电路板之切片与切孔
- 格式:pdf
- 大小:168.05 KB
- 文档页数:7
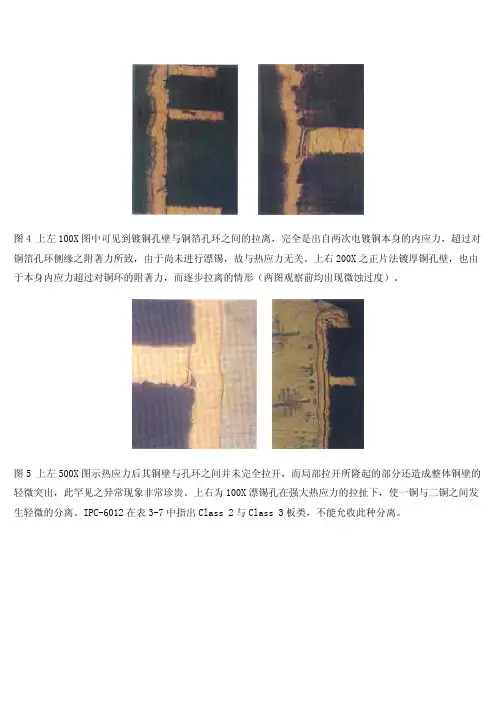
图4 上左100X图中可见到镀铜孔壁与铜箔孔环之间的拉离,完全是出自两次电镀铜本身的内应力,超过对铜箔孔环侧缘之附著力所致,由于尚未进行漂锡,故与热应力无关。
上右200X之正片法镀厚铜孔壁,也由于本身内应力超过对铜环的附著力,而逐步拉离的情形(两图观察前均出现微蚀过度)。
图5 上左500X图示热应力后其铜壁与孔环之间并未完全拉开,而局部拉开所隆起的部分还造成整体铜壁的轻微突出,此罕见之异常现象非常珍贵。
上右为100X漂锡孔在强大热应力的拉扯下,使一铜与二铜之间发生轻微的分离。
IPC-6012在表3-7中指出Class 2与Class 3板类,不能允收此种分离。
图6 上左1000X画面之漂锡孔,转角处之一次镀铜已被拉断,但二次铜则完好如初,也属一种"部分后分离"。
上右200X之漂锡孔,其环与壁互连处似乎已发生后分离,但从背光仔细观察时似乎又未全离。
前图5则恰好切到这种现象。
好奇之下在相同样板上又进行水平切片,以找出更多局部分离的证据。
图7 从许多水平切孔中找到一个样孔可证明上述说法,上左50X"孔环十字桥"(Thernal Pad)之全景,该PTH 是以十字桥与外面大铜面相通,四块无铜的基材区即为预防过度膨胀的"伸缩缝"。
此样左上方图8 孔铜制程后分离的例子很多,有的提早到镀完铜或半镀即呈现"微分",再续镀之下即成了真正的"分离"(开始不久即分离者会形成揩镀)。
上左图为100X,右图为200X之精采水平切片,可看到孔壁自孔环上出现图9 左200X为漂锡试验后"互连分离"之另一实例,不但环壁之间产生沟分,而且连内环黑化皮膜处与铜孔壁上亦均出现"树脂缩陷",热应力之大可见一斑。
右为1000X之环壁分离,其间的虚空不容掩饰,但也并不表示全壁整环已空,也不表示电性断路,只是逮到时就不免挂上问号而已。
电路板切割作业手册
1. 概述
电路板切割是一项关键工序,它能够保证电路板的尺寸和形状符合设计要求。
不当的切割方法可能会导致电路板损坏,在切割过程中需要十分小心谨慎。
2. 切割前准备
在进行切割前需要进行以下准备:
- 查看电路板设计图纸,确认尺寸和形状;
- 准备好电路板切割机;
- 确保切割刀片的锋利度,可以更换锋利刀片;
- 给电路板切割机喂料;
- 设定好切割的线条位置和长度。
3. 切割流程
进行切割时需要注意以下事项:
- 佩戴手套和护目镜,保护身体和眼睛;
- 将电路板放置在切割机中,固定好;
- 软件设定好切割线条,启动切割机开始切割;- 切割结束后,将电路板取出检查。
4. 切割后处理
切割完成后需要进行以下处理:
- 用金属刷将电路板表面的残留物刷净;
- 检查电路板表面是否有划痕或损坏;
- 切割废料需要妥善处理。
5. 注意事项
- 切割机器使用时要谨慎注意安全;
- 切割刀片需要经常更换,保持锋利度;
- 切割前要确认线条位置和长度,避免误切;
- 切割废料要及时处理不可随意乱丢弃。
6. 总结
电路板切割是电路板生产过程中必不可少的工序,保证其质量和尺寸精准度十分重要。
熟练操作切割机器和注意安全,切割出令人满意的电路板。
切片制作及分析切片(Mircosection)分析是PCB行業中最基礎也是最重要的分析方法之一﹐通常被用作品質判定和品質異常分析。
對於外層品質或者外觀不良,我們可以通過AOI或者目檢進行判定;但對於壓合後的內層或者孔的品質確認,則須要通過切片進行分析判定。
因此﹐制作出好的切片對於產品品質判定和分析是非常重要的。
通過這段時間的學習﹐我已經熟練掌握了切片的制作﹐也學會了通過切片進行品質判定和對不良的原因作出初步分析。
