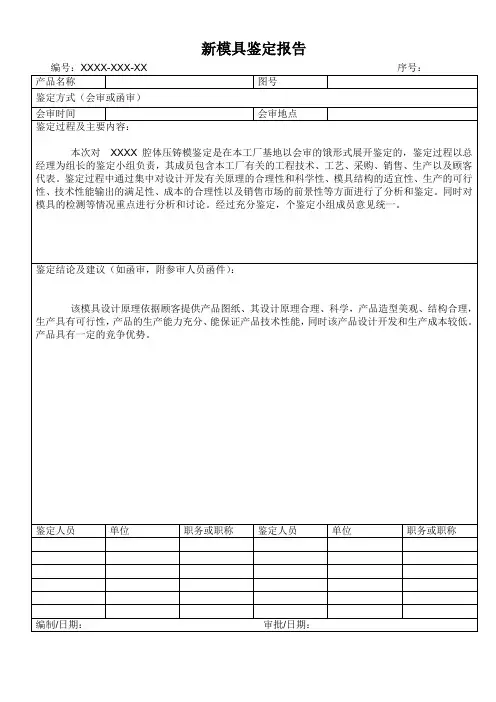
工装模具验收鉴定报告
- 格式:doc
- 大小:49.00 KB
- 文档页数:1
工装、模具检测验收规范1.目的:确保本公司工装含检具、模具制造后符合设计要求及生产产品符合图纸要求.2.适用范围:适用于本公司生产所需工装、模具的检测、验收.3.工作流程:自制工装、模具检测:无论新制、复制工装、模具,设计人员在图纸审批完毕后,下发图纸至制造单位注明需检测的零件图纸或组装图纸同时下发一份图纸必须检测的零件图和组装图至质量部;质量部根据图纸制定检验方法,在工装、模具制造完成前完成;制造单位在工装、模具零件或组装件制造完成后填写报检单通知质量部,由质量部指定检测人员对工装、模具进行全尺寸检测,根据工装、模具复杂程度,在1至3个工作日内完成;质量部将检测结果填写在工装、模具检测报告上,一式三份,质量部保存一份,同时下发技术部及制造单位各一份;不合格零件由制造单位不计工时进行返修或返工,经检测合格后的工装、模具方可进行试制验收.外协工装、模具检测:,由外协单位自己进行检测,签订合同时在外协加工合同上注明工装、模具验收前,必须由外协单位提供设计图纸及工装、模具检测报告各一份;外协单位提供的工装、模具检测报告在符合其设计图纸的前提下方可进行工装、模具的验收.工装、模具的验收:验收标准:A、工装、模具生产的产品符合工艺图纸;B、方便操作,装、卸零件方便;C、不存在任何操作危险隐患.自制工装、模具的验收:制造单位通知设计人员,由设计人员组织技术部、质量部、工装、模具使用单位负责人进行试制验收;验收不合格,在确定责任后由制造单位进行返修或返工;外协工装、模具的验收:采购部通知技术部,由技术部组织外协单位、质量部、工装、模具使用单位相关人员进行验收;验收不合格由外协单位免费进行返修或返工;工装、模具验收合格后,验收人员在工装、模具验收单上签字确认,技术部保留原件,复印一份至制造单位或外协单位,工装、模具验收单必须做为工时计算或付外协制造费用的依据.责任区分参照模具制造、维修量化管理规定编制:审批:。
模具检验报告1页-回复模具检验报告是在模具制作完成后对模具进行质量检验的一种文件记录,以评估模具的质量以及是否符合设计要求。
本文将从模具检验报告的背景和意义、模具检验报告的内容和要点、模具检验的方法和步骤等方面进行详细解答。
一、模具检验报告的背景和意义模具作为制造业中不可或缺的重要工具,其质量直接关系到产品的成型和品质,因此模具的质量检验非常关键。
模具检验报告是在模具制作完成后对模具进行全面检验的一种文件记录,它可以为制造商提供一个具体的模具质量评估,验证制造商是否按照设计要求进行了模具制作,保证模具的质量和可靠性。
二、模具检验报告的内容和要点1.模具基本信息:包括模具名称、制造商、制造日期等基本信息,方便对模具进行追溯和管理。
2.模具尺寸和偏差:通过对模具尺寸的测量和对比,检验模具尺寸是否符合设计要求。
