个部件的作用。
1. 进料装置:进料装置是球磨机的一个重要组成部份,它用于将物料送入磨料筒内。
进料装置通常由进料螺旋、进料管和进料阀等组成。
物料通过进料管进入磨料筒,并通过进料螺旋的推动下均匀分布在磨料筒内。
2. 转筒:转筒是球磨机的主体部份,它是一个圆筒形的容器,通常由钢板制成。
转筒内部安装有一定数量的磨料和磨料介质(如钢球),物料与磨料介质一起在转筒内进行研磨。
转筒的旋转是由机电通过传动装置带动的。
3. 出料装置:出料装置用于将研磨后的物料从磨料筒中排出。
出料装置通常由出料管、出料阀和出料螺旋等组成。
研磨后的物料通过出料管排出,并通过出料阀的控制调节物料的流量和出料速度。
4. 传动装置:传动装置是球磨机的关键部份,它将机电的旋转运动转换为转筒的旋转运动。
传动装置通常由机电、减速器、联轴器和齿轮等组成。
机电通过减速器和联轴器将动力传递给齿轮,齿轮再带动转筒旋转。
5. 机电:机电是球磨机的动力源,它提供旋转运动所需的动力。
机电通常采用交流机电或者直流机电,其功率大小取决于球磨机的规格和工作要求。
6. 控制系统:控制系统用于对球磨机的运行进行监控和控制。
控制系统通常由电控柜、控制按钮和传感器等组成。
通过控制按钮可以实现球磨机的启动、住手和调速等操作,传感器用于监测球磨机的运行状态和参数。
球磨机的工作原理是:当机电启动时,通过传动装置将动力传递给转筒,使其开始旋转。
物料通过进料装置进入转筒内,与磨料和磨料介质一起在转筒内进行研磨。
磨料和磨料介质的磨擦和冲击作用下,物料逐渐被研磨成所需的细粉料。
研磨后的物料通过出料装置排出,完成整个研磨过程。
球磨机工作原理及球磨机研磨体运动分析所以减小入磨粒度能提高磨机生产能力,降低电耗。
加料均匀,而且加料量合适,则磨机生产能力提高。
加料量太少或过多,都要降低生产能力。
因为加料量太少时,研磨体降落时,并不全部冲击在物料上,而是有一部分研磨体互相撞击,作了无用功;反之,加料量过多,研磨体的冲击能量不能充分发挥,磨机生产能力也不能提高。
(2) 球磨机结构方面磨机的长径比与生产方式有关,对于开流生产系统的磨机,为保证产品的细度一次合格,长径比L/D=3.5~6;对于圈流生产系统的磨机,为加大物料的流通量,应选取L/D=2.5~3.5。
磨机内的仓数一般为2~4仓,长径比愈大,仓数愈多。
可根据生产实践经验来确定,一般干法圈流生产磨机:双仓磨时,第一仓仓长为全长的30%~40%,第二仓仓长为全长的60%~70%;三仓磨时,第一仓仓长为全长的25%~30%,第二仓仓长为全长的25%~30%,第三仓仓长为全长的45%~50%。
对于开流生产的磨机,细磨仓应适当增加长度。
生产高强度等级的水泥时也是这样,这是为了增加物料的细磨时间,使产品达到细度要求。
磨机内隔仓板的形式,隔仓板的篦孔数量和大小要恰当,如果篦孔数量不多,尺寸太小,隔仓板的有效通风面积就小,这样增加了抽风阻力,而且物料流速也受到一定影响。
如果篦孔数量太多或太大,则隔仓板的强度不够,且易使较粗颗粒进入下一仓,负荷加重,各仓工作便失去平衡。
磨机衬板的表面形状对磨机产量的影响也不小,因它可以改变研磨体的提升高度,即影响研磨体对物料的冲击和研磨效率。
所以,应该正确选择衬板的形式。
物料在磨内粉磨效率也与研磨体的种类、规格、级配和填充率有关。
因此,必须正确合理地选择。
(3) 采用新技术方面粉磨系统自动控制。
根据磨机噪声,采用电耳法控制电磁振动给料机或皮带喂料机,控制磨内物料适量和自动调节物料均匀加入,使磨内物料量始终保持最佳状态,这样可提高磨机产量。
加强磨内通风。
磨内具有一定的风速,使粉磨过程中产生的微粉能及时被气流带走,减少了微粉的缓冲作用,可以提高粉磨效率,产品质量不会受到影响。
