焊接标注规范
- 格式:doc
- 大小:304.00 KB
- 文档页数:9
1 (辅助符号)S.K(基本符号 )nxl(e)(辅助符号)焊接符号组成(补充符号)(补充符号)(焊接方法)N(焊接方法)S.K(基本符号 )nxl(e)S.K(基本符号 )nxl(e)S.K(基本符号 )nxl(e)N
A、 尺寸符号:
焊缝尺寸符号名称焊缝段数焊缝长度焊缝间距enl符号示 意 图表1相同焊缝的数量焊缝有效高度SN焊缝尺寸符号k名称sk示 意 图n=2eln=3 2 表2 焊缝尺寸的标注示例序号名 称示 意 图焊缝尺寸符号示 例对接焊缝卷边焊缝连续角焊缝断续角焊缝交错断续角焊缝塞焊缝或槽焊缝缝焊缝点焊缝12345678S:焊缝有效厚度S:焊缝有效厚度K:焊角尺寸e:焊缝间距n:焊缝段数l:焊缝长度(不计弧坑)l:焊缝长度(不计弧坑)e:焊缝间距n:焊缝段数K:焊角尺寸l:焊缝长度(不计弧坑)e:焊缝间距n:焊缝段数c:槽宽l:焊缝段数e:焊缝间距d:孔的直径l:焊缝长度(不计弧坑)e:焊缝间距n:焊缝段数c:焊缝宽度e:间距n:焊缝段数d:焊点直径SSSSSKKnXl(e)nXl (e)KKnXl (e)nXl(e)cnXl(e)dnXl(e)cnXl(e)dssk(e)(e)ccdd(e)dd(e)sss(e)cc(e)(e)lll(e)llllllll 3
焊缝尺寸符号及数据的标注原则:
a、 焊缝截面上的尺寸标注在基本符号的左侧;
b、 焊缝长度方向尺寸标注在基本符号的右侧;
c、 坡口角度、坡口面角度、根部间隙等尺寸标注在基本符号的上侧或下侧;
d、 相同焊缝数量符号标注在尾部。
尺寸符号的说明:
a、 确定焊缝位置的尺寸不在焊缝符号中给出,而将其标注在图样上;
b、 在基本符号的右侧无任何标注又无其他说明时,表示焊缝在工件的整个长度上是连续的;
c、 在基本符号的左侧无任何标注又无其他说明时,表示焊缝要完全焊透;
d、 塞焊缝、槽焊缝带有斜边时,应标注孔底部的尺寸。
B、 焊接方法:
焊接代号 焊接方法 焊接标注
21 点焊 SPOT
25 对焊 JOINT
135 MAG焊:熔化极非惰性气体保护焊(含二氧化碳气体保护焊) MAG
141 TIG焊:钨极惰性气体保护焊(含钨极亚弧焊) TIG
311 氧-乙炔焊 AUTOGENOUS
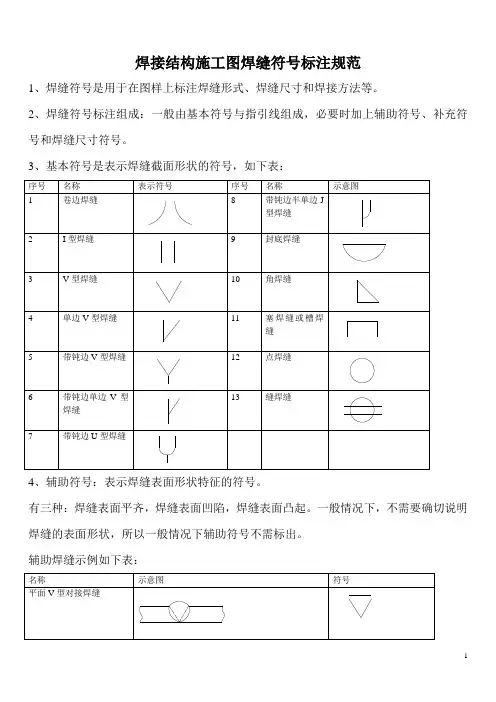
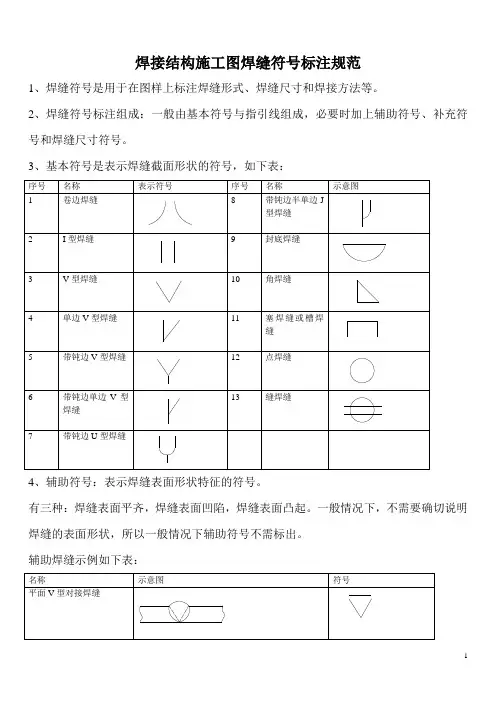
C、 基本符号:表示焊缝横截面形状的符号 4 序号表3 基本符号名 称示 意 图符 号说 明11形焊缝V形焊缝单边V形焊缝带钝边V形焊缝带钝边U形焊缝带钝边J形焊缝封底焊缝角焊缝塞焊缝或槽焊缝点焊缝缝焊缝R8.5d’为指向图线中心的尺寸其它尺寸参照序号3其它尺寸参照序号4R8.5d’为指向图线中心的尺寸其它尺寸参照序号7R8d’为指向图线中心的尺寸φ13d’为指向图线中心的尺寸偏离中心:尺寸参照上图其它尺寸参照序号12偏离中心:尺寸参照上图23456789101112133d'R8.5d'7d'10d'10d'45°60°10d'4d'10d'4d'10d'10d'3d'R4.5d'5d'R8d'10d'45°12d'7d'20d'5d'卷边焊缝(卷边完全熔化 ) 110d' 5
D、 辅助符号:表示焊缝表面形状的符号
表4 辅助符号序号名 称 示 意 图符 号说 明 1 2 3平面符号凹面符号凸面符号焊缝表面平齐(一般通过加工)焊缝表面凹陷, R7.5d'为指向图线中心的尺寸焊缝表示凸面,尺寸参考序号 2表5 辅助符号的应用示例凸面X形对接焊缝平面V形对接焊缝名 称 示 意 图符 号 示 意 图名 称符 号 凹面角焊缝平面封底V形焊缝
