ABB工业机器人现场编程-码垛应用
- 格式:ppt
- 大小:267.00 KB
- 文档页数:7
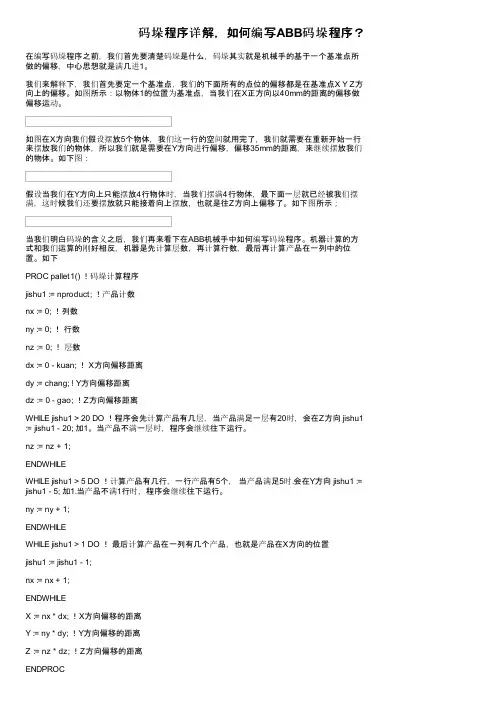
码垛程序详解,如何编写ABB码垛程序?在编写码垛程序之前,我们首先要清楚码垛是什么,码垛其实就是机械手的基于一个基准点所做的偏移,中心思想就是满几进1。
我们来解释下,我们首先要定一个基准点,我们的下面所有的点位的偏移都是在基准点X Y Z方向上的偏移。
如图所示:以物体1的位置为基准点,当我们在X正方向以40mm的距离的偏移做偏移运动。
如图在X方向我们假设摆放5个物体,我们这一行的空间就用完了,我们就需要在重新开始一行来摆放我们的物体,所以我们就是需要在Y方向进行偏移,偏移35mm的距离,来继续摆放我们的物体。
如下图:假设当我们在Y方向上只能摆放4行物体时,当我们摆满4行物体,最下面一层就已经被我们摆满,这时候我们还要摆放就只能接着向上摆放,也就是往Z方向上偏移了。
如下图所示;当我们明白码垛的含义之后,我们再来看下在ABB机械手中如何编写码垛程序。
机器计算的方式和我们运算的刚好相反,机器是先计算层数,再计算行数,最后再计算产品在一列中的位置。
如下PROC pallet1() !码垛计算程序jishu1 := nproduct; !产品计数nx := 0; !列数ny := 0; !行数nz := 0; !层数dx := 0 - kuan; ! X方向偏移距离dy := chang; ! Y方向偏移距离dz := 0 - gao; !Z方向偏移距离WHILE jishu1 > 20 DO !程序会先计算产品有几层,当产品满足一层有20时,会在Z方向 jishu1 := jishu1 - 20; 加1。
当产品不满一层时,程序会继续往下运行。
nz := nz + 1;ENDWHILEWHILE jishu1 > 5 DO !计算产品有几行,一行产品有5个,当产品满足5时.会在Y方向 jishu1 := jishu1 - 5; 加1.当产品不满1行时,程序会继续往下运行。
ny := ny + 1;ENDWHILEWHILE jishu1 > 1 DO !最后计算产品在一列有几个产品,也就是产品在X方向的位置jishu1 := jishu1 - 1;nx := nx + 1;ENDWHILEX := nx * dx; !X方向偏移的距离Y := ny * dy; !Y方向偏移的距离Z := nz * dz; !Z方向偏移的距离ENDPROCPROC quliao() !放料程序IF nproduct = 1 THENfristpoint;ENDIFIF nproduct > 1 THENpallet1; !码垛计算程序SetDO DO11_CONTROL_1, 1;MoveJ Offs(q10,X,Y,Z + 200), v1000, z1, tool0\WObj:=wobj_shangxialiao; !抬高点MoveL Offs(q10,X,Y,Z), v300, fine, tool0\WObj:=wobj_shangxialiao; !放料点,偏移点位WaitTime 1;MoveL Offs(q10,X,Y,Z+200), v300, fine, tool0\WObj:=wobj_shangxialiao; !抬高点ENDIFENDPROC详细的程序可以私聊我。

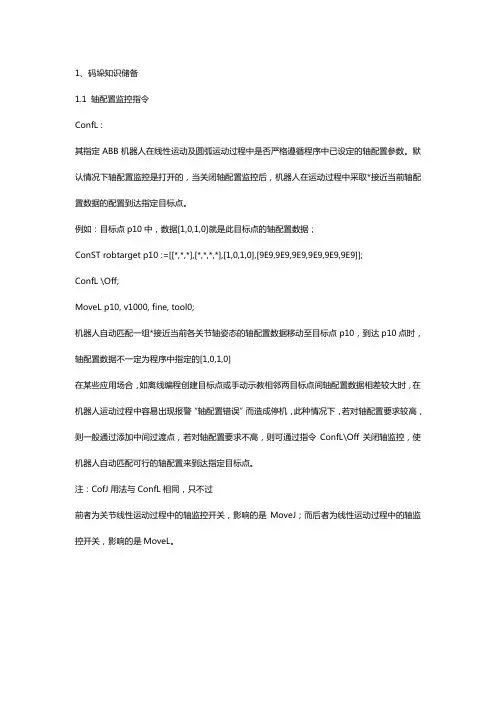