球磨的原理球磨是一种常用的机械力学加工方法,它通过球磨机将物料与磨体一起放入磨缸中,经过摩擦、碰撞和剪切等作用的连续循环,从而实现物料的粉碎和混合。
球磨机主要由转筒、电动机和减速器等组成,通过转动转筒使磨体和物料在磨缸中不断运动,达到研磨的效果。
球磨的原理可以归纳为以下几个方面:1. 力学原理球磨过程中,转筒的旋转使得磨体和物料在磨缸中呈环状运动,形成强大的离心力和摩擦力。
磨体与物料之间的碰撞和剪切作用使物料逐渐破碎和细化,从而实现粉碎的效果。
同时,磨体也会与磨缸壁发生摩擦,产生磨擦热,使物料温度升高。
2. 碰撞原理磨体在磨缸中高速运动时,与物料发生碰撞,形成冲击力。
这种碰撞力可以把物料破碎成更小的颗粒,并且能够促进物料颗粒之间的相互碰撞,进一步加快破碎速度。
3. 剪切原理在球磨过程中,物料的颗粒会因为磨体的剪切力而发生形变和破碎。
剪切力是指两个相对运动的物体之间的切向力,它使得物料颗粒受到剪切应力,从而产生剪切变形和断裂。
4. 热效应原理球磨过程中,由于磨体与物料之间的摩擦,会产生大量的磨擦热。
这些热量会使物料的温度升高,有利于某些物料的反应、溶解和扩散等过程。
但过高的温度也可能引起物料的变质、热解等不良反应,因此球磨过程中需要控制温度。
5. 流体力学原理球磨过程中,物料和磨体在磨缸中的运动受到流体力学的影响。
磨体和物料之间的摩擦力和阻力会影响物料的运动速度和轨迹,从而影响研磨效果。
流体力学原理的应用可以优化球磨机的结构和参数,提高研磨效率和质量。
球磨的原理是通过转筒的旋转,使磨体和物料在磨缸中不断碰撞、剪切和摩擦,达到物料粉碎和混合的效果。
球磨过程中的力学、碰撞、剪切、热效应和流体力学等原理相互作用,共同影响着研磨效果。
合理地控制这些原理的应用,可以提高球磨的效率和质量,满足不同物料的加工要求。
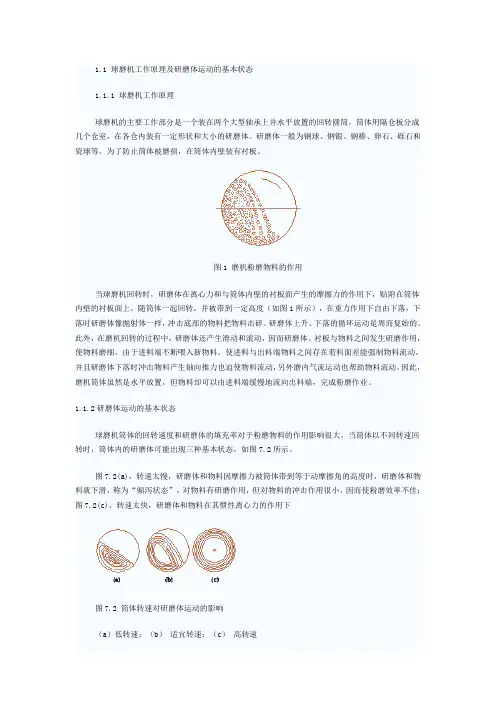
1.1 球磨机工作原理及研磨体运动的基本状态1.1.1 球磨机工作原理球磨机的主要工作部分是一个装在两个大型轴承上并水平放置的回转圆筒,筒体用隔仓板分成几个仓室,在各仓内装有一定形状和大小的研磨体。
研磨体一般为钢球、钢锻、钢棒、卵石、砾石和瓷球等。
为了防止筒体被磨损,在筒体内壁装有衬板。
图1 磨机粉磨物料的作用当球磨机回转时,研磨体在离心力和与筒体内壁的衬板面产生的摩擦力的作用下,贴附在筒体内壁的衬板面上,随筒体一起回转,并被带到一定高度(如图1所示),在重力作用下自由下落,下落时研磨体像抛射体一样,冲击底部的物料把物料击碎。
研磨体上升、下落的循环运动是周而复始的。
此外,在磨机回转的过程中,研磨体还产生滑动和滚动,因而研磨体、衬板与物料之间发生研磨作用,使物料磨细。
由于进料端不断喂入新物料,使进料与出料端物料之间存在着料面差能强制物料流动,并且研磨体下落时冲击物料产生轴向推力也迫使物料流动,另外磨内气流运动也帮助物料流动。
因此,磨机筒体虽然是水平放置,但物料却可以由进料端缓慢地流向出料端,完成粉磨作业。
1.1.2研磨体运动的基本状态球磨机筒体的回转速度和研磨体的填充率对于粉磨物料的作用影响很大。
当筒体以不同转速回转时,筒体内的研磨体可能出现三种基本状态,如图7.2所示。
图7.2(a),转速太慢,研磨体和物料因摩擦力被筒体带到等于动摩擦角的高度时,研磨体和物料就下滑,称为“倾泻状态”,对物料有研磨作用,但对物料的冲击作用很小,因而使粉磨效率不佳;图7.2(c),转速太快,研磨体和物料在其惯性离心力的作用下图7.2 筒体转速对研磨体运动的影响(a)低转速;(b)适宜转速;(c)高转速贴附筒体一起回转(作圆周运动),称为“周转状态”,研磨体对物料起不到冲击和研磨作用;图7.2(b),转速比较适宜,研磨体提升到一定高度后抛落下来,称为“抛落状态”,研磨体对物料较大的冲击和研磨作用,粉磨效率高。
