角焊缝连接.
- 格式:ppt
- 大小:4.56 MB
- 文档页数:50
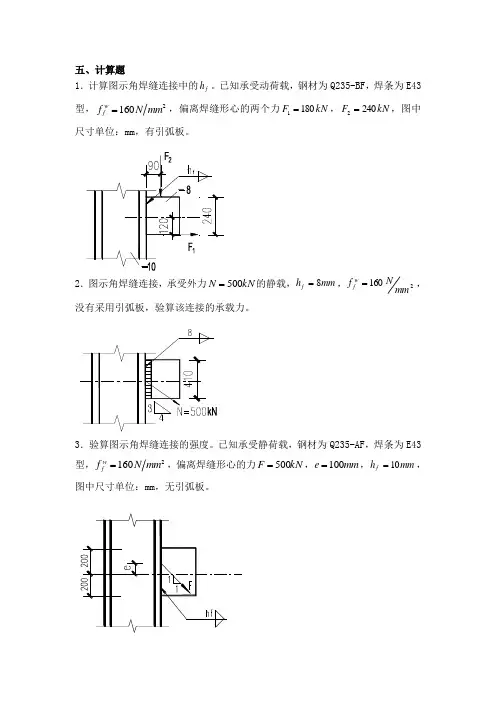
五、计算题1.计算图示角焊缝连接中的f h 。
已知承受动荷载,钢材为Q235-BF ,焊条为E43型,2160mm N f w f =,偏离焊缝形心的两个力kN F 1801=,kN F 2402=,图中尺寸单位:mm ,有引弧板。
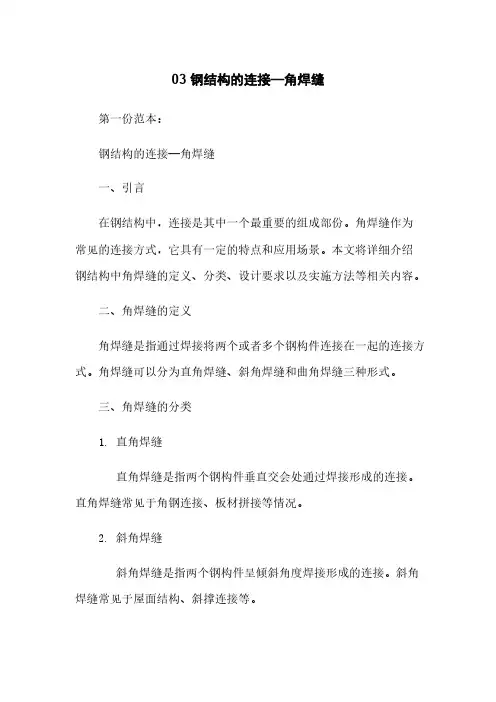
2.图示角焊缝连接,承受外力kN N 500=的静载,mm h f 8=,2160mm N f w f =,没有采用引弧板,验算该连接的承载力。
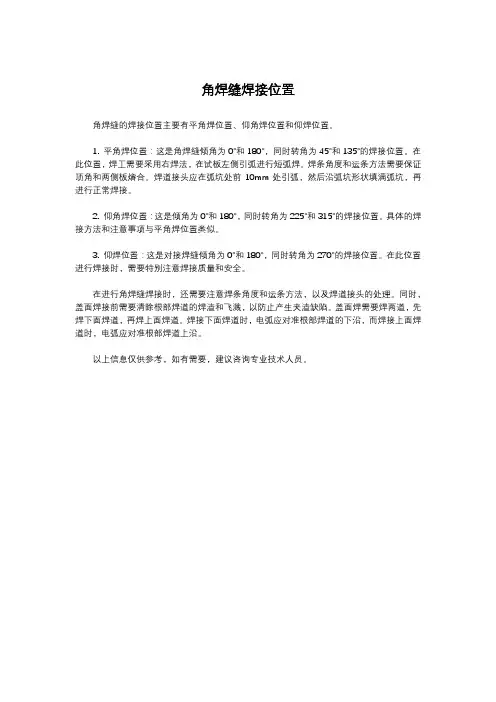
3.验算图示角焊缝连接的强度。
已知承受静荷载,钢材为Q235-AF ,焊条为E43型,2160mm N f w f =,偏离焊缝形心的力kN F 500=,mm e 100=,mm h f 10=,图中尺寸单位:mm ,无引弧板。
4.计算图示连接的焊缝长度。
已知N=900kN(静力荷载设计值),手工焊,焊条w2E43f f同)。
7.根据焊缝的强度确定图示连接的最大承载力设计值N 。
(静载)。
已知,焊缝焊角尺寸hf =8mm ,钢材Q235-B,E43型焊条8.两块钢板采用对接焊缝(直缝)连接。
钢板宽度L=250mm ,厚度t=10mm 。
钢材采用Q235,焊条E43系列,手工焊,无引弧板,焊缝采用三级检验质量标,长度E43,为250mm 。
等边角钢的内力分配系数7.01=k ,3.02=k 。
求最大承载力?=Nf h 2)Q235,2,2/305mm N f b c =,求该连接的最大承载力?=N。
度螺栓摩擦型连接20=。
P125M,孔径22mm,接触面喷砂,μ=0.45,预拉力kN16.钢材为Q235,2/215mm N f =(16≤t )。
C 级螺栓22M ,有效直径为mm d e 65.19=,孔径mm d 240=,2/140mm N f b v =,2/305mm N f b c =,,C 级螺栓,螺栓和构件材料为Q235,外力设计值kN F 100=,2140mm N f b v =,2170mm N f b t =,2305mm N f b c =,245.2cm A e =。
03 钢结构的连接—角焊缝第一份范本:钢结构的连接—角焊缝一、引言在钢结构中,连接是其中一个最重要的组成部份。
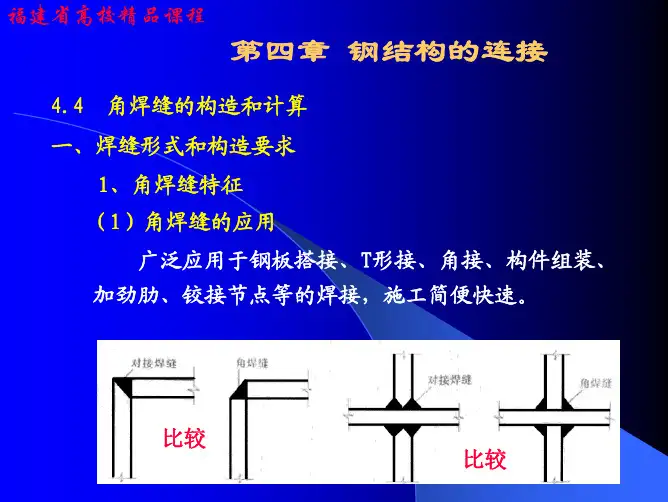
角焊缝作为常见的连接方式,它具有一定的特点和应用场景。
本文将详细介绍钢结构中角焊缝的定义、分类、设计要求以及实施方法等相关内容。
二、角焊缝的定义角焊缝是指通过焊接将两个或者多个钢构件连接在一起的连接方式。
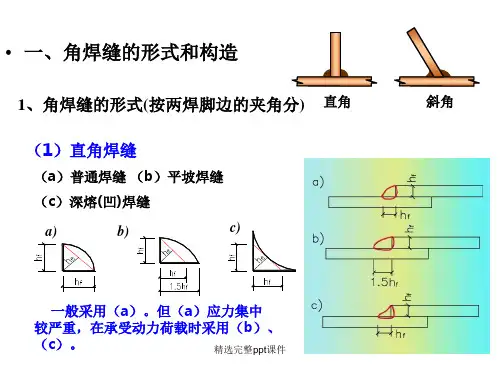
角焊缝可以分为直角焊缝、斜角焊缝和曲角焊缝三种形式。