同时,还需对模具的尺寸偏差进行评估,判断模具加工精度和制造工艺的合理性。
3.模具材料和硬度:通过对模具材料的化学成分分析和硬度测试,检验模具材料是否符合所需性能和要求。
4.模具表面质量:对模具表面进行目测和触摸,检验模具表面的均匀度、光洁度和平滑度,确保模具表面质量良好,以减少产品表面缺陷。
5.模具组装和拆卸:检验模具的组装和拆卸方式是否合理,是否能够顺利进行。
6.模具试模和模具寿命:通过模具试模,评估模具的可靠性和精度。
同时,可以根据试模情况预估模具的使用寿命,为后续维护和更换提供依据。
7.模具安全性:检验模具的使用安全性,包括模具的防护装置是否完善、操作人员是否需要接受相关培训等。
三、模具检验的方法和步骤1.准备检验设备和工具:检验设备和工具包括千分尺、测量软尺、硬度计等。
2.对模具尺寸进行测量:使用千分尺、测量软尺等工具对模具尺寸进行测量,记录测量结果,并与设计要求进行对比。
3.对模具材料进行化学成分分析:采用化学分析仪器对模具材料的化学成分进行分析,确保材料符合要求。
4.对模具表面进行质量检查:对模具表面进行目测和触摸,判断表面的均匀度、光洁度和平滑度等。
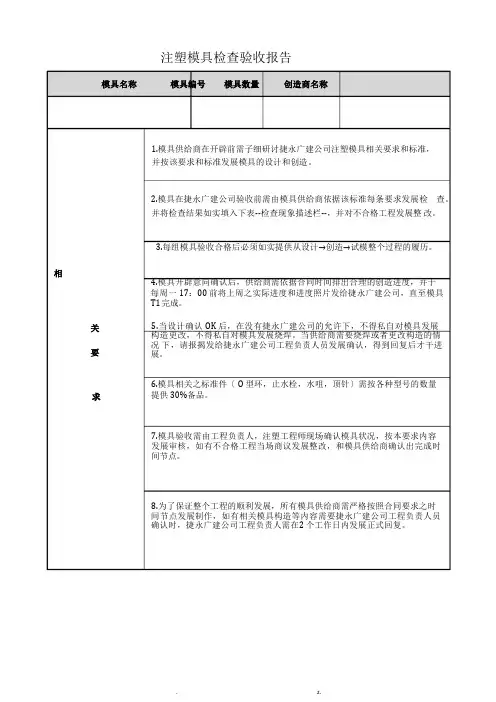
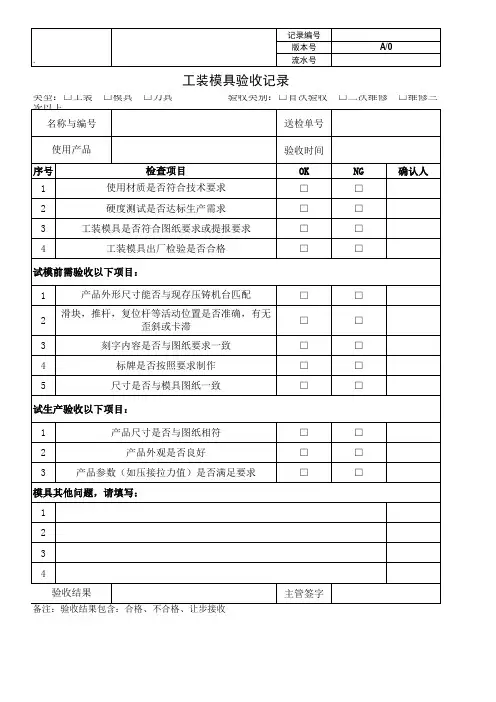
注塑模具检查验收报告1.模具供给商在开辟前需子细研讨捷永广建公司注塑模具相关要求和标准,并按该要求和标准发展模具的设计和创造。
2.模具在捷永广建公司验收前需由模具供给商依据该标准每条要求发展检查。
并将检查结果如实填入下表--检查现象描述栏--,并对不合格工程发展整改。
3.每组模具验收合格后必须如实提供从设计→创造→试模整个过程的履历。
4.模具开辟意向确认后,供给商需依据合同时间排出合理的创造进度,并于每周一 17:00 前将上周之实际进度和进度照片发给捷永广建公司,直至模具T1 完成。
5.当设计确认 OK 后,在没有捷永广建公司的允许下,不得私自对模具发展构造更改,不得私自对模具发展烧焊。
当供给商需要烧焊或者更改构造的情况下,请报揭发给捷永广建公司工程负责人员发展确认,得到回复后才干进展。
6.模具相关之标准件〔 O 型环,止水栓,水咀,顶针〕需按各种型号的数量提供 30%备品。
7.模具验收需由工程负责人,注塑工程师现场确认模具状况,按本要求内容发展审核,如有不合格工程当场商议发展整改,和模具供给商确认出完成时间节点。
8.为了保证整个工程的顺利发展,所有模具供给商需严格按照合同要求之时间节点发展制作,如有相关模具构造等内容需要捷永广建公司工程负责人员确认时,捷永广建公司工程负责人需在2 个工作日内发展正式回复。
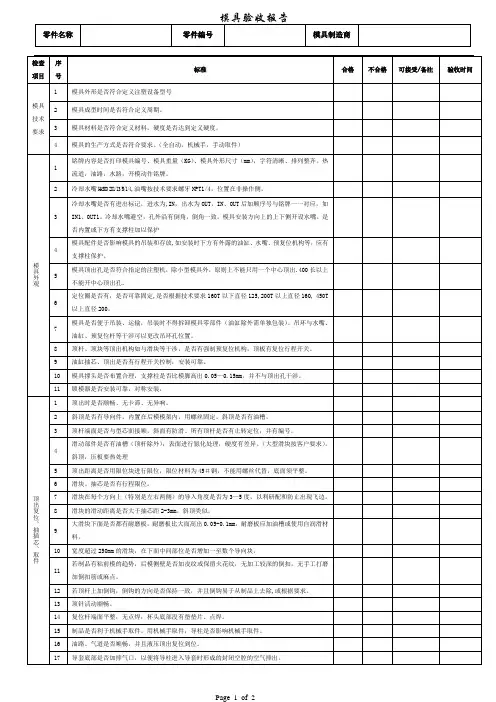
注塑模具检查验收报告一 模具的标牌和外观标示2. 模具水路标牌,标牌格式和标准如下,如果水路较为复杂可适当加大比 例,但必须标示内容完整正确。