1、码垛知识储备1.1 轴配置监控指令ConfL :其指定ABB机器人在线性运动及圆弧运动过程中是否严格遵循程序中已设定的轴配置参数。
默认情况下轴配置监控是打开的,当关闭轴配置监控后,机器人在运动过程中采取*接近当前轴配置数据的配置到达指定目标点。
例如:目标点p10中,数据[1,0,1,0]就是此目标点的轴配置数据;ConST robtarget p10 :=[[*,*,*],[*,*,*,*],[1,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];ConfL \Off;MoveL p10, v1000, fine, tool0;机器人自动匹配一组*接近当前各关节轴姿态的轴配置数据移动至目标点p10,到达p10点时,轴配置数据不一定为程序中指定的[1,0,1,0]在某些应用场合,如离线编程创建目标点或手动示教相邻两目标点间轴配置数据相差较大时,在机器人运动过程中容易出现报警“轴配置错误”而造成停机,此种情况下,若对轴配置要求较高,则一般通过添加中间过渡点,若对轴配置要求不高,则可通过指令ConfL\Off关闭轴监控,使机器人自动匹配可行的轴配置来到达指定目标点。
注:CofJ用法与ConfL相同,只不过前者为关节线性运动过程中的轴监控开关,影响的是MoveJ;而后者为线性运动过程中的轴监控开关,影响的是MoveL。
1.2 计时指令在机器人运动过程中,我们经常需要利用计时功能来计算当前机器人运行节拍,并通过写屏指令显示相关信息。
这里我们以一个完整的计时案例来学习一下关于计时并显示计时信息的综合运用:VAR clock clock1;!定义时钟数据clock1VAR num CycleTime;!定义数字型数据CycleTime,用于存储时间数值ClkReset clock1;!时钟复位ClkStart clock1;!开始计时机器人运动指令等ClkStop clock1;!停止计时CycleTime :=ClkRead(clock1);!读取时钟当前数值,并赋值给CycleTimeTPErase;!清屏TPWrite “The Last CycleTime is ”\Num:= CycleTime ;!写屏,在示教器屏幕上显示节拍信息,假设当前数值CycleTime为10,则示教器屏幕上*终显示信息为:“The Last CycleTime is 10”1.3 动作触发指令TriggL:在线性运动过程中,在指定位置准确的触发事件(如置位输出信号、激活中断等)。
ABB机器人是一种自动化工业机器人,可用于各种生产线上的码垛操作。
码垛是指将产品按照一定的规则叠放起来,以方便运输、存储或其他后续处理。
在生产环境中,码垛通常需要精确的排列和叠放,而ABB机器人可以通过编程实现自动化的码垛操作,提高生产效率和准确性。
在实际操作中,编写ABB机器人的码垛程序是至关重要的。
下面我们将结合ABB机器人的特点和编程方法,详细阐述ABB机器人码垛程序编程的方法与步骤。
1. 确定码垛需求和规则在进行ABB机器人码垛程序编程之前,首先需要确定具体的码垛需求和规则。
这包括需要码垛的产品规格、堆放的方式、堆放的高度、堆放的稳定性要求等。
只有明确了这些需求和规则,才能更好地进行编程设计。
2. 了解ABB机器人的编程语言ABB机器人使用的是ABB RobotStudio软件,可以通过该软件进行编程。
了解该软件的编程语言和功能,是进行码垛程序编程的基础。