实际上,研磨体的运动状态是很复杂的,有贴附在磨机筒壁向上的运动;有沿筒壁和研磨体层向下的滑动;有类似抛射体的抛落运动;有绕自身轴线的自转运动以及滚动等。
球磨机工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它的主要功能是通过摩擦和撞击的作用将物料研磨成细小的颗粒。
一、球磨机的结构组成球磨机主要由进料装置、排料装置、回转装置、传动装置、电动机和控制系统等组成。
1. 进料装置:球磨机的进料装置通常由进料螺旋、进料管和进料盒组成。
物料通过进料管进入球磨机的研磨腔体。
2. 排料装置:球磨机的排料装置通常由出料螺旋和出料管组成。
研磨后的物料通过出料管排出。
3. 回转装置:球磨机的回转装置包括主轴、齿轮、传动轴和轴承等。
电动机通过传动装置带动主轴转动,使研磨介质(钢球或砂石)在研磨腔体内进行运动。
4. 传动装置:球磨机的传动装置通常由电动机、减速器和联轴器组成。
电动机通过联轴器与减速器相连,减速器再将动力传递给主轴。
二、球磨机的工作原理球磨机的工作原理可以概括为以下几个步骤:1. 进料:物料通过进料装置进入球磨机的研磨腔体。
2. 研磨:电动机带动主轴转动,使研磨介质(钢球或砂石)在研磨腔体内进行高速旋转。
研磨介质对物料进行摩擦和撞击,将物料研磨成细小的颗粒。
3. 排料:研磨后的物料通过出料装置排出球磨机。
4. 分级:有些应用需要对研磨后的物料进行分级,以满足不同颗粒大小的需求。
这时可以通过分级装置将物料进行分级处理。
5. 重复循环:如果需要进一步研磨物料,可以将排出的物料再次送入球磨机进行研磨,实现连续循环研磨。
三、球磨机的应用领域球磨机广泛应用于矿山、冶金、化工、建材等行业,主要用于研磨各种矿石、矿渣、水泥熟料、化工原料等。
具体应用领域包括:1. 矿山行业:球磨机常用于研磨金属矿石,如铁矿石、铜矿石、铅锌矿石等。
研磨后的矿石可以用于提取金属或作为原料进行冶炼。
2. 冶金行业:球磨机常用于研磨冶金原料,如熟料、石灰石、白云石等。
研磨后的原料可以用于生产水泥、石膏等冶金产品。
3. 化工行业:球磨机常用于研磨化工原料,如硫酸铜、硫酸铝等。
球磨机工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它的工作原理是利用磨料和磨料介质在旋转的圆筒内进行相互碰撞和摩擦,从而实现物料的研磨和细化。
球磨机主要由进料装置、排料装置、回转装置、传动装置和电控装置等组成。
下面将详细介绍球磨机的工作原理。
1. 进料装置:球磨机的进料装置通常包括进料螺旋和进料斗。
物料经过进料装置进入球磨机的研磨腔体。
2. 排料装置:球磨机的排料装置通常包括排料板和排料螺旋。
研磨后的物料通过排料装置从球磨机中排出。
3. 回转装置:球磨机的回转装置由电机、减速器、大齿轮和小齿轮等组成。
电机通过减速器带动大齿轮旋转,大齿轮与小齿轮啮合,从而使球磨机的筒体产生回转运动。
4. 传动装置:球磨机的传动装置主要由电机和减速器组成。
电机通过减速器带动球磨机的回转装置,使其产生回转运动。
5. 研磨介质:球磨机的研磨介质通常为钢球或其他合金球。
研磨介质在球磨机内不断碰撞和摩擦,从而实现物料的研磨和细化。
球磨机的工作原理如下:1. 启动球磨机:首先,打开球磨机的电源,启动电机和减速器,使球磨机的回转装置开始旋转。