型芯 和型腔分开标示。
1. 模具铭牌内容完整,字符清晰,罗列整齐。
按如下标准发展编制,用铆钉 安装于模具操作侧的模脚上检查现象描述不可 承受可承 受合格3. 模具锁模块注意标牌,相关标准如下检查现象描述合格可承不可列图受承受所示,用铆钉固定安装于模具操作侧锁模块附近。
4. 对于有使用热流道模具需按各热流道产商标牌标准制作标牌,安装于型腔固定板侧面上部5. 相关铭牌放置位置于模具操作侧,如下列图所示:6. 模板需有序号和模号,以及常用信息,需要在模板上做凹字,字高必须大于 8mm,按如下标准所示:7. 所有吊环孔下方需要有吊环大小标检查现象描述合格可承不可示,标示字高必须大于 8mm,如下列受承受图所示:8. 所有模具水路接头位置需要有水路编号和进出标示,标示位于水路附件,字高需大于 8mm 〔水路标示尽量位于接头位置的上端或者摆布端,下端容易被冷却水腐蚀〕,模具出运喷漆后,也需要清晰可见9. 进出油嘴、进出气嘴是否同冷却水嘴,并在 IN、OUT 前空一个字符加 G 〔气〕、 O 〔油〕。
模具验收总结范文(精选7篇)模具验收总结范文篇1工作目的:2、使参与模具验收人员熟识了解GS-2项目的车身板金件及相互之间的搭接关系;3、使质量检验工程师渐渐了解和把握品质检查要领及检具的使用方法;4、发觉产品开发中的问题,保证项目顺当进行;5、使模具修理人员了解模具的结构、把握模具修理方法;6、组织验收小组人员总结前期工作,争取在下阶段工作中做好再发防止工作;7、为今后东营基地量产预备资料供应技术依据。
1、保证GS-2如期完成模具预验收、整改、复检、模具细化、项目评审、模具接收工作;工作内容:1、根据项目组的验收方案目前已经完成了地板、侧围、前围、顶盖、五门、发动机室等内板件模具的预验收、复检。
侧围、翼子板、顶盖、后背门、左右前后门、机盖等外板模具的预验收。
编写《产品质量投诉联络兼对策报告书》300余份,编写《GS-2白车身和模具质量整改方案表》8份(天淇、天鹤、志诚、志鸿、全力、精英、内板厂、外板厂各一份)。
2、适时整理和清点钣金件的种类、数量,保证车辆车身的顺当焊接。
3、帮助相关人员做好组织协调工作,保证验收顺当进行。
帮助装焊车间整理整车钣金件一套,用于夹具的检验。
帮助项目组进行检具验收。
4、检查板金件表面质量,尺寸、外形及安装孔位与数模是否全都。
并将实际结果反馈给项目组,为项目组供应问题推断和技术改进的依据。
5、通过跟踪装车过程,记录质量掌握点,作为以后制件检验的重点检查项目,为以后量产时检验钣金件积累阅历。
6、爆炸图中找出相关钣金件的CAD图跟踪装车过程,了解相关位置或孔位的作用,并为此进一步了解各个钣金件的功能。
7、核实模具与设备的匹配性、制件的下料尺寸、制件的冲压工艺等技术数据。
8、当天发觉的问题在每天下午验收协调会上准时提出,以便于相关部门现场解决。
9、做《小凸凹、划伤检查操作要领书》、《品质不良判定要领书》、《GS-2材料原单位表》。
