万能分度头分度计算法精选文档
- 格式:docx
- 大小:55.50 KB
- 文档页数:3
万能分度头的角度计算公式万能分度头是一种用于测量角度的仪器,它可以精确地测量出物体的角度,对于工程和科学领域的测量工作非常有用。
在使用万能分度头时,我们需要了解其角度计算公式,以便正确地进行测量和计算。
本文将介绍万能分度头的角度计算公式,并探讨其在实际应用中的重要性。
万能分度头的角度计算公式为:角度 = N × (360°/M) ± (V1 × 1° + V2 × 0.1° + V3 × 0.01°)。
其中,N为主尺盘读数,M为螺旋测微鼓的齿数,V1、V2、V3分别为三个螺旋测微鼓的读数。
这个公式的意义在于,通过主尺盘的读数N和螺旋测微鼓的读数V1、V2、V3,我们可以计算出物体的实际角度。
这样一来,我们就可以通过万能分度头准确地测量出物体的角度,并进行相应的计算和分析。
在实际应用中,万能分度头的角度计算公式非常重要。
通过这个公式,我们可以在测量过程中准确地计算出物体的角度,避免了测量误差,保证了测量的准确性。
特别是在需要进行精密测量的工程和科学领域,准确的角度计算是非常关键的。
另外,万能分度头的角度计算公式也为我们提供了便利。
通过这个公式,我们可以快速地计算出物体的角度,节省了大量的时间和精力。
这对于需要频繁进行角度测量的工作来说,是非常有益的。
除此之外,万能分度头的角度计算公式还可以帮助我们进行数据分析和处理。
通过这个公式,我们可以将测量得到的角度数据进行计算和比较,从而得出更加准确和可靠的结论。
这对于科研实验和工程设计具有重要的意义。
在使用万能分度头进行角度测量时,我们需要注意一些细节。
首先,要确保主尺盘和螺旋测微鼓的读数准确无误,以免影响角度计算的准确性。
其次,要根据实际情况选择合适的螺旋测微鼓读数,以便得出更加精确的角度计算结果。
最后,要根据实际需要对角度计算公式进行适当的调整,以满足不同测量要求。
万能分度头是机械加工中的重要设备,用于将工件定位在特定的角度或位置,以便进行精确的加工操作。
万能分度头的分度方法多种多样,下面将详细介绍几种常用的分度方法。
直接分度法直接分度法是最基本的分度方法,它依赖于分度头上的刻度盘和游标进行角度定位。
操作人员可以直接读取刻度盘上的角度值,并通过旋转分度头将工件定位在所需的角度位置。
这种方法的优点是简单直观,但精度相对较低,适用于一些对精度要求不高的加工场合。
间接分度法间接分度法是通过计算得出所需的角度值,然后利用分度头上的刻度盘和游标进行定位。
这种方法需要操作人员具备一定的数学知识和计算能力,能够准确地进行角度计算和转换。
间接分度法的精度相对较高,适用于对加工精度要求较高的场合。
光学分度法光学分度法是利用光学原理进行角度定位的方法。
它通常使用光学分度头或光学测角仪等设备进行角度测量和定位。
光学分度法的优点是精度高、稳定性好,可以实现非接触式的角度测量,避免了机械接触对工件造成的损伤。
但是,光学分度法的设备成本较高,操作也相对复杂。
数控分度法数控分度法是一种利用计算机数控技术进行角度定位的方法。
它通过数控系统控制分度头的旋转角度和定位精度,可以实现高度自动化和精确化的加工过程。
数控分度法的优点是精度高、效率高、操作简便,适用于大批量、高精度的加工场合。
但是,数控分度法的设备成本和维护成本也相对较高。
除了以上几种常用的分度方法外,还有一些其他的分度方法,如机械式自动分度法、电子式自动分度法等。
这些方法各有优缺点,适用于不同的加工场合和需求。
在选择分度方法时,需要根据具体的加工要求、设备条件、成本预算等因素进行综合考虑。
总之,万能分度头的分度方法多种多样,不同的方法有不同的适用范围和优缺点。
在实际应用中,需要根据具体情况选择合适的分度方法,以确保加工精度和效率的提高。
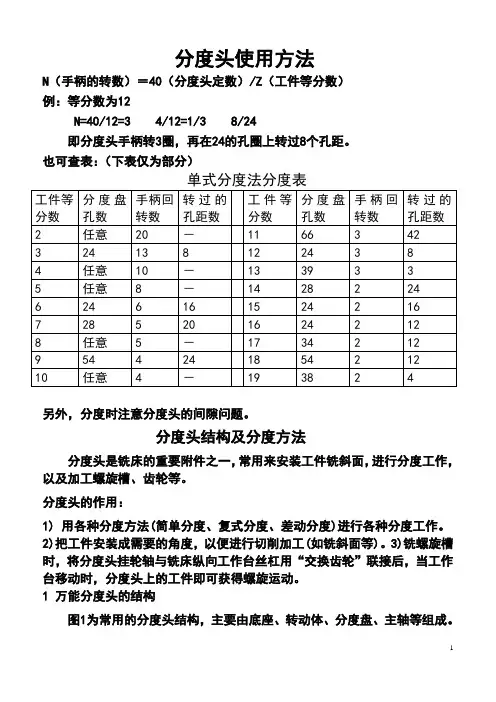