2. 加入物料和研磨介质:将待研磨的物料和研磨介质加入球磨机的研磨腔体中。
物料和研磨介质在球磨机内部受到离心力的作用,随着球磨机的回转运动,不断碰撞和摩擦。
3. 研磨过程:物料和研磨介质在球磨机内部进行相互碰撞和摩擦,从而实现物料的研磨和细化。
研磨过程中,物料逐渐被研磨成所需的细粉末。
4. 排料过程:研磨后的物料通过排料装置从球磨机中排出。
排料装置通常通过调节排料板的角度来控制物料的排出速度和粒度。
5. 停止球磨机:当达到所需的研磨效果或工作时间到达预定时间后,关闭球磨机的电源,停止球磨机的运转。
总结:球磨机通过研磨介质的碰撞和摩擦,将物料研磨成所需的细粉末。
它的工作原理简单明了,操作方便。
在实际应用中,可以根据物料的特性和研磨要求选择合适的研磨介质和研磨时间,以达到最佳的研磨效果。
球磨机的作用及工作原理
球磨机是一种常用的粉磨设备,主要用于将物料中的粗颗粒研磨成细粉末,从而满足不同工业领域对粉状物料的需求。
球磨机的工作原理主要包括下面几个步骤:
1. 装填物料:将物料和磨球一同装入球磨机的工作室中。
磨球的大小和材质通常根据物料性质和要求进行选择。
2. 运动轨迹:球磨机通过转动工作室来产生离心力和惯性力,使磨球在工作室内形成高速回转和落击的运动轨迹。
3. 碰撞研磨:在运动轨迹中,磨球会发生相互之间和与物料之间的碰撞和摩擦,从而将物料研磨成细小的粉末。
磨球的撞击力量和频率越大,研磨效果越好。
4. 分级分离:球磨机内部的筛网会将较大颗粒的物料回收到工作室中,而细小的粉末则通过筛网排出。
5. 循环再磨:在球磨过程中,物料和磨球不断进行碰撞和研磨,直到达到所需的细度为止。
一般情况下,反复循环磨矿数次,以确保物料的充分研磨。
总的来说,球磨机通过磨球的高速回转和落击运动,使物料发生碰撞和摩擦,从而达到研磨物料的目的。
球磨机工作原理球磨机是一种常用的磨料设备,广泛应用于矿山、建材、冶金、化工等行业。
它通过旋转的圆筒内装有磨料和磨料介质(如钢球、钢棒等),将物料进行研磨和混合。
球磨机主要由进料装置、排料装置、回转装置、传动装置、机电和控制系统等组成。
下面将详细介绍球磨机的工作原理。
1. 进料装置:物料通过进料装置进入球磨机的圆筒内。
进料装置通常由进料管道和进料螺旋组成。
物料通过进料管道进入圆筒,进料螺旋将物料均匀地输送到圆筒内。
2. 排料装置:磨料经过研磨后,通过排料装置从球磨机中排出。
排料装置通常由排料管道和排料板组成。
磨料通过排料管道流出,排料板的倾斜角度可以控制物料的流速和排出位置。
3. 回转装置:球磨机通过回转装置使圆筒进行旋转。
回转装置通常由机电、减速器和齿轮组成。
机电驱动回转装置旋转,通过减速器和齿轮将动力传递给圆筒,使其旋转起来。
4. 传动装置:传动装置用于传递机电的动力到回转装置。
传动装置通常由皮带、链条或者齿轮等组成。
它将机电的转速和扭矩传递给回转装置,确保圆筒能够稳定地旋转。
5. 研磨介质:研磨介质是球磨机中的重要组成部份,它能够对物料进行有效的研磨。
常用的研磨介质包括钢球、钢棒等。
研磨介质的大小和种类可以根据物料的性质和研磨要求进行选择。
6. 工作原理:球磨机的工作原理是利用研磨介质和物料之间的相互作用进行研磨。
当球磨机开始工作时,圆筒开始旋转,研磨介质也随之旋转。
物料通过重力作用和离心力作用,与研磨介质发生碰撞和磨擦,从而实现研磨的目的。
在球磨过程中,研磨介质和物料不断地碰撞和磨擦,使物料逐渐被研磨成较小的颗粒。
研磨介质的运动状态和圆筒的旋转速度会影响研磨效果。
合适的研磨介质和圆筒的旋转速度可以提高研磨效率和研磨质量。
球磨机的工作原理可以简单总结为:物料进入圆筒后,通过研磨介质的碰撞和磨擦进行研磨,最终达到所需的研磨效果。