一、切片分類:1.縱切片:沿垂直於板面的方向切開,研磨並觀察剖面狀況的切片稱為縱切片。
通常用來觀察孔在鍍銅後的品質、疊構以及內部結合面的狀況,如孔銅厚度確認,物性確認,有無內斷、內連異常等品質問題。
除此以外,像電鍍下陷、銅顆粒等不良我們也會做縱切片加以分析。
縱切片也是我們切片分析中最常用的方式。
2.水平切片:水平切片是順著板子疊合方向一層層向下研磨,用來觀察每一層面的狀況。
通常用來輔助縱切片進行品質異常的分析判定,如內連異常,我們可以在縱切片的基礎上加做水平切片觀察內連異常的范圍;此外,還可以用來確認內O內S等。
二、切片的制作步驟﹕1.取樣:取樣是指將板子上需要分析確認的部分切割下來。
取樣時首先要確認好切片位置:如確認孔銅厚度,通常選擇密集最小孔取樣;如果是確認物性,則通常選擇密集孔區域取樣,取樣大小為5cm*5cm;若是確認品質問題,則取樣位置為出現品質異常的區域。
選定好取樣位置後,先用小撈機撈下略大的一塊,再用切割機切成剛好可以放入壓克力模的大小。
待觀察區域應与切片邊緣相距2mm左右﹐過大則研磨費時﹔過小則切割時的應力容易導致孔壁失真﹒如果是確認物性,則應該在做完熱應力後再用切割機切成小塊。
2.灌膠:灌膠的目的是利用樹脂的固化使切片緊固于壓克力模中,以便于研磨,并且將孔內填滿以防止出現研磨時孔銅翹起而造成的失真。
灌膠前,要保証切片垂直并緊貼于壓克力中,以保証切片的美觀並便于研磨。
配膠時應把握好樹脂粉與固化劑的用量,以免造成浪費。

《电路板微切片手册》一、白蓉生教授自序微切片(Microsectioning)技术应用范围很广,电路板只是其中之一。
对多层板品质监视与工程改善,倒是一种花费不多却收获颇大的传统手艺。
不过由于电路板业扩展迅速人材青黄不接,尤其是纯手艺的技术员更是凤毛麟角。
虽然每家公司也都聊备设施安置人员,也都有模样的切磨抛看,然而若就一般判读标准而言,则多半所得到书面的成绩,虽不至惨不忍睹的地步,多也只停留在不知所云的阶段。
考其原因不外:客户内行者太少、老板们不深入也不重视,工程师好高骛远甚少落宝基本。
是以在欠缺教材乏人指导下,当然只有自我摸索闭门造车了。
至于国外同业的水准,经笔者多年用心观察与比较下,除了设备比我们贵与好之外,手艺方面则不仅乏善可陈,而且还颇为优越自大。
甚至IPC贩售录影带中的讲师,也只是西装笔挺振振有词,根本拿不出几张晶莹剔透眉清目秀的宝物彩照,何况是经年累月众多量产的心血结晶。
国外同业在诸多故障方面的累积经验,也远去国内厂商甚多。
持远来和尚会念经的想法,想要从国外引进微切片技者应只是缘木求鱼竹篮打水罢了。
笔者二十五年前进入PCB业,即对动手微切片发生兴趣,每每找到重点再印证于产品改善时,不仅心情雀跃深获成就感外,且种种经验刻骨铭心至今不忘。
如此亲身实地之经验累积,比诸书本当然大有不同在焉。
多年来共集存了二千多张各式微切片原照,特于投老之际仔细选出730张编辑成书,希望为业界后起留下一些可资比较的样本,盼在无师之下而能自通,抛开包袱减少误导。
由于版面有限许多珍贵照片必须裁剪以利编辑,每在下刀之际就有切肤之痛难以割舍,实乃岁月不居件件辛苦得之不易也。
本书除以全彩印刷极高成本之外,每帧照片也都绝对是费时耗力所有赀,放眼全球业界以如此大手笔成书者应属首见。
本书能顺利编辑,须感谢台湾电路公司切片实验室小姐先生们之鼎力协助,若以简易切片方式而言,从广经阅历的笔者看来,台路的几位老手们应列国内之顶尖。
本书某些照片即得其等慷慨馈赠,而部份内容亦在多次讨论中获益匪浅,在此特别感谢任礼君先生、余瑞珍小姐与黄国珍先生之协助,使本书更为增色。