三、角焊缝的分类1. 直角焊缝直角焊缝是指两个钢构件垂直交会处通过焊接形成的连接。
直角焊缝常见于角钢连接、板材拼接等情况。
2. 斜角焊缝斜角焊缝是指两个钢构件呈倾斜角度焊接形成的连接。
斜角焊缝常见于屋面结构、斜撑连接等。
3. 曲角焊缝曲角焊缝是指两个钢构件的焊缝线尾随构件的曲线走向进行焊接形成的连接。
曲角焊缝常见于圆形或者弧形结构的连接。
四、角焊缝的设计要求1. 焊缝尺寸:根据受力情况和焊接材料的规定,确定焊缝的尺寸和长度。
2. 焊接材料:选择合适的焊材,根据焊接工艺要求进行预热和焊接。
3. 焊接工艺:根据焊接材料和受力情况,选择适当的焊接工艺。
4. 焊缝准备:确保焊缝的准备工作完善,包括清洁焊接表面、严密焊接间隙等。
五、角焊缝的实施方法1. 准备工作:清洁焊接表面,将两个相连的钢构件准备好。
2. 焊接布置:确定焊接位置和方向,绘制焊缝布置图。
3. 焊接操作:按照焊接工艺要求进行焊接操作,包括预热、焊接、熔渣清除等。
4. 焊后处理:对焊接缺陷进行检查、校正和修补,进行复验,确保焊缝质量合格。
六、附件本文档涉及的附件详见附表1。
七、法律名词及注释1. 焊接工艺:指焊接过程中需要遵循的规范和规程。
2. 钢构件:指用钢材制作的构件,如钢梁、钢柱等。
第二份范本:钢结构的连接—角焊缝一、前言钢结构的连接技术在建造工程中起着至关重要的作用。
角焊缝作为一种常见的连接方式,具有自身的特点和广泛的应用。
本文将详细介绍角焊缝的定义、分类、设计要求以及实施方法等相关内容。
角焊缝焊接位置
角焊缝的焊接位置主要有平角焊位置、仰角焊位置和仰焊位置。
1. 平角焊位置:这是角焊缝倾角为0°和180°,同时转角为45°和135°的焊接位置。
在此位置,焊工需要采用右焊法,在试板左侧引弧进行短弧焊。
焊条角度和运条方法需要保证顶角和两侧板熔合。
焊道接头应在弧坑处前10mm处引弧,然后沿弧坑形状填满弧坑,再进行正常焊接。
2. 仰角焊位置:这是倾角为0°和180°,同时转角为225°和315°的焊接位置。
具体的焊接方法和注意事项与平角焊位置类似。
3. 仰焊位置:这是对接焊缝倾角为0°和180°,同时转角为270°的焊接位置。
在此位置进行焊接时,需要特别注意焊接质量和安全。
在进行角焊缝焊接时,还需要注意焊条角度和运条方法,以及焊道接头的处理。
同时,盖面焊接前需要清除根部焊道的焊渣和飞溅,以防止产生夹渣缺陷。
盖面焊需要焊两道,先焊下面焊道,再焊上面焊道。
焊接下面焊道时,电弧应对准根部焊道的下沿,而焊接上面焊道时,电弧应对准根部焊道上沿。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
焊缝连接形式
在工程建设中,焊缝连接是一种常见的连接形式。
焊缝连接的优点是可以提高连接强度、密封性和耐腐蚀性,同时也可以简化结构,减少材料使用量。
焊缝连接形式有很多种,下面是几种常见的焊缝连接形式:
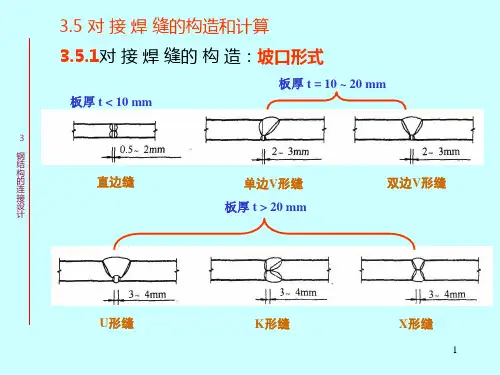
1.对接焊缝:对接焊缝是将两个零件的端面对齐,焊接在一起的连接形式。