球磨机的工作原理简单明了,操作方便,广泛应用于各个行业的研磨工艺中。
球磨机工作原理引言概述:球磨机是一种常用的粉磨设备,广泛应用于矿山、建材、冶金等行业。
它能够将原料研磨成所需的细粉,具有高效、节能的特点。
本文将详细介绍球磨机的工作原理。
一、进料系统1.1 斗式给料机:球磨机的进料系统通常采用斗式给料机。
斗式给料机通过电机驱动皮带或链条,将原料从上方的料斗中均匀地输送到球磨机的进料口。
1.2 调节阀门:球磨机的进料系统还配备了调节阀门,用于控制原料的进料量。
通过调节阀门的开度,可以实现对进料量的精确控制,以满足工艺要求。
1.3 振动给料机:在某些特殊情况下,球磨机的进料系统还可以采用振动给料机。
振动给料机通过振动力将原料送入球磨机,具有进料均匀、连续的特点。
二、研磨系统2.1 研磨介质:球磨机的研磨系统主要由研磨介质和研磨筒组成。
研磨介质通常为钢球,其直径大小根据研磨要求而定。
研磨介质的运动状态对研磨效果有着重要影响。
2.2 研磨筒:研磨筒是球磨机的核心部件,一般为水平放置的圆筒形结构。
研磨筒内装有研磨介质和待磨物料,通过筒体的旋转和研磨介质的滚动、落下,实现对原料的研磨。
2.3 研磨效果控制:为了控制研磨效果,球磨机通常配备有研磨时间控制装置和研磨介质的补充装置。
研磨时间的长短和研磨介质的补充量可以根据研磨要求进行调节。
三、排料系统3.1 排料板:球磨机的排料系统主要由排料板和排料螺旋组成。
排料板位于研磨筒的末端,通过调整排料板的倾斜角度,控制研磨产物的排出速度和粒度。
3.2 排料螺旋:排料螺旋位于排料板下方,通过螺旋传动将研磨产物从球磨机中排出。
排料螺旋的转速和倾斜角度可以根据研磨要求进行调节。
3.3 研磨产物分级:为了得到所需的细粉,球磨机的排料系统通常还配备有分级装置。
分级装置通过筛网或气流分离的方式,将研磨产物按照粒度进行分级,以满足不同工艺要求。
四、传动系统4.1 电机:球磨机的传动系统通常由电机、减速器和传动轴组成。
电机通过减速器带动传动轴旋转,进而带动研磨筒的旋转。
球磨机的工作原理球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、化工、建材等行业。
它的工作原理是通过旋转的圆筒内部放置一定数量的研磨体(钢球、钢棒等),将待磨料放入圆筒内,通过圆筒的旋转和研磨体的碰撞、摩擦等作用,实现对磨料的粉碎和混合。
球磨机主要由进料装置、排料装置、旋转装置、传动装置、电机和控制系统等组成。
1. 进料装置:球磨机的进料装置通常由进料螺旋管、进料螺旋叶片、进料管等组成。
待磨料通过进料管进入圆筒内部,通过螺旋管和叶片的作用,实现均匀地将磨料分布在圆筒内。
2. 排料装置:球磨机的排料装置通常由排料板、排料螺旋管等组成。
磨料在圆筒内经过研磨后,通过排料板的作用,从圆筒的出口处排出。
排料螺旋管的作用是将磨料从出口处输送出去。
3. 旋转装置:球磨机的旋转装置由电机、减速器、传动轴等组成。
电机通过传动装置带动传动轴旋转,进而带动圆筒的旋转。
旋转速度可以根据磨矿要求进行调整。
4. 传动装置:球磨机的传动装置通常由皮带轮、齿轮、传动轴等组成。
电机通过传动装置将动力传递给传动轴,从而带动圆筒的旋转。
5. 研磨体:球磨机内放置的研磨体通常为钢球或钢棒。
研磨体的大小和数量可以根据磨矿要求进行调整。
研磨体在圆筒内的旋转和碰撞作用下,对磨料进行研磨和混合。
6. 控制系统:球磨机通常配备有控制系统,用于控制电机的启停、磨矿时间、研磨速度等参数。
通过控制系统,可以实现对球磨机的自动化控制和监测。