万能分度头使用法分度头使用方法N(手柄的转数),40(分度头定数)/Z(工件等分数)例:等分数为12N=40/12=3 4/12=1/3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分度盘手柄回转过的工件等分度盘手柄回转过的分数孔数转数孔距数分数孔数转数孔距数 2 任意 20 , 11 66 3 42 3 24 13 8 12 24 3 8 4 任意 10 , 13 39 3 3 5 任意 8 , 14 28 2 24 6 24 6 16 15 24 2 16 7 28 5 20 16 24 2 12 8 任意 5 , 17 34 2 12 9 54 4 24 18 54 2 12 10 任意 4 , 19 38 2 4另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
1主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴5—转动体 6—底座 7—扇形夹分度头的安装与调整1 ) 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
分度头使用方法N(手柄的转数)=40(分度头定数)/Z(工件等分数)例:等分数为12N=40/12=3 4/12=1/3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分数分度盘孔数手柄回转数转过的孔距数工件等分数分度盘孔数手柄回转数转过的孔距数2 任意20 -11 663 423 24 13 8 12 24 3 84 任意10 -13 39 3 35 任意8 -14 28 2 246 24 6 16 15 24 2 167 28 5 20 16 24 2 128 任意 5 -17 34 2 129 54 4 24 18 54 2 1210 任意 4 -19 38 2 4另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴5—转动体 6—底座 7—扇形夹分度头的安装与调整1 )分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图 22)分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
万能分度头分度计算法
首先,需要确定所需分度的角度。
假设需要将一个圆划分为n等份,
即要分度的角度为360度除以n。
例如,如果需要将一个圆分为6等份,
即每个角度为60度。
接下来,计算分度孔之间的夹角。
夹角的计算公式为360度除以n-1、例如,对于分为6等份的圆,夹角计算公式为360度除以6-1,即夹角为
60度。
然后,根据夹角的大小来确定分度孔的位置。
初始分度孔的位置通常
为0度,即圆心处。
然后,通过重复夹角的大小来确定后续分度孔的位置。
例如,对于分为6等份的圆,可以通过加上60度的方式来确定后续分度
孔的位置。
最后,使用工具将分度孔逐个刻制在工件上。
通常,使用万能分度头
固定在机床上,然后用工具在工件上进行切割或者锻打等操作,来实现分
度的目的。
总结起来,万能分度头分度计算法的步骤如下:
1.确定所需分度的角度;
2.计算分度孔之间的夹角;
3.根据夹角的大小来确定分度孔的位置;
4.使用工具将分度孔刻制在工件上。
然而,需要注意的是,万能分度头的分度计算法有时会存在一定的误差,特别是在实际刻制过程中,由于刀具和工件的加工精度、材料的热膨
胀等因素的影响,实际分度的结果可能会有一定的偏差。
因此,在实际工作中要根据具体情况灵活调整和修正。
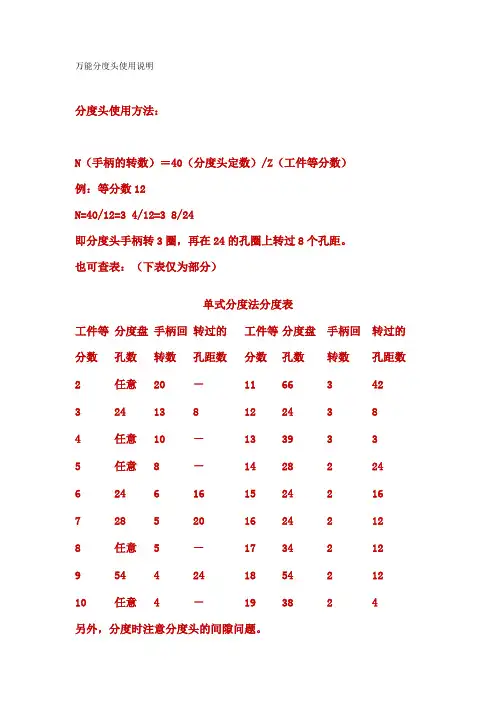