对接焊缝的优点是连接强度高,但需要保证两个零件的端面平整度和对齐度。
2.角焊缝:角焊缝是将两个零件作成90度的角度,然后将它们焊接在一起。
角焊缝的优点是可以增加零件的刚度和强度,但焊接难度相对较大。
3.环缝焊接:环缝焊接是将两个圆形零件的端面对齐,然后将它们焊接在一起的连接形式。
环缝焊接的优点是可以保证零件的密封性和耐腐蚀性,但焊接难度较大。
4.搭接焊缝:搭接焊缝是将两个零件搭接在一起,然后将它们焊接在一起的连接形式。
搭接焊缝的优点是可以增加零件的承载能力和稳定性,但焊接后也需要进行加强处理。
总之,在选择焊缝连接形式时,需要根据具体情况进行选择,考虑到连接强度、密封性、耐腐蚀性等因素。
同时,在焊接过程中也需要注意保证焊缝的质量和焊接工艺的规范。
- 1 -。

角接接头角焊缝角接接头角焊缝是一种常见的焊接方式,常用于连接两个角部件。
它具有结构简单、强度高、耐久性好等优点,被广泛应用于各个领域。
角接接头角焊缝的制作过程需要经历准备工作、焊接操作和焊后处理三个主要步骤。
准备工作是确保焊接过程顺利进行的关键。
在进行角接接头角焊缝焊接之前,需要对待焊件进行充分的准备。
这包括清理焊接表面,去除焊接部位的污物和氧化物,以保证焊接质量。
同时,还需要对焊接设备进行检查和调试,确保焊接设备的正常运行。
焊接操作是角接接头角焊缝制作的核心步骤。
焊接操作主要包括焊接参数的选择和焊接工艺的控制。
焊接参数的选择包括焊接电流、电压、焊接速度等参数的确定。
这些参数的选择应根据焊接材料的性质和焊接件的要求进行合理的选择。
焊接工艺的控制包括焊接方法、焊接顺序、焊接角度等的确定。
合理的焊接工艺能够保证焊接过程的稳定性和焊缝的质量。
焊后处理是角接接头角焊缝制作的最后一个环节。
焊后处理主要包括焊缝的清理和焊缝的检验。
焊缝的清理可以通过打磨、抛光等方式进行,以使焊缝表面平整光滑。
焊缝的检验可以通过目测、尺寸测量、渗透检测等方式进行,以确保焊接质量符合要求。
角接接头角焊缝的应用领域广泛。
在建筑领域,它常被用于连接钢结构件,如楼梯、扶手等。
在汽车制造领域,它常被用于连接车身部件,如车门、车窗等。
在船舶制造领域,它常被用于连接船体结构件,如船板、船底等。
在机械制造领域,它常被用于连接机械零件,如轴承座、齿轮等。
角接接头角焊缝是一种常见的焊接方式,具有结构简单、强度高、耐久性好等优点。
在制作角接接头角焊缝时,需要经过准备工作、焊接操作和焊后处理三个主要步骤。
它被广泛应用于建筑、汽车制造、船舶制造和机械制造等领域。
通过合理的制作和处理,可以获得符合要求的焊接质量。
箱形构件焊缝的接头形式1. 简介在机械制造和建筑工程中,箱形构件是一种常见的结构元素,用于支撑和连接各种组件。
而焊缝作为连接箱形构件的一种常见方式,其接头形式有多种选择。
本文将详细介绍箱形构件焊缝的接头形式,包括直角焊缝、搭接焊缝、角焊缝和对接焊缝等。
2. 直角焊缝直角焊缝是一种常见的箱形构件接头形式。
它的特点是焊缝呈直角形状,适用于连接两个直角相交的构件。
直角焊缝通常采用角焊缝或对接焊缝的方式进行焊接。