一、概述电路板品质的好坏、问题的发生与解决、制程改进的评估,在都需要微切片做为客观检查、研究与判断的根据(Microsectioning此字才是名词,一般人常说的Microsection是动词,当成名词并不正确)。
微切片做的好不好真不真,与研判的正确与否大有关系焉。
一般生产线为监视(Monitoring)制程的变异,或出货时之品质保证,常需制作多量的切片。
次等常规作品多半是在刀忙几经验不足情况下所赶出来的,故顶多只能看到真相的七、八成而已。
甚至更多缺乏正确指导与客观比较不足下,连一半的实情都看不到。
其等含糊不清的影像中,到底能看出什么来?这样的切片又有什么意义?若只是为了应付公事当然不在话下。
然而若确想改善品质彻底找出症结解决问题者,则必须仔细做好切取、研磨、抛光及微蚀,甚至摄影等凾夫,才会有清晰可看的微切片画面,也才不致误导误判。
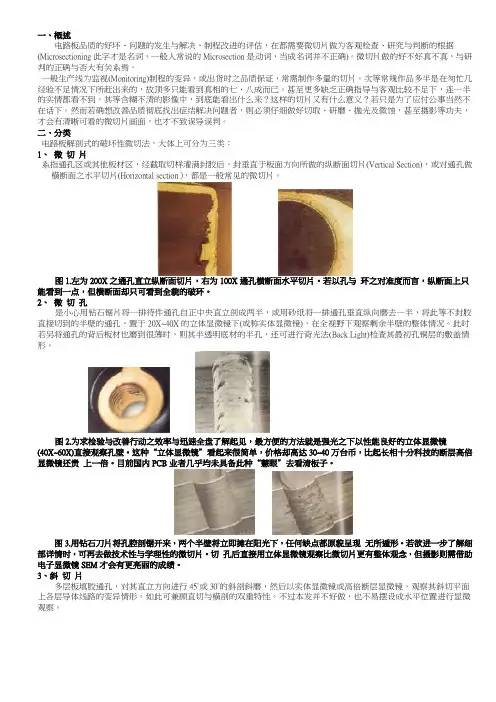
二、分类电路板解剖式的破坏性微切法,大体上可分为三类:1、微切片系指通孔区或其他板材区,经截取切样灌满封胶后,封垂直于板面方向所做的纵断面切片(Vertical Section),或对通孔做横断面之水平切片(Horizontal section),都是一般常见的微切片。
图1.左为200X之通孔直立纵断面切片,右为100X通孔横断面水平切片。
若以孔与环之对准度而言,纵断面上只能看到一点,但横断面却只可看到全貌的破环。
2、微切孔是小心用钻石锯片将一排待伔通孔自正中央直立剖成两半,或用砂纸将一排通孔垂直纵向磨去一半,将此等不封胶直接切到的半壁的通孔,置于20X~40X的立体显微镜下(或称实体显微镜),在全视野下观察剩余半壁的整体情况。
此时若另将通孔的背后板材也磨到很薄时,则其半透明底材的半孔,还可进行背光法(Back Light)检查其最初孔铜层的敷盖情形。
图2.为求检验与改善行动之效率与迅速全盒了解起见,最方便的方法就是强光之下以性能良好的立体显微镜(40X~60X)直接观察孔壁。
电路板之微切片与切孔1.概述电路板品质的好坏,问题的发生与解决,制程改进的情况,在在都需要微切片(microsectioning)做为观察研究与判断的根据,微切片做的好不好,真不真与讨论研判的正确与否大有关系在焉。
一般生产线为品质监视(monitoring)或出货时品管为求品质的保证等所做的多量切片,因系在匆忙及经验不足情况下所赶出的,故至多只能看到真相的六、七成而已,有的在缺乏指导及比较情况下,甚至连一半的实情都看不到,在一片模糊及含混的影像下,能看出什么来?这样的切片有什么意义?若只是为了应付公事当然不在话下,若的确想要做好品质及彻底找出问题解决问题,则必须仔细做切、磨、抛及咬等功夫才会有清晰可看的微切片,不致造成误判。
2.分类电路板的解剖式破坏性切片法大体上可分为三类:(1) 一般切片(正式名称为微切片)可对通孔区及板面其它区域灌满封胶后做了垂直切片(Vertical S ection),也可对通孔做水平切片(Horizontal Section)是一般常见的做法。
(见杂志NO:4 P37,附图见后)(2) 切孔是小心用钻石锯片将一排通孔自正中央切成两半,或用砂纸将一排通孔磨去一半,将切半不封胶的通孔置于20x-40x的立体显微镜(或称实体显微镜)下观察半个孔壁的全部情况。
此时若也将通孔的后背再磨的很薄时,则底材将呈透明状,可进行背光法(Back light)检查孔铜层敷盖的情形。
(3) 斜切片(45°或30°)可对多层板面区或通孔区做层次间45°的斜切,然后以实体显微镜观察45°切面上导体间的情形。
3.制作技巧除第二类切孔法是用以观察半个孔壁的原状表面情况外,其余第一及第三类都需最后的仔细抛光,才能看到各种真实的情况,此点为切片的成败关键,此点至为重要不可掉以轻心。
以下为制作过程的重点。