万能分度头使用说明分度头使用方法:N(手柄的转数)=40(分度头定数)/Z(工件等分数)例:等分数12N=40/12=3 4/12=3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分数分度盘孔数手柄回转数转过的孔距数工件等分数分度盘孔数手柄回转数转过的孔距数2任意20-1166342 324138122438 4任意10-133933 5任意8-1428224 6246161524216 7285201624212 8任意5-1734212 9544241854212 10任意4-193824另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴 5—转动体 6—底座 7—扇形夹分度头的安装与调整:1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图22. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
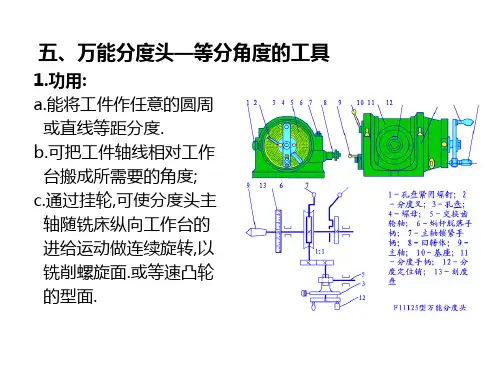
万能分度头的分度方法一、万能分度头的基本认识。
1.1 万能分度头啊,那可是机械加工里相当重要的一个小设备呢。
它就像一个多面手,能把一个完整的圆周按照我们的需求分成好多等份。
这就好比把一个大蛋糕,按照不同的人数切成大小一样的小块。
1.2 它的结构其实并不复杂,但是每个部分都有自己的作用。
有主轴啊,分度盘之类的部件。
这些部件组合在一起,就能够实现精确的分度功能。
就像一个小团队,每个成员各司其职,就能完成一项大任务。
二、简单分度法。
2.1 简单分度法是最常用的一种方法。
首先呢,我们要知道一个公式,就是n = 40 / z,这里的n就是分度头手柄应转过的转数,40是分度头的定数,z就是我们要分度的等分数。
比如说,我们要把一个圆周分成8等份,那把z = 8代入公式,算出来n = 5。
这就意味着我们要把分度头手柄转过5圈。
这就像做数学题一样,只要公式用对了,答案就出来了。
2.2 在操作的时候啊,我们要稳稳地转动手柄。
不能太快,不然就容易转过头,就像开车的时候不能猛踩油门一样。
而且,转动的时候要看着刻度,确保转数准确。
这就好比我们走路的时候要看路,不能闭着眼睛乱走。
2.3 简单分度法虽然简单,但是很实用。
在很多情况下,只要我们的等分数不是特别复杂,用这个方法就能轻松搞定。
这就叫“杀鸡焉用牛刀”,简单的问题用简单的方法就好。
三、差动分度法。
3.1 差动分度法就稍微复杂一点了。
当我们遇到用简单分度法无法实现的等分数的时候,就轮到差动分度法上场了。
比如说,我们要把圆周分成111等份,简单分度法就不好使了。
3.2 这个方法需要我们在分度头的传动系统里做一些调整。
要通过挂轮来改变传动比。
这就像给汽车换个不同的档位,来适应不同的路况。
在计算的时候呢,要根据等分数算出挂轮的齿数,这需要我们对机械传动的原理有一定的了解。
就像我们要做一道复杂的菜,得先知道各种食材和调料怎么搭配才行。
不过只要掌握了方法,再复杂的等分数也能准确分度,这就是所谓的“难者不会,会者不难”。
万能分度头使用说明书万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,经过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,能够使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可经过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常见附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401 主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