球磨机的工作原理可以简单概括为:将待磨料放入圆筒内,通过旋转的圆筒和研磨体的碰撞、摩擦等作用,实现对磨料的粉碎和混合。
通过控制系统的调节,可以实现对球磨机的工作参数进行控制和监测,以满足不同磨矿要求。
值得注意的是,由于球磨机的工作原理较为简单,但在实际操作中需要注意研磨体的选择、研磨介质的添加、磨矿时间的控制等因素,以保证磨矿效果和设备的正常运行。
1.1 球磨机工作原理及研磨体运动的基本状态1.1.1 球磨机工作原理球磨机的主要工作部分是一个装在两个大型轴承上并水平放置的回转圆筒,筒体用隔仓板分成几个仓室,在各仓内装有一定形状和大小的研磨体。
研磨体一般为钢球、钢锻、钢棒、卵石、砾石和瓷球等。
为了防止筒体被磨损,在筒体内壁装有衬板。
图1 磨机粉磨物料的作用当球磨机回转时,研磨体在离心力和与筒体内壁的衬板面产生的摩擦力的作用下,贴附在筒体内壁的衬板面上,随筒体一起回转,并被带到一定高度(如图1所示),在重力作用下自由下落,下落时研磨体像抛射体一样,冲击底部的物料把物料击碎。
研磨体上升、下落的循环运动是周而复始的。
此外,在磨机回转的过程中,研磨体还产生滑动和滚动,因而研磨体、衬板与物料之间发生研磨作用,使物料磨细。
由于进料端不断喂入新物料,使进料与出料端物料之间存在着料面差能强制物料流动,并且研磨体下落时冲击物料产生轴向推力也迫使物料流动,另外磨内气流运动也帮助物料流动。
因此,磨机筒体虽然是水平放置,但物料却可以由进料端缓慢地流向出料端,完成粉磨作业。
1.1.2研磨体运动的基本状态球磨机筒体的回转速度和研磨体的填充率对于粉磨物料的作用影响很大。
当筒体以不同转速回转时,筒体内的研磨体可能出现三种基本状态,如图7.2所示。
图7.2(a),转速太慢,研磨体和物料因摩擦力被筒体带到等于动摩擦角的高度时,研磨体和物料就下滑,称为“倾泻状态”,对物料有研磨作用,但对物料的冲击作用很小,因而使粉磨效率不佳;图7.2(c),转速太快,研磨体和物料在其惯性离心力的作用下图7.2 筒体转速对研磨体运动的影响(a)低转速;(b)适宜转速;(c)高转速贴附筒体一起回转(作圆周运动),称为“周转状态”,研磨体对物料起不到冲击和研磨作用;图7.2(b),转速比较适宜,研磨体提升到一定高度后抛落下来,称为“抛落状态”,研磨体对物料较大的冲击和研磨作用,粉磨效率高。
实际上,研磨体的运动状态是很复杂的,有贴附在磨机筒壁向上的运动;有沿筒壁和研磨体层向下的滑动;有类似抛射体的抛落运动;有绕自身轴线的自转运动以及滚动等。
所谓研磨体对物料的基本作用,正是上述各种运动对物料的综合作用的结果,其中主要的可以归结为冲击和研磨作用。
分析研磨体粉碎物料的基本作用,目的是为确定研磨体的合理运动状态,这是正确选择与计算磨机的适宜工作转速、需用功率、生产能力以及磨机机械计算的依据。
1.2球磨机内研磨体的运动分析球磨机的粉磨作用,主要是研磨体对物料的冲击和研磨。
为了进一步了解磨机操作时研磨体对物料作用的实质,以便确定磨机的工作参数,如适宜的工作转速、功率消耗、生产能力、研磨体装填量以及掌握影响磨机粉磨效率的各项因素、筒体受力情况与强度计算等,都必须对研磨体在磨机内的运动状态加以分析研究。
1.2.1基本假设研磨体运动的实际状态是很复杂的,为了使问题分析简单化,作如下基本假设:(1) 当磨机在正常工作时,研磨体在筒体内按所在位置的运动轨迹只有两种:一种是一层层地以筒体横断面几何中心为圆心,按同心圆弧轨迹随着筒体回转作向上运动;另一种是一层层地按抛物线轨迹降落下来;(2) 研磨体与筒壁间及研磨体层与层之间的相对滑动极小,具体计算时略去不计;(3)磨机筒体内物料对研磨体运动的影响略去不计;(4) 研磨体作为一质点,因此最外层研磨体的回转半径,可以用筒体的有效内径表示。