3.1取样:以特殊的切模自板上任何处取样或用剪床剪样,注意不可太逼近孔边,以防造成通孔受拉力而变形,也应注意取样的方法,最好先切剪下来,再用钻石锯片切下所要的切样,减少机械应力的后患。

关于《电路板微切片手册》一、白蓉生教授自序微切片(Microsectioning)技术应用范围很广,电路板只是其中之一。
对多层板品质监视与工程改善,倒是一种花费不多却收获颇大的传统手艺。
不过由于电路板业扩展迅速人材青黄不接,尤其是纯手艺的技术员更是凤毛麟角。
虽然每家公司也都聊备设施安置人员,也都有模样的切磨抛看,然而若就一般判读标准而言,则多半所得到书面的成绩,虽不至惨不忍睹的地步,多也只停留在不知所云的阶段。
考其原因不外:客户内行者太少、老板们不深入也不重视,工程师好高骛远甚少落宝基本。
是以在欠缺教材乏人指导下,当然只有自我摸索闭门造车了。
至于国外同业的水准,经笔者多年用心观察与比较下,除了设备比我们贵与好之外,手艺方面则不仅乏善可陈,而且还颇为优越自大。
甚至IPC贩售录影带中的讲师,也只是西装笔挺振振有词,根本拿不出几张晶莹剔透眉清目秀的宝物彩照,何况是经年累月众多量产的心血结晶。
国外同业在诸多故障方面的累积经验,也远去国内厂商甚多。
持远来和尚会念经的想法,想要从国外引进微切片技者应只是缘木求鱼竹篮打水罢了。
笔者二十五年前进入PCB业,即对动手微切片发生兴趣,每每找到重点再印证于产品改善时,不仅心情雀跃深获成就感外,且种种经验刻骨铭心至今不忘。
如此亲身实地之经验累积,比诸书本当然大有不同在焉。
多年来共集存了二千多张各式微切片原照,特于投老之际仔细选出730张编辑成书,希望为业界后起留下一些可资比较的样本,盼在无师之下而能自通,抛开包袱减少误导。
由于版面有限许多珍贵照片必须裁剪以利编辑,每在下刀之际就有切肤之痛难以割舍,实乃岁月不居件件辛苦得之不易也。
本书除以全彩印刷极高成本之外,每帧照片也都绝对是费时耗力所有赀,放眼全球业界以如此大手笔成书者应属首见。
本书能顺利编辑,须感谢台湾电路公司切片实验室小姐先生们之鼎力协助,若以简易切片方式而言,从广经阅历的笔者看来,台路的几位老手们应列国内之顶尖。
印制电路板显微剖切孔无铜技术分析.txt我的人生有A 面也有B面,你的人生有S面也有B 面。
失败不可怕,关键看是不是成功他妈。
现在的大学生太没素质了!过来拷毛片,居然用剪切!有空学风水去,死后占个好墓也算弥补了生前买不起好房的遗憾。
本文由FXQ1982贡献doc文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
物理微切片分析方法培训教材Tiny slice of physics analytical method training teaching material 物理实验人员必备The physics experiments the personnel essential编辑:方转强■中山宝悦嘉电子有限公司品保部中山宝悦嘉电子有限公司品保部方转强印制板显微剖切检测技术研究Microsectioning Study on the Technology of the Microsectioning of the Printed Circuit Board■摘要:本文对印制电路板显微剖切技术及其应用进行了实践性的论述。
本文对印制电路板显微剖切技术及其应用进行了实践性的论述。
■范围:宝悦嘉公司■主题:板材不良、孔无铜板材不良、图一、200 倍印制板所用的板材质量的好坏,直接会严印制板所用的板材质量的好坏,重影响产品质量。
重影响产品质量。
图 1.2.3.4 就是因板材因素而导致印制板孔无铜报废的事实。
无铜报废的事实。
