五矿营口中厚板生产流程介绍综述
- 格式:ppt
- 大小:1.77 MB
- 文档页数:56
概述中厚板生产的工艺过程
中厚板生产的工艺过程可以简要概述为以下几个步骤:
1. 原材料准备:从矿石或熔炉中获得熔融金属,经过净化和合金添加等处理得到所需的金属材料。
2. 连铸:将熔融金属注入到连铸机中,通过结晶器形成连续的坯料。
连铸机同时结晶多根板坯,板坯的宽度和厚度取决于连铸机的设计。
3. 粗轧:将板坯通过辊轧机进行初步轧制,使板坯的厚度和宽度逐渐变薄、变宽,同时改善板坯内部的结构。
粗轧通常使用大型辊轧机进行。
4. 精轧:将粗轧后的板坯通过辊轧机进行继续轧制,使板坯的厚度进一步减小,同时提高表面的质量和光洁度。
精轧通常使用多辊连轧机或轧机组。
5. 退火:将精轧后的板材进行定向退火,以恢复材料的内部晶格结构,提高板材的力学性能和机械性能。
退火温度和时间根据金属材料的不同而变化。
6. 切割:将退火后的板材根据需要进行切割,可以通过割切机、割切梁或激光切割机等设备进行。
7. 表面处理:根据需要,对切割后的板材进行除锈、打磨或涂层等处理,以改
善表面的质量和保护材料。
8. 检验和包装:对中厚板进行质量检验,包括尺寸、外观、力学性能等方面的检测。
合格的板材经过包装后,可以出厂销售和使用。
以上是中厚板生产的基本工艺过程,具体的工艺参数和设备也会根据不同材料和厂家的实际情况有所不同。
中板厂家的生产工艺流程中板是一种厚度比薄板稍厚的钢材,在钢材生产中广泛使用。
中板厂家的生产工艺流程一般包括以下几个主要步骤:原材料采购、钢材热轧、板坯整形、中板轧制、冷却、切割、质检和包装。
原材料采购中板厂家生产的原材料为热轧钢板卷或钢坯。
这些原材料一般都从钢铁企业或钢贸公司购买。
生产厂家需要根据自己的生产计划、用户需求以及市场价格等因素,决定原材料的采购量、规格和品种。
钢材热轧原材料一般经过切割、预处理等工序后进入热轧生产线。
热轧是指在高温下将钢坯或板坯通过轧机滚制而成的钢材。
在热轧生产线中,钢材经历了多道工序,包括加热、粗轧、精轧等,最终得到具有一定尺寸和性能的板坯。
板坯整形板坯整形是将钢板坯通过机械或热力手段拉伸、切割、修整等工序,使其符合中板的要求尺寸。
这些工序包括过冷弯、切割、矫平、拉伸等操作。
中板轧制板坯经过整形后,将会进一步进行轧制。
中板轧制是钢材加工的关键工序之一,常用的轧制方法有两种:单面轧制和双面轧制。
其中,单面轧制是指将一面板坯先进行轧制,再利用翘起的边界进行对称式的轧制,最后得到中板的生产工艺。
双面轧制则是将两面板坯同时进行轧制,直至得到所需厚度。
中板轧制时需要控制好轧制力度,避免过度或不足造成板坯变形、外观不佳等问题。
冷却中板轧制完成后,板坯会进一步在冷却设备中冷却。
冷却可以通过自然冷却或强制冷却等方式进行。
其中,较先进的生产工艺则会大量使用冷却水进行冷却,以保证中板表面质量。
切割冷却完成后,中板经过切割设备的切割,使其达到用户的尺寸要求。
切割设备种类繁多,如钢板切割机、等离子切割机等等。
质检与包装最后,中板厂家需要对中板的表面质量、尺寸精度、化学成分等进行严格的质量检验。
通过质检的中板会根据客户的要求进行包装和储存,以保证货物在运输和存储过程中不受损害。
总结中板厂家的生产工艺流程十分复杂,从原材料采购到质检与包装过程中需要大量精细的操作和严格的资质要求。
在不断的技术进步和市场需要下,中板厂家需要不断创新生产技术和完善管理流程,以在激烈的市场竞争中取得优势。
中厚板生产工艺流程
《中厚板生产工艺流程》
中厚板是一种常用的金属板材,用途广泛,主要用于制造船舶、桥梁、建筑等领域。
其生产工艺流程包括以下几个步骤:
一、原料准备:中厚板的主要原料是钢材,通常采用熔炼法生产。
通过将铁矿石和其他金属材料放入高温熔炉中进行融化,然后经过一系列的处理和纯化,得到合适的合金成分。
二、连铸:经过原料准备后,将熔化的金属倾入连铸机中,经过冷却和凝固,得到一根长条形的坯料。
三、粗轧:将连铸得到的坯料送入轧机进行粗轧,将其变成厚度合适的压坯,同时也给予了初始的宽度和长度。
四、精轧:经过粗轧后的厚板送入精轧机进行加工,精轧机以较高速度将厚板进行加工,使其变得更加平整和光滑。
五、热处理:将加工后的中厚板送入热处理炉中进行热处理,以提高材料的力学性能。
六、切割和定尺:经过热处理后的中厚板送入切割机中进行切割,根据需要制定合适的尺寸要求,将中厚板切割成符合要求的尺寸。
七、表面处理:经过切割后的中厚板进行表面处理,包括清洁、
除锈、喷漆等步骤,以确保产品表面光滑且具有防腐蚀性能。