该软件支持多种编程语言,包括ABB的RAPID编程语言和基于图形的FlexPendant编程方式,可以根据实际情况选择合适的编程方式进行操作。
3. 编写码垛程序在确定了需求和规则,并掌握了相应的编程语言和工具之后,就可以开始编写码垛程序。
首先需要创建一个新的项目,并在项目中创建一个新的程序。
然后根据产品规格和堆放规则,编写具体的码垛程序。
这包括机器人的移动路径规划、夹爪的动作控制、产品的堆放位置计算等。
4. 调试和优化程序编写完成后,需要进行程序的调试和优化。
这包括在仿真环境中模拟运行程序,检查程序的运行效果和是否符合需求和规则。
如果发现问题,需要对程序进行优化和修改,直至达到理想的效果。
5. 在实际环境中应用程序在程序调试和优化完成后,可以将程序应用到实际的生产环境中。
在操作时需要注意安全和稳定性,确保码垛操作的效率和准确性。
总结起来,ABB机器人的码垛程序编程需要根据需求和规则进行编程设计,掌握ABB RobotStudio软件的编程语言和功能,编写码垛程序,进行调试和优化,最后将程序应用到实际环境中。

如何通过ABB机器人创建码垛程序ABB机器人是一种先进的自动化解决方案,可以用于创建码垛程序来提高生产效率和减少人力成本。
以下是如何通过ABB机器人创建码垛程序的详细步骤:1.设计产品排列方案:在创建码垛程序之前,需要设计产品的排列方案。
这涉及到确定产品的属性、尺寸和重量,以及确定如何合理地排列产品以最大程度减少空隙,并确保产品之间的稳定性。
2.创建工作站布局:根据产品排列方案,创建机器人的工作站布局。
这包括确定机器人放置的位置、输送带的位置和运动轨迹等。
在布局过程中,要确保机器人可以高效地访问和处理产品,并且具有足够的空间来执行码垛任务。
3.编写机器人控制程序:使用ABB机器人编程语言(如RAPID)编写机器人控制程序。
这个程序将指导机器人在码垛过程中的动作和行为。
编写程序时,需要定义机器人的运动路径、姿势和速度,以及如何识别和处理产品。
编写程序前,可以先使用ABB机器人的模拟器进行测试和调试。
4.设置机器人传感器:配置机器人所需的传感器以实现精确的产品识别和定位。
这可以包括视觉传感器、激光传感器和力传感器等。
传感器将帮助机器人准确地捕捉和处理产品信息。
5.运行和优化码垛程序:将编写的程序上传到机器人控制系统中,并启动机器人以执行码垛任务。
在运行过程中,监视机器人的行为和性能,并根据需要进行优化和调整。
这可能涉及到调整程序参数、修改工作站布局或更改产品排列方案。
通过不断优化,可以提高码垛的效率和准确性。
6.故障排除和维护:在使用ABB机器人创建码垛程序后,持续监测机器人的运行状态,并定期进行维护和保养。
及时发现和解决故障可以确保机器人的稳定性和持续运行。
总结起来,通过ABB机器人创建码垛程序需要经历设计产品排列方案、创建工作站布局、编写机器人控制程序、设置机器人传感器、运行和优化码垛程序以及故障排除和维护等步骤。
这些步骤的顺序和重要性可能会因具体的码垛需求而有所不同。
因此,在实际操作中,应根据特定的应用场景和要求进行调整和优化。

码垛教学在ABB工业机器人的教学应用作者:戴黄峰来源:《职业·中旬》2017年第07期随着机器人在工业中的普遍应用,各地职业院校工业机器人专业的开设如火如荼,增长迅速。
但工业机器人品牌繁多,各家的控制系统不一致,对开设的专业也没有一个统一的标准,各院校只能根据自己的教学设备和计划实施教学。
笔者主要针对ABB工业机器人IRB120系列对码垛教学模块进行初探。