图二、100 倍图二、分析:分析:一、图 1.2 在显微镜放大 100 倍可观查到板料树脂十分疏松,并且有空洞出现。
查到板料树脂十分疏松,并且有空洞出现。
二、在钻孔时钻刀的高速旋转下必然会扯动松动的树脂而造成孔壁粗糙,测量图会扯动松动的树脂而造成孔壁粗糙, 1.2 粗糙度为 66—99UM。
粗糙度严重超标, 66— 99UM。
糙度严重超标,一般粗糙度要求为双面板≤30UM.多层板为一般粗糙度要求为双面板≤30UM.多层板为≤25UM。
六、鑽孔6.1製程目的單面或雙面板的製作都是在下料之後直接進行非導通孔或導通孔的鑽孔,多層板則是在完成壓板之後才去鑽孔。
傳統孔的種類除以導通與否簡單的區分外,以功能的不同尚可分:零件孔,工具孔,通孔(Via),盲孔(Blind hole),埋孔(Buriedhole)(後二者亦為via hole的一種).近年電子產品'輕.薄.短.小.快.'的發展趨勢,使得鑽孔技術一日千里,機鑽,雷射燒孔,感光成孔等,不同設備技術應用於不同層次板子.本章僅就機鑽部分加以介紹,其他新技術會在20章中有所討論.6.2流程上PIN→鑽孔→檢查6.3上PIN作業鑽孔作業時除了鑽盲孔,或者非常高層次板孔位精準度要求很嚴,用單片鑽之外,通常都以多片鑽,意即每個stack兩片或以上.至於幾片一鑽則視1.板子要求精度2.最小孔徑3.總厚度4.總銅層數.來加以考量.因為多片一鑽,所以鑽之前先以pin將每片板子固定住,此動作由上pin機(pinning maching)執行之.雙面板很簡單,大半用靠邊方式,打孔上pin連續動作一次完成.多層板比較複雜,另須多層板專用上PIN機作業.6.4.鑽孔6.4.1鑽孔機鑽孔機的型式及配備功能種類非常多,以下List評估重點A.軸數:和產量有直接關係B.有效鑽板尺寸C.鑽孔機檯面:選擇振動小,強度平整好的材質。
D.軸承(Spindle)E.鑽盤:自動更換鑽頭及鑽頭數F.壓力腳G.X、Y及Z軸傳動及尺寸:精準度,X、Y獨立移動H.集塵系統:搭配壓力腳,排屑良好,且冷卻鑽頭功能I.Step Drill的能力J.斷針偵測K.RUN OUT6.4.1.1鑽孔房環境設計A.溫濕度控制B.乾淨的環境C.地板承受之重量D.絕緣接地的考量E.外界振動干擾6.4.2物料介紹鑽孔作業中會使用的物料有鑽針(Drill Bit),墊板(Back-up board),蓋板(Entry board)等.以下逐一介紹:圖6.1為鑽孔作業中幾種物料的示意圖.圖6.16.4.2.1鑽針(Drill Bit),或稱鑽頭,其品質對鑽孔的良窳有直接立即的影響,以下將就其材料,外型構、及管理簡述之。
印制电路板显微剖切技术研究1前言印制电路板制造质量的好坏、使用可靠性的高低、制造过程中问题的发生与解决、制程能力及改进的评估,往往都需要采用显微剖切来作为客观检察、研究和判断的依据。
显微剖切(Microsectioning),又称微切片、金相切片,它的制作有着一套相对专业的制造技术和检测手段。
微切片制作质量的好坏,将直接关系到研究和判断的正确性。
俗话说得好,外行看热闹、内行看门道,各家有各家的高招。
真应了那句名言——条条大路通罗马。
作者长期从事各类印制电路板的制造工艺及品质控制技术的研究,曾专长于金相切片的制作,并有大量第一手金相切片照片在握。
本不该在各位专家面前献丑,但每每翻看这些照片,总有一种与人共研之冲动。
今特将之分类后,陆续登出,望各位不吝赐教,共同为业界之发展贡献些许绵力。
2微切片制作工艺流程2.1取样待检印制电路板试样的采取有以下几种方法:(1)采用机械装置剪切或辊切、锯切;(2)平面冲头之冲切;(3)凹陷冲头之冲切;(4)铣切;(5)带锯切割;上述诸种方法,各有利弊。
从对待检印制电路板部位的损伤来讲,第一种和第二种较为严重;第三种和铣切则适中。