E、 补充符号:为了补充说明焊缝的某些特征而采用的符号 6 表7 补充符号应用示例符 号表6 补充符号5 示 意 图标注示例 示 意 图交错断续焊缝符号带垫板符号现场符号43名 称三面焊缝符号周围焊缝符号 1 2序号表示三面带有焊缝,焊接方法为手工电弧焊表示在现场沿工件周围施焊表示“ V”形焊缝,背面有垫板说 明表示焊缝底部有垫板表示在现场或工地施焊表示焊缝由一组交替断续的相同焊缝组成表示环绕工件周围施焊;φ10d'为指向图线中心的尺寸表示三面带有焊缝说 明
3. 标注要求: 7 B、 基本规定:
在任一图样中,焊缝图形符号的线宽、焊缝符号中字体的字型、字高和字体的笔画宽度应与图样中其他符号(如尺寸符号、表面粗糙度符号、形状和位置公差符号)的线宽、尺寸字体的字型、字高和笔画宽度相同;
焊缝符号的表示法一般由基准线、箭头线和基本符号组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号;
基准线一般与图样标题栏的长边平行,必要时也可以与标题栏的长边垂直。
C、 箭头相对焊缝的位置:
在标注V、 J形 箭头线相对焊缝的位置一般没有特殊要焊缝时,箭头线应指向带有坡口一侧的工必要时允许箭头弯折一次(图e)件(图c、d)求图a、bc)e)d)a)b)表8 箭头线相对焊缝的位置
D、 基本符号和基准线的关系:
基示符号细实线代表焊接面,虚线代表焊接的背面。标注时注意:当焊缝在箭头侧时,将基本符号标注在基准线的实线侧(图A)。当焊缝在非箭头侧时,将基本符号标注在基准线的实虚线侧(图B)。标对称焊缝及双面焊缝时,可不加虚线。 8 N图B图ANNNNN图C
E、 焊缝符号简化标注方法 9 当焊缝长度的起始和终止位置已明确时,允许省略焊缝长度。(图f)在不引起误解情况下,当箭头指向焊缝,而非箭头侧无焊缝要求时,可省略非箭头侧的基准线(虚线)。如图f当同一图样上若干条焊缝的坡口尺寸和焊缝符号完全相同时,可采用图c的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同的焊缝数量的方法简化标注,但其它形式的焊缝仍分别标注,如图d当断续焊缝、交错断续焊缝、对称断续焊缝的段数无严格要求时,允许省略焊缝段数,如图b在焊缝符号中标注交错对称焊缝尺寸时,允许在基准线上只标注一次,如图a当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可以省略不注,但必须在技术要求或其它技术文件中注明“全部焊缝均采用.....焊等字样;当大部分焊接方法相同时,也可在技术要求或其它技术文件中注明“除图中注时的焊接方法外,其余焊缝均采用“.....焊”等字样。表9 焊缝符号简化标注方法现场符号允许简化(图g)98765432序号1规定5 X50-16805标注方法图dAA图c图b图a52505图g图f图e4条2502505555035 X50(30)(30) 为了简化标注或标注位置受限时,可标注焊缝简化代号(图e),但必须在图下方或标题栏附近说明简化代号的意义。 当采用简化代号标注时图下方或标题栏附近的代号的大小应是图中标注大小的1.4倍。(图e)可统一在技术要求中用符号文字说明如“全部焊缝5 ”;当部分焊缝相同时,也可用同样的方法表示,但其余焊缝应在图中表达清楚。当同一图样上全部焊缝相同且已用图示明确表示其位置时,