研磨体按圆弧随筒体回转作向上运动,当达到某一高度时,开始离开圆弧轨迹而沿抛物线轨迹下落,此瞬时的研磨体中心称为脱离点,各层研磨体脱离点的连线称为脱离点轨迹,如图7.3中AB线。
当研磨体以抛物线轨迹降落后,到达降落终点,此瞬时的研磨体中心点称为降落点,各层研磨体降落点的连线称为降落点轨迹,如图7.3中的CD线。
图7.3 研磨体层示意图 7.4 磨体内研磨体所受作用力1.2.2研磨体运动的基本方程式取紧贴筒体衬板内壁的最外层研磨体作为研究对象,研磨体以质点A表示如图7.4所示。
研磨体在随筒体作圆弧轨迹向上运动的过程中,当达到某一位置时,其离心力Pc小于或等于它本身重力的径向分力Gcosα,研磨体就离开圆弧轨迹,开始抛射出去,按抛物线轨迹运动。
由此可见,研磨体在脱离点开始脱离应具备的条件为Pc≤Gcosα (1)Gg·v2R≤Gcosα又v=πRn30代入上式中,得cosα≥π2Rn2900g由于π2g≈1所以cosα≥Rn2900 (7.2)式中:Pc——离心力,N;G——研磨体的重力,N;v——研磨体运动的线速度,m/s;R——筒体的净空半径,m;α——研磨体脱离角;g——重力加速度,m/s2;n——筒体转速,r/min。
公式(7.2)为磨机内研磨体运动基本方程式,从此方程式中可以看出:研磨体脱离角与筒体转速及筒体有效半径有关,而与研磨体质量无关。
1.2.3研磨体运动脱离点轨迹当磨机在一定转速下工作时,研磨体运动的基本方程式(7.2)代表任一层研磨体脱离点三个量间的关系,它有着普遍意义。
图7.5 脱离点和降落点轨迹把式(7.2)改写成Rcosα=900n2=R1cosα=Ricosαi=常数 (7.3)式中:R1、Ri及α1、αi代表意义参阅图7.5。
从图中看出:OO1E是直角三角形,直角边OO1=R1,夹角为α1的直角三角形,其斜边大小如果不改变,保持恒量时(即OE=2Rt=常数),这个三角形的顶点O1的轨迹是一个圆。
故2Rt=Rcosα=900n2=常数因此,这个圆的半径为Rt=450n2 (7.4)由此得出结论:球磨机筒体内研磨体脱离点的轨迹AC是一个圆的部分圆弧,这个圆弧的圆心位于Y-Y轴上,半径为450n2,且在圆周通过坐标原点O所作的圆上。
1.2.4研磨体运动降落点轨迹研磨体自脱离点A抛出后,沿抛物线轨迹下落,其降落点位置仍在原来上升时研磨体层的圆弧轨迹上。
由此可见,降落点正是这两个轨迹,即抛物线和圆弧的交点。
为求得降落点坐标,必须列出抛物线及圆的轨迹方程式,联立求解这两式,所得结果即为降落点的轨迹。
取脱离点A(图7.5)为坐标原点,则抛物线方程式为:x=vtcosα (7.5)y=vtsinα-12gt2 (7.6)式中:v——研磨体自脱离点抛出时的初速度,m/s;t——时间,s。
将上式消去t得抛物线方程式y=xtanα-gx22v2cos2α (7.7)以O点为圆心,XX YY轴为坐标基准,半径为R的圆的方程式为X2+Y2=R2此圆对xx-yy轴之方程式应为(x-Rsinα)2+(y+Rcosα)2=R2 (7.8)将公式(7.7)、公式(7.8)联立求解,其结果就是降落点B的坐标。
x=4Rsinαcos2α (7.9)y=-4Rsin2αcosα (10)式中:“-”号表示降落点在横坐标之下。
以绝对值表示y=|4Rsin2αcosα|由图7.5可把方程式(10)改写成|y|=4Rcos2θsinθ又可写成|y|=R(sinθ+sinλ)所以4Rcos2θsinθ=R(sinθ+sinλ)则sinλ=4cos2θsinθ-sinθ=3sinθ-4sin3θ=sin3θ所以λ=3θ (11)根据上述这些夹角关系,降落点的轨迹就可按下法作出:从脱离点的轨迹曲线AC上取一系列点Oi′,由各点与筒体中心O连成直线,因而作出一系列角αi、θi,还可作一系列角λi,其大小为θ的三倍(λ=3θ),它与脱离点对于O之同心圆的交点轨迹为DB,即为降落点的轨迹曲线。