发觉的问题:1、由于模具结构和冲压工艺的缘由造成有些板金件的缺陷无法消退。
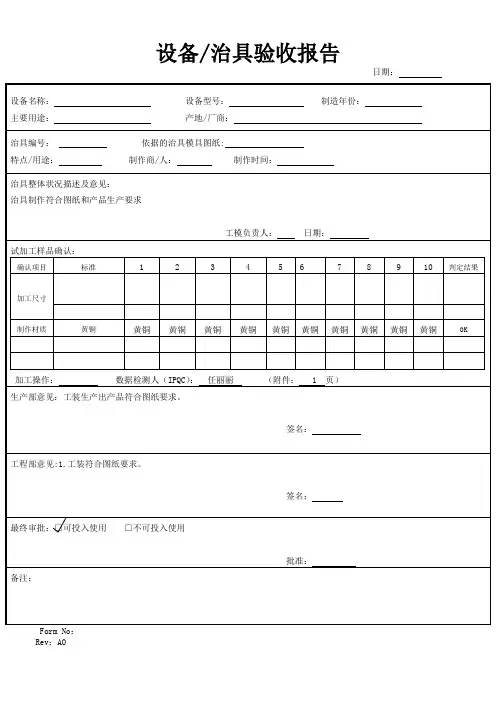
工装模(夹)具验收标准工装模(夹)具验收标准为规范本公司工装模(夹)具的正确合理使用,保证其能充分满足设计要求和生产使用要求,特制订本验收标准。
一、适用范围本公司内(外)协加工的工装模(夹)具。
二、验收单位技术部三、验收流程内(外)协加工的工装模(夹)具入库后,由仓库通知技术部进行验收确认。
技术部依据设计图纸标准对其关键重要尺寸进行检验,由技术部验收人员填写《内(外)协加工的工装模(夹)具检验单》。
合格后,生产车间会同品管部对其进行试装和确认,合格后方能投入生产使用;试装过程发现的问题,包括技术部在检验过程中发现的问题,由技术部进行设计更改并通知设备动力部,由设备动力部通知制造单位进行制造更改。
《内(外)协加工的工装模(夹)具检验单》及设计更改由技术部存档保存。
四、验收标准(关键重要尺寸):1、板栅模板栅外形尺寸;外框宽度、厚度;极耳宽度、高度、厚度、耳边距;加强筋条宽度;小筋条宽度;2、铅零件(极柱、中联极柱)外形尺寸(参照图纸)3、梳板及合模限位板齿孔宽度、齿孔深度;同性板间距;极柱位置、中联极柱位置;汇流排长度、汇流排宽度、汇流排厚度、汇流排脱模斜度;合模限位板外形尺寸(参照图纸);4、夹紧盒型腔长度、型腔宽度、型腔高度;手柄灵活度5、铸焊模极柱外形尺寸、中联极柱外形尺寸;汇流排长度、汇流排宽度、汇流排厚度;极群型腔长度、极群型腔宽度、极群型腔高度;最小夹紧距离;手柄灵活度备注:1、以上未注明尺寸参照图纸进行检验;2、检验尺寸公差按图纸执行;3、其他类工装模(夹)具的验收标准由技术部根据设计提供验收标准及相应的单据。
附:《内(外)协加工的工装模(夹)具检验单》宁波圣豹电源电器有限公司《内(外)协加工的工装模(夹)具检验单》工装模(夹)具代号:文件编号:。
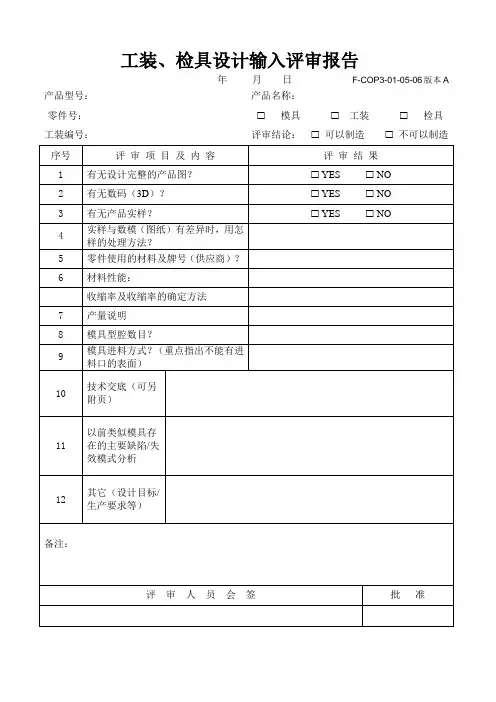
产品开发设计工装模具工艺评审报告产品开发设计工装模具工艺评审报告产品开发设计工装模具工艺评审报告。
公司研究所负责人:张 XX 公司代表签字:张 XX 年月日日期:年月日一、概述本次项目组织了专业资深专家组进行了收,现将评审结果向各位汇报如下:1.该设备在生产技术上实施性能先进、运转稳定、结构紧凑合理,布局整体美观,能耗低,效率高。
2.项目建议书提出的总体思路符合国内外同类机型的水平及我厂的实际情况;3.初步确立了新产品的功能特点与用途范围,并对其可靠性作了分析论证;4.初步拟订了试验大纲,明确了检测手段和标准,为正常投入使用奠定基础;5.通过了项目预算的评估,说明项目经费已落实到位;6.通过了环境影响评价的评估,说明项目不会造成污染;7.通过了职业安全卫生评价的评估,说明项目无危害因素存在;8.通过了消防部门的评估,认为项目符合相关法律法规的要求。