266至于带锯切割法,虽然同冲切和铣切一样的快速、便捷,但对操作者来说,存在潜在的伤害危险。
2.2试样续处理2.3试样入模方式用双面胶粘住样品的正截面(较薄的板用订书子夹住样品待检测的侧截边),使样品垂直立于凝胶模中央。
如是试验切片,建议一个模放两个样品,待检测的侧截边分放于切片的两面,以便从两面磨孔均能磨到孔中央,但样品间要保持最少2mm间距,以免固化后影响样品的牢固性。
2.4调胶处理本处理的重点在于各组分混合充分均匀,且尽可能减少搅拌所造成的气泡产生量。
正误搅拌方式对比请参见下左图9。
搅拌方式对比2.5灌胶入模将上述搅拌均匀的胶料,缓慢倒入模内,直至淹没横担试样的铅芯或鱼线(对于待检部位在模具底部之情况除外)。
对于可能粘附于试样上的气泡,可通过轻敲模壁或用牙签将其引出。
电路板之切片与切孔1.概述:电路板质量的好坏,问题的发生与解决,制程改进的情况,在在都需要微切片(microsectioning)做为观察研究与判断的更据,微切片做的好不好,真不真与讨论分析得正确与否大有关系在焉。
一般生产纤维质量监视(monitoring)或出货使得品管为求质量的保证等所做的多量切片,因系在匆忙及经验不足情况下所赶出的,故至多只能看到自己真相的六、七成而已,有的在缺乏指导及比较情况下,甚至连一半的实情都看不到,在一片模糊及含混的影像下,能看出什么来?这样的切片有什么意义?若只是为了应付公事当然不在话下,若的确想要做好质量及彻底找出问题解决问题,则必须仔细做切、磨、抛及咬等功夫才会有清晰可见的微切片,不致造成误判。
2.分类:电路板的解剖式破坏性切片法大体可分为三类:(1) 一般切片(正式名称为微切片)可对通孔区及板面其它区域灌满封胶后做了垂直切片(Vertical Section),也可对通孔做水平切片(Horizontal Section)是一般常见的做法。
(见杂志NO:4P37,附图见后)(2) 切孔是小心用钻石锯片将一排通孔自正中央切成两半,或用砂纸将一排通孔磨去一半,将切片不封胶的通孔置于20X—40X的立体显微镜(或称实体显微镜)下观察半个孔壁的全部情况。
此时若也将通孔的后背再磨得很薄时,则底材将呈透明状,可进行背光法(Back light)检查孔铜层敷盖的情形。
(3) 斜切片(45°或30°)可对多层板面区或通孔区做层次间45°的斜切,然后以实体显微镜观察45°切面上导体间的情形。
3制作技巧:除第二类切孔法是用以观察半个孔壁的原状表面情况外,其余第一及第三类都需最好的仔细抛光,才能看到各种真实的情况,此点为切片的成败关键此点至为重要不可掉以轻心。
以下为制作过程的重点。
3.1取样:以特殊的切模自板上任何处取样或用剪床剪样,注意不可太逼近孔边,以防造成通孔受拉力而变形,也应注意取样的方法,最好先切剪下来,再用钻石锯片切下所要的切样,减少机械应力的后患。
3.2封胶封胶的目的是将通孔灌满,把要观察的孔壁固定夹紧,使在磨削是不致被拖立延伸而失真,封胶一般多用特殊的专密商品,以Buhler的各系列的专用封胶为宜,但价格很贵,可改用其它种类,但以透明度良好硬度大,气泡少者为佳,例如:黑色用于小零件封胶用的环氧树脂,牙膏状的二液型环氧树脂封填胶,南宝树脂,甚至绿漆也可充用,注意以减少气泡为要,为使硬化完全,多需烤箱催化使快速反应。
为使切样的封胶方便进行,正式的方法是用一种卷挠式的弹簧夹具,将样片夹入,使在封胶时保持直立状态。
正式切片的封胶体是灌注于圆柱的蓝色橡皮模具内,硬化后只要推挤橡皮模子即可轻易将样片圆柱推出,非常方便。
此种特用的橡皮模具也是Buhler的产品且国内不易买到,一般较麻烦的做法及简易的做法有:3.2.1在锯短的铝管内壁喷以脱模剂,另将样片用双面胶带直立在玻璃板上再把铝管套在样片周围,要使管的下缘与玻璃板的表面蜜合使胶液不致漏出,待硬化后即可将圆柱取出或改用漏斗斜壁形的模具更容易脱模。