2.1 角焊缝角焊缝是一种将两个构件的边缘焊接在一起的方式。
它可以分为内角焊缝和外角焊缝两种形式。
内角焊缝是将两个构件的内侧边缘焊接在一起,形成一个内部的直角连接。
它常用于箱形构件的内部连接,可以增加结构的稳定性和强度。
外角焊缝是将两个构件的外侧边缘焊接在一起,形成一个外部的直角连接。
它常用于箱形构件的外部连接,可以增加结构的美观性和稳定性。
2.2 对接焊缝对接焊缝是一种将两个构件的平面焊接在一起的方式。
它可以分为对接角焊缝和对接直焊缝两种形式。
对接角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
对接直焊缝是将两个构件的边缘以直线形式焊接在一起,形成一个直角连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
3. 搭接焊缝搭接焊缝是一种将两个构件的边缘重叠在一起焊接的方式。
它可以分为单面搭接焊缝和双面搭接焊缝两种形式。
单面搭接焊缝是将两个构件的一侧边缘重叠在一起焊接,形成一个单面的连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
双面搭接焊缝是将两个构件的两侧边缘重叠在一起焊接,形成一个双面的连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
4. 其他接头形式除了直角焊缝和搭接焊缝,箱形构件的焊缝接头还可以采用其他形式,如角焊缝和T型焊缝等。
角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
角焊缝的焊接方法角焊缝是在工程中常见的一种焊接接头,它通常用于连接两个零部件的边缘,具有较高的强度和密封性。
在进行角焊缝的焊接时,我们需要根据具体的工件材料和要求选择合适的焊接方法,以确保焊接接头的质量和可靠性。
下面将介绍几种常见的角焊缝焊接方法。
首先,我们来介绍手工电弧焊接方法。
手工电弧焊接是一种常见的焊接方法,它适用于各种类型的金属材料,包括碳钢、不锈钢、铝合金等。
在进行角焊缝的手工电弧焊接时,焊工需要使用焊条作为焊接材料,通过电弧的热能将工件加热至熔化状态,然后再将焊条熔化并填充到焊缝中,最后形成均匀、牢固的焊接接头。
手工电弧焊接方法简单易行,适用范围广,但需要焊工具有一定的操作技能和经验。
其次,我们来介绍气体保护焊接方法。
气体保护焊接是一种常用的半自动或全自动焊接方法,它通常采用惰性气体(如氩气)或活性气体(如二氧化碳)作为保护气体,以防止焊接过程中氧气和氮气的污染。
在进行角焊缝的气体保护焊接时,焊工使用焊丝作为填充材料,焊接设备通过控制焊接电流和保护气体流量,实现对焊接过程的精确控制,从而获得高质量的焊接接头。
气体保护焊接方法适用于对焊接质量要求较高的工件,如压力容器、管道等。
另外,还有激光焊接方法。
激光焊接是一种高能量密度的焊接方法,它利用激光束对工件进行加热和熔化,实现焊接接头的形成。