显然降落点的轨迹曲线应通过筒体中心O,故脱离点和降落点均应汇交在一起。
2.5研磨体运动最内层半径研磨体最内层是指运动着的研磨体在某一最小半径R2圆弧上,随筒体回转提升至一定高度后,仍能按抛物线轨迹降落,降落点处于极限位置(图7.5中D)。
欲求得此最内层半径R2,首先应按降落曲线求得横坐标X的最小值,因Xmin(图7.5所示)处在降落点的极限位置。
把方程式(7.9)移轴至XX YY为坐标基准(如图7.5所示),则X=x-Rsinα=4Rsinαcos2α-Rsinα (12)为了求得最小值,取导数dXdα=0。
在求解时将公式(7.3)代入上式,简化整理后得16cos4α-14cos2α+1=0根据代数公式解得X为最小值时的脱离角为α2=73°44′与此脱离角相对应的研磨体最内层的半径即为研磨体最内层半径R2,运用公式(7.3)得R2=900n2cosα2=900n2cos73°44′=252n2 (13)式中:R2——研磨体最内层半径,m;α2——脱离角。
因此在确定研磨体装填量时,务必使研磨体最内层的半径比252/n2要大,否则研磨体在降落时,将会互相干扰、碰撞,这就会损失它们的能量,降低粉磨效率。
1.2.6研磨体在磨机筒体横断面的分布磨机筒体内研磨体在工作过程中是连续不断地运动,主要可分为两种运动状态:一种是贴着筒体一起回转(如图7.6所示),用斜线表示的横断面F1,另一种是研磨体呈抛落状态的横断面F2。
图7.6 研磨体的分布(1)面积F1采用微量概念分析如下:dF1=(θ+λ)RdR=(θ+3θ)RdR=4θRdR因为R=2Rtcosα=2Rtcos(90°-θ)=2Rtsinθ对R微分得dR=2RtcosθdθdF1=16θR2tsinθcosθdθ=8R2tθsin2θdθ进行积分得F1=8R2t∫θ1θ2θsin2θdθ=8R2tθsin2θ-θ2+sin2θ4θ1θ2 (14)(2) 面积F2在时间t内抛出的微小面积dF2为dF2=vtdR (15)由式(7.5)x=vtcosα=vtcos(90°-θ)=vtsinθ由式(7.9)x=4Rsinαcos2α=4Rcosθsin2θ则得vtsinθ=4Rcosθsin2θ所以t=4Rcosθsinθv (16)将上式中R=2Rtsinθ代入,得t=4×2Rtsinθ×cosθsinθv=8Rtsin2θcosθv把上式代入式(15)中得dF2=v·8Rtsin2θcosθv×2Rtcosθdθ=16R2tsin2θcos2θdθ进行积分得F2=∫θ1θ216R2tsin2θcos2θdθ=R2t2θ-sin2θcos2θθ1θ2 (17)式中:θ1、θ2——分别为磨机内研磨体的最外层和最内层的脱离角的余角。
当磨机筒体净空(有效)直径和转速一定时,θ1即可确定,θ2则与磨机内研磨体的填充率有关。
图7.7 Z-θ图线(3) Z θ计算图线磨机内研磨体的填充系数(填充率)φ可用下式确定F1+F2=φπR21 (18)式中:R1——磨机筒体有效半径,m。
把式(14)和式(17)代入式(18)中,得R2t8θsin2θ-4θ+2sin2θ+2θ-sin2θcos2θθ1θ2=4πφR2tsin2θ18θsin2θ-2θ+sin2θ(2-cos2θ)θ1θ2=4πφsin2θ1 (19)上式为超越函数,为便于求解,宜采用图解法。