一、学生需要理解的相关知识1.码垛的概念码垛又称堆垛,就是把产品按照一定的摆放顺序和层次,整齐地堆叠好。
可以是1*1,1*2,2*2,2*3,3*3,4*4。
2.码垛机器人概念码垛机器人是机、电一体化高新技术产品。
中低位码垛机即可满足中低产量的生产需要,其可以按照要求的编组方式和层数,完成对料袋、胶块、箱体、玻璃等各种产品的码垛。
优化的设计使得垛形紧密、整齐。
码垛机器人通常有龙门式码垛机器人、悬臂式机器人及关节式机器人。
二、学生应具备的操作能力在本模块练习前,需要学生能够对机器人RAPID程序和系统参数进行备份操作,熟练机器人手动操纵三种运动模式;使用“增量”模式来控制机器人的运动,能够运用手动操纵模式的快捷操作;熟悉并运用I/O信号监控和操作,熟悉机器人程序数据的定义及类型;掌握工业机器人程序数据的建立方法,熟悉三个关键程序数据的设定操作步骤;掌握绝对运动、关节运动、线性运动、圆弧运动指令的添加以及各字母所代表的含义。
掌握固定位置搬运程序的编程方法。
掌握以上基本操作能力之后,才能进行码垛模块的练习,因此码垛教学应放在后半学期。
三、码垛的应用任何教学模块都是由浅入深,由易转难,若一上来就进行复杂程序,学生可能接受不了。
如将9块200×60×5的长方体工件搬运至200×200的平台上(图a),若给学生直接按照3×3的要求(图c)或2×2的井字形(图d)排列,学生一下子很难做出来。
那么可以通过循序渐进的方法,逐步提升难度,同时培养学生探索问题,解决问题的能力。
ABB工业机器人码垛编程位置计算方案的比较分析摘要:码垛是工业机器人现场最典型的应用之一,工业机器人码垛在提升生产效率的同时能够完成恶劣的生产环境下的工作任务。
因此,掌握合理的码垛编程方法具有重要意义。
本文以长方体工件码垛为例,基于ABB的IRB120机器人,深入分析比较了两种不同码垛编程的位置计算方案。
关键词:工业机器人;码垛;编程码垛编程是工业机器人编程与操作技术人员必须掌握的技能之一,但在实际应用过程中,可以通过多种不同的方案实现码垛任务,本文主要以长方体工件码垛为例,针对两种常见的码垛编程的位置计算方案进行了分析比较,帮助技术人员实习高效编程。
1.长方体工件码垛任务分析长方体码垛是工业现场最常见的码垛应用之一,为使垛型结构更规范、稳固,常常需要设置为奇偶层不同的排列方式,如图1所示。
码垛任务要求为,当传送线上长方体工件到位后,机器人从原点出发到工件位置进行吸取,并将吸取的工件放置到码垛盘上,码垛形状如图1,每层5个工件,共10个工件,奇偶层排列不同,码垛结束后,机器人回到原点。
图1长方体码垛排列要求2.基于TEST指令的码垛方案TEST条件指令为码垛中常用的指令之一,可以通过判断码垛工件的个数ncount,确定码垛工件的放置点,分析长方体工件的码垛任务要求后可知,可以确定pBase1和pBase2两个基准点,其他点位通过偏移计算得出,具体位置计算程序如图3所示,其中长方体工件长为L,宽为W。
图2选取两个放置基准点图3基于TEST指令的位置计算程序设计该方案的优点是TEST指令用法简单,程序结构清晰,易于学习和掌握。
但缺点是若需要进行多层码垛,则需要编写多行程序,占用空间较大。
3.基于数组应用的码垛方案所谓数组,就是有序的元素序列,这和我们码垛产品有行有列的特性是一致的。
由此,我们可以想到利用数组实行码垛工件位置的确定。
在此方案中,我们只需要确定一个基准点pBase1,再结合Reltool旋转指令,将工件位置存于数组中,即可完成码垛位置计算程序,如图4所示。