二、综合评价(一)质量保证措施根据以往的生产管理经验,针对本项目的特殊性,从原材料采购、加工制造、半成品储藏、包装物回收利用、产品交付直至售后服务等每个环节均应严格按照《企业质量管理标准》执行,做好质量控制工作。
1.材料供货商选择由于此次设备属于重大改革之列,故首先必须考虑设备的质量问题,否则就谈不上设备的推广应用。
为此,在招标时,除了参考市场信誉度较高的几家单位外,还邀请了多名知名院校教授共同参与竞争,最终确定了三家材料供货商。
这些供货商承诺的优惠条件也很诱人,但我们始终坚持“宁缺勿滥”的原则,只引进那些既能满足需要又有良好声誉的供货商。
另外,在合同签署前,我们曾派员赴北京、天津等地考察了解,掌握第一手资料,尽力避免盲目性。
2.加强设备维护和操作培训为了更快适应新设备,减少磨合期带来的损失,我们决定在投产前举办一系列的岗位练兵活动,让每个员工熟悉设备的性能,掌握操作技巧,达到独立完成任务的目的。
为此,我们聘请了厂里的老师傅担当讲课人,他们丰富的实践经验给学习者留下了极其宝贵的财富。
Autoliv:ok nok NA Remarks:Checking list before trial 试模前检查清单Danger of injure 伤害的危险物Sharp edges 尖锐的边缘Whether there are no damage in equipment 是否没有设备损伤Parting line surface fit well 分型面贴合良好Smooth texture of cavity,crackfree 型腔光滑、无裂缝Surface roughness 光洁度要求The circuit of water system is correct without leaking 冷却系统进出回路正确Check the quality of polishing on all ribs 、bosses 检查所有筋、褡子的抛光质量Fluent action of the ejection pin 顶出系统动作流畅Complete components 零件是否装齐Whether the size fit request 尺寸是否符合要求Whether the components match with the drawing(eg.radius of the sprue bush 、locationring 、mold plate 、all kinds of connectors, etc)是否零件尺寸与图纸相匹配(如浇口套R 、定位圈、模板、各类接头等)Label the die height and weight on the mold 将模重标识于模具上Parting line surface fit well 模具型面质量是否达到要求The pouring intake of mould is ok(Size,Position) 模具的浇注系统是否合理(尺寸,位置)The type of water