五、分度头单分度法计算单分度法计算公式:n=40/Zn:为分度头应转过的转数Z:工件的等分数40:分度头定数例:铣削六方的计算代入公式:n=40/6计算:①化简分数:找出最小约数2进行约分,即将分子分母同时除以2得20/3.分数的同时缩小其等分不变.②计算分数:此时要看分子与分母的数值而确定;如分子此分母大时进行计算.20÷3=6(2/3)即n值,也即分度头应转过6(2/3)转.此时的分数已变成带分数;带分数的整数部份6为分度头应转过6整圈.带分数的分数2/3则只能是转一圈的2/3,此时又须重新计算③分度板的选用计算:不足一圈的计算须借助分度头的分度板来实现.计算时第一步将分数2/3进行同时扩大.例:如果同时扩大14倍时的分数为28/42;如同时扩大10倍时,分数为20/30;如同时扩大13倍时的分数为26/39……扩大分门倍数的多少要根据分度板的孔数来选择.此时应注意:①选择分度板的孔数一定能被分母3整除.如前面举例中的42孔是3的14倍,30孔是3的10倍,39是3的13倍……②分数的扩大必须是分子分母同时扩大其等分不变,如举例中的28/42=2/3×14=(2×14)/(3×14);20/30=2/3×10=(2×10)/(3×10);26/39=2/3×13=(2×13)/(3×13)28/42分母42即采用分度数的42孔进行分度;分子28即在上轮的定位孔上向前再转过28孔即29孔上为本轮的定位孔,20/30是在30孔分度板向前再转过10孔即11孔上为本轮的定位孔.26/39是在39孔的分度板向前再转26孔即27孔上为本轮的定位孔.铣六方(六等分)时即可采用42孔,30孔,39孔等被3整除的孔作为分度:其操作是手柄转整6圈后,再分别在上轮的定位孔上向前再转28+1/10+1/26+!孔的29/11/27孔上作为本轮的定位孔例2:铣15齿的齿轮计算代入公式:n=40/15计算n=2(2/3)例3:铣82齿的分度计算代入公式:n=40/82计算n=20/41即:只要选41孔的分度板,在上轮定位孔上再转过20+1即21孔作为本轮的定位孔便是例4:铣51齿的分度计算代入公式n=40/51由于此时分数无法计算则只能直接选孔,即选51孔的分度板,在上轮定位孔上再转过51+1即52孔作为本轮的定位孔即是例5铣100齿的分度计算代入公式n=40/100计算n=4/10=12/30即选30孔的分度板,在上轮定位孔上再转过12+1即13孔作为本轮的定位孔即是如所有分度板无计算所需的孔数时则应采用复式分度法计算,不在本计算方法之列,实际生产时一般采用滚齿,因复式分度计算后的实际操作极为不便。
深圳市惠士顿科技有限公司(简称:惠士顿科技)地理位置深圳宝安区。
成立于2008年。
主要服务于自动化生产配套旋转机构送料(配件)等公司深圳市惠士顿科技有限公司是深圳市重点高新企业,公司有自己的研发团队及生产设备、自产自销模式,为企业降低成本,提高品质,愿为各方企业合创佳绩。
公司主营:电动分度盘、凸轮分割器、气动分度盘、电动滑台、气动滑台、真空吸台。
深圳市惠士顿科技有限公司(简称:惠士顿科技)地理位置深圳宝安区。
成立于2008年。
主要服务于自动化生产配套旋转机构送料(配件制造)公司。
公司是深圳市重点高新企业,公司有自己的研发团队及生产设备、自产自销模式,为企业降低成本,提高品质,愿为各方企业合创佳绩。
公司主营:电动分度盘、凸轮分割器、气动分度盘、电动滑台、气动滑台、真空吸台。
分割器电机接线方法案例凸轮分割器没有驱动功能,它的驱动源来自于电机,分割器可利用电机的类型也是比较宽范的,普通的齿轮减速电机就完全可以满足分割器的使用了,也有用伺服和步进电机的,这里,例举一下分割器电机接线方法的案例。