3.2.2用胶粉在热压模具以渐增之压力使能满灌通孔并同时进行硬化成为实体,在各种切片圆体中,以此种最美观。
3.2.3将多个切片以钢梢串起,在于特殊的模具中将多片同时以液胶灌满,同时可磨多片,称为Nelson-Zimmer法,同时磨九个圆柱,而每个柱中可封入5.6个切片之多,是一种大量的做法。
3.2.4用购买现成的压克力模具,将样片置入,封胶即可。
3.2.5最简单的做法是将胶体涂在PE纸上,使切片上的各通孔缓缓地刮过胶面,强迫胶膏挤入孔内,然后倒插入木板槽缝中,集中入烤箱,使其烤硬,也可改用绿漆填胶。
3.2.6少量切样可用竹签条直接在孔口处填胶,然后直立烤硬,最后两种因胶体很少,故磨削时间可以节省,但要保持磨面的水平,要靠功夫及手势了,但真正的好切片是由此种简单的方法做出来的。
3.3磨片(Grinding)是利用砂纸的切削力将样片磨到孔的正中央,以便观察孔壁断面情况的步骤。
为节省时间大量制作,多用快速转盘做快速磨削法,可用有背胶的砂纸贴在盘面 上,也可用边缘匝固定器将砂纸固定,或纸有中心洞套入转轴心上,在水湿及高速转动时;砂纸会平贴在盘面上而可以进行磨削。
少量简单的切样只要用手在一般砂纸上平磨即可连转盘也可以省掉,以上所用的砂纸番号以下述为宜。
3.3.1 220号粗磨到孔壁断层的两条并行线将要出现为止,注意要喷水或他种液体以减热。
3.3.2改用400号再磨到孔中央的指示线出现。
3.3.3 改用600号以上细沙纸轻磨几下,以改正不平行的斜磨即可。
3.4 抛光(Polish)要看到切片的真相,必须要做仔细的抛光,消除砂纸的刮痕。
大量时,转盘式毛毯加氧化铝悬浮液当作助剂,做转微接触式的抛光,注意在抛光时要时常改变切样方向,使有更均匀的效果,直到沙痕完全消失为止。
少量切样可改用一般布头,及擦铜油膏即可进行,也要时常改变抛动方向,前后左右以及圆周式运动,手艺功夫做的好时,效果要比高速转盘抛光要更为清晰,更能保存真相,但较费时。
抛光的压力要轻,往复次数要多,效果更好,而且油性抛光所得铜面的真相要比水性抛光更好。
3.5 微蚀(microetch)将抛光面用水或稀酒精洗净及吹干后,即可进行微蚀,以找出金属的各层面,以及结晶状况,此种微蚀看似简单,但要看到清楚细腻的真像,却很不容易,不是每次一定成功的。
不行时只有在轻抛数次,重做微蚀,以找出真像。
微蚀液配方如下:“10cc氨水+10cc纯水+2~3滴的双氧水“混合均匀后,即可用棉花棒沾液,在切片表面轻擦约2秒钟,注意铜面处发出气泡的现象,2~3秒后立即将蚀液冲掉,并立即用卫生纸擦干,勿使铜面继续氧化,否则100X显微下会出现棕黑色及粗糙不堪的铜面,良好的微蚀将呈现鲜红铜色,且结晶及分界清楚。
注意上述微蚀液至多只能维持一个小时,棉花棒用1—2次后也要换掉,以免污染切面上铜面的结晶。
读者需多做摸索,自可找出其中原因。
早期用“铬酸(Cr03)加入少量硫酸及食盐的方法“已经落伍,而且会使锡铅层发黑,不宜再用,氨水法则锡铅面仍呈现洁白,其中常见之黑点分布那是铅量较多区现象。
要做研究判断的切片必须要做仔细的抛光及微蚀的工作,否则只有白费功夫而已,一般出货性大量的切片,只好集体抛光,检查前再做微蚀,如此至少也可看到真像8.9分。
3.6照像原抛光片若为100分时,则由显微镜下看到的倒立影像,按显微镜的性能只可以看到85%~95%的程度,而用拍立得照下来时,最好也只有80%~90%,经拍立得像片再翻照成幻灯片时,当然更要打折75%~85%了,但为求记录及沟通起见,照像是最好的方法了,此种像片价格很贵,一定要有画面才能去面影,否则实在毫无意义。
照像最难处在焦距的对准,此点困难很多。