tie-in answer our need 水接头型号符合要求,无干涉Position and size of the annectent plate or screw 安全连接板的尺寸、安装合适Whether the position of exhaust is good 模具排气口位置是否合理It is firm and safe when suspensory 起吊平稳、安全、无干涉Nameplate of mould 模具铭牌Stability of mould when it is moving on the mould carrier 模具开合模平稳Checking list for the tool after trial 模具试模后检查清单:Whether lt can move smoothly 是否能平稳动作Whether it have no negative effect to the other equipment 对其他设备是否无影响No air bubble,No drape,No mark by pulling,No distortion是否无气泡、无褶皱、无拉伤和变形Whether the flash fit request 飞边厚度是否符合要求Whether the mushion is easy to take out 蘑菇头是否容易取出Achieve the require of product size 产品尺寸达到要求The texture of products is clear 产品纹理是否清晰Reaction time 模具发泡周期( )秒Whether it is easy to extraction products 产品取件是否方便Documentation 文件:Assembly drawing (Paper)组装图纸Assembly drawing (CAD)组装图纸Single part drawing (CAD)单个零件图纸BOM mechanic 机械设备清单Supplier index 供应商一览Spare part listing 备件清单Wearing part listing 易损件清单Maintenace instructions 维修手册Adjustment instructions 调整手册Operation instructions 操作指导书Environment influence evaluation 环境影响评估:Risk assessment 风险评估environment aspect 环境因素Supplier Mould & Frock approval 模具工装验收单Project:Date:Autoliv:Pre-Finalapproval:Supplier:SignitureLocation:Druck: 2017/4/6423199493.xls / 模具工装验收单1/2。