以分割器常用的精研电机为例,如下图图1和图2分别是220V和三相的电磁制动电机接线图,主要采用的是SW1、SW2开关或继电器直接控制电机运转、停止(DB系列的内置式驱动器控制不包括),三相电磁制动电机中(图2)失电电磁制动器B1、B2的额定电压为交流的220V。
需要特别注意的是,在B1、B2通电的情况下,失电电磁制动器不刹车;B1、B2断电,失电电磁制动刹车。
其中的上图中,SW1为电机运转/停止和电磁制动的联动开关。
SW1设定为ON时,电磁制动解除,电机开始运转;当SW1设定为OFF时,电机停止并制动(在电机的停止状态下需解除电磁制动时,应将SW1设定为非联动,并将绿色的导线B1的接触点设定为ON即可。
另单相电机的运转方向的调整方法是,将SW2切换至CW一侧时,电机做顺时针旋转,将SW2切换至CCW一侧时,电机做逆时针旋转。
万能分度头分度计算法
精选文档
TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
五、分度头单分度法计算
单分度法计算公式:n=40/Z
n:为分度头应转过的转数
Z:工件的等分数
40:分度头定数
例:铣削六方的计算
代入公式: n=40/6
计算:①化简分数:找出最小约数2进行约分,即将分子分母同时除以2得20/3.分数的同时缩小其等分不变.
②计算分数:此时要看分子与分母的数值而确定;如分子此分母大时进行计算.
20÷3=6(2/3)即n值,也即分度头应转过6(2/3)转.此时的分数已变成带分数;带分数的整数部份6为分度头应转过6整圈.带分数的分数2/3则只能是转一圈的2/3,此时又须重新计算
③分度板的选用计算:不足一圈的计算须借助分度头的分度板来实现.计算时第一步将分数2/3进行同时扩大.例:如果同时扩大14倍时的分数为28/42;如同时扩大10倍时,分数为20/30;如同时扩大13倍时的分数为26/39……扩大分门倍数的多少要根据分度板的孔数来选择.
此时应注意:①选择分度板的孔数一定能被分母3整除.如前面举例中的42孔是3的14倍,30孔是3的10倍,39是3的13倍……
②分数的扩大必须是分子分母同时扩大其等分不变,如举例中的
28/42=2/3×14=(2×14)/(3×14);20/30=2/3×10=(2×10)/(3×10);
26/39=2/3×13=(2×13)/(3×13)
28/42分母42即采用分度数的42孔进行分度;分子28即在上轮的定位孔上向前再转过28孔即29孔上为本轮的定位孔,20/30是在30孔分度板向前再转过10孔即11孔上为本轮的定位孔.26/39是在39孔的分度板向前再转26孔即27孔上为本轮的定位孔.
铣六方(六等分)时即可采用42孔,30孔,39孔等被3整除的孔作为分度:其操作是手柄转整6圈后,再分别在上轮的定位孔上向前再转28+1/ 10+1 / 26+!孔的29/11/27孔上作为本轮的定位孔
例2:铣 15齿的齿轮计算
代入公式: n=40/15
计算 n=2(2/3)
是转2整圈再选被3整除的分度孔如24,30,39,等孔板上再向前转过
16,20,26,28,34,36,38,44加1孔即17,21,27,29,35,37,39,45孔作为本轮的定位孔。
例3: 铣 82齿的分度计算
代入公式: n=40/82
计算 n=20/41
即:只要选41孔的分度板,在上轮定位孔上再转过20+1即21孔作为本轮的定位孔便是
例4: 铣51齿的分度计算
代入公式 n=40/51由于此时分数无法计算则只能直接选孔,即选51孔的分度板,在上轮定位孔上再转过51+1即52孔作为本轮的定位孔即是
例5 铣 100齿的分度计算
代入公式 n=40/100
计算 n=4/10=12/30
即选30孔的分度板,在上轮定位孔上再转过12+1即13孔作为本轮的定位孔即是
如所有分度板无计算所需的孔数时则应采用复式分度法计算,不在本计算方法之列,实际生产时一般采用滚齿,因复式分度计算后的实际操作极为不便。