3.6.1目视焦距与摄影焦距不完全相同,不可以目视为准,需多牺牲几张找出真正摄影焦距来。
3.6.2曝光所需之光量=光强度*时间,好的像片要尽量使时间延长及减少光强度,加上各种滤光片后可得各种不同效果的像片。
3.6.3影像表面须平整,否则倍数大时,(100X以上)会出现局部清楚局部模糊现象,得像后,要阴干透彻后才得触摸,避免造成画面受损。
4.判读:切片的画面清晰可爱只是制件手法,要能判读画面所出现的各种现象,并利用作为决策的根据,否则需丰富的电路板学识才行,尤其是成因改进的方法更要学识与经验的配合才行,无法在短时间内所能凑功的。
以下将常见的各种缺点配合幻灯片的讲解,让读者能做深入的了解。
4.1空板通孔直切切片(含炸过油或喷过锡的板子)可看到各种现象有:板材结构、孔铜厚度、孔铜完整情形、破铜(VOID)、流锡情形、钻孔对准及层间对准(layer to layer regisatration)、平环(Annular ring)、蚀刻情形、胶渣(Smear)情形、压板及钻孔情形、(有挖破Gouging、钉头、Nailheading)、渗铜扫把(Wicking)、孔铜浮离(Pullaway)、反蚀回(Negative Etchback)等,现分述于下:4.1.1孔铜厚度至少在1mil以上,微蚀良好时可看清楚一次铜二次铜甚至厚化铜的层次,要注意有些制程会出现孔铜厚度差别很大的情形,由切片上左右两条铜壁厚度可明显的看出。
4.1.2孔铜完整情形有否镀瘤(Nodule)夹杂物(Inclusion)孔口之阶梯式镀层(Step plating)及铜层结晶情形。
4.1.3 破铜一个切片只允许有三个破洞出现,破洞是焊锡时吹孔(Blow Hole)最大原因,若破洞出现在直切片的同高度时,可解释或判定为全孔环断。
4.1.4 流锡可看到毛细现象的半月形流锡的结果,最高境界可看到铜锡合金(IMC)的50微寸的特殊加层结于铜锡之间的白色长条薄层。
4.1.5 对应情形可由孔壁两侧的内层长短情形看出层间对准情形及钻孔与印刷之间的对应情形。
4.1.6 蚀刻可看到侧蚀(undercut)及算出蚀刻因子,也可看到印刷或干膜的侧壁情形。
4.1.7 胶渣可看到除胶渣或回蚀(Etch back)的情形,过度除胶造成玻璃突出孔壁粗糙以致孔铜不平整也可能造成吹孔,除胶渣不足时,内层与孔铜之间有黑线或分隔(Separation)出现。
4.1.8 钻孔及压板孔壁是否有粗糙及挖破情形,钉头是否超过50%。
压板后介电层是否太薄(Dielectic thickness)。
4.1.9 渗洞原因是六价铬除胶渣液吃掉玻璃表面的硒氧层后而出现铜层的沉积渗入,但不可超过1mil。
4.1.10孔壁浮离系由于铜的应力太大,化铜附着不良,造成受热后的大片浮起。
4.1.11反蚀回可能是PTH过程中微蚀过度造成,此时内层会稍有退回,很可能在一次镀铜时已镀上的化铜层再浮起,再经电镀的继续加厚造成浮起部分及底材部分同时镀铜,要很高明的手法才能看出真相。
*注意上述各种缺点,若用简单式的手涂胶切片时,尚可进一步小心再做水平切片,做深入的再证明,但若要为圆柱形的正式切片时,则无能为力了。
4.2灌过锡的通孔切片:(一般均与288□,10秒钟之热应力试验)可看到下列各种情形:4.2.1断角(Corner Cracking)高温焊锡时,板子产生较大的Z方向膨胀,若镀铜层本身的延展性不好时,(至少要10%的延性·062的板子才不会断角),就会在转角处被拉断,此时要做镀铜槽的活性炭处理才能解决问题,孔铜断裂也可能出现在其它位置。
4.2.2树脂下陷(Resin Recession)孔壁在焊锡前都完好无缺,灌锡后-因树脂局部硬化不足,或挥发逸走,造成局部下陷自孔铜背后缩下,(见杂志NO6.P30)。