在进行角焊缝的激光焊接时,焊接速度快、热影响小、变形小,适用于对焊接精度和速度要求较高的工件。
激光焊接方法具有高效、环保、节能的特点,但设备投资和维护成本较高,适用范围相对较窄。
最后,还有摩擦搅拌焊接方法。
摩擦搅拌焊接是一种非熔化焊接方法,它利用工具在工件接触面上产生摩擦热,使工件局部加热软化,然后通过搅拌工具的作用,实现工件的塑性变形和连接。
在进行角焊缝的摩擦搅拌焊接时,焊接过程中无熔化金属产生,不会产生焊接变形和气孔缺陷,适用于对焊接质量和外观要求较高的工件。
综上所述,角焊缝的焊接方法有手工电弧焊接、气体保护焊接、激光焊接和摩擦搅拌焊接等多种选择。
角焊缝a、z的解释
角焊缝a、z是焊接工艺中常用的术语。
角焊缝a(Angle Weld Typa)是指焊接接头的形状呈角状的焊缝。
它通常是在两个相互垂直的工件的交接处进行焊接,形成一个直角。
角焊缝z(Angle Weld Typez)也是指焊接接头的形状呈角状的焊缝,但它与角焊缝a不同的是,焊接位置不在两个相互垂直的工件的交接处。
角焊缝z通常是在两个非垂直但相互交叉的工件的交接处进行焊接。
这两种焊缝形式在焊接工艺中都有广泛的应用,可以用来连接不同部件或材料,并提供强度和稳定性。
需要注意的是,具体的焊接过程和要求可能会因不同的应用而有所不同,所以在实际操作中需要根据具体情况进行合适的选择和应用。
角焊缝和对接焊缝的抗拉强度摘要:I.引言- 简述角焊缝和对接焊缝的背景和重要性II.角焊缝和对接焊缝的定义和区别- 解释角焊缝和对接焊缝的定义- 说明两者的区别III.角焊缝和对接焊缝的抗拉强度- 详述角焊缝和对接焊缝的抗拉强度- 解释为什么角焊缝的抗拉强度往往高于对接焊缝IV.影响抗拉强度的因素- 探讨影响角焊缝和对接焊缝抗拉强度的因素V.结论- 总结角焊缝和对接焊缝的抗拉强度正文:随着钢结构建筑的不断发展,焊接技术在建筑结构中的应用越来越广泛。
其中,角焊缝和对接焊缝是焊接技术中常见的两种形式。
它们在钢结构中扮演着重要的角色,如连接钢结构构件、支撑建筑物等。
本文将重点探讨角焊缝和对接焊缝的抗拉强度。
角焊缝和对接焊缝是两种不同的焊接方式。
角焊缝是指在两根钢柱的端部形成一个角度的焊缝,而对接焊缝是指两根钢柱的端部直接对接焊接在一起的焊缝。
这两种焊缝形式的抗拉强度有所不同,角焊缝的抗拉强度往往高于对接焊缝。
角焊缝的抗拉强度高于对接焊缝的原因主要有两个方面。
首先,角焊缝的焊缝金属本身强度较高。
这是大量试验的结果,有资料说,焊接相当于电炉炼钢,质量好,所以强度高。
角焊缝抗抗剪强度是试验得来的,反映焊缝金属本身的强度。
其次,角焊缝的构造方式使得其受力更加均匀。
角焊缝在焊接过程中,焊缝周围的金属受到挤压,从而使焊缝周围的金属紧密结合在一起,提高了焊缝的抗拉强度。
当然,影响角焊缝和对接焊缝抗拉强度的因素有很多,包括焊接材料、焊接工艺、焊接接头的设计等。
在实际工程中,需要根据具体情况进行选择,确保焊缝的抗拉强度满足设计要求。
总之,角焊缝和对接焊缝在钢结构中具有重要的应用价值。
了解它们的抗拉强度对于保证钢结构的安全性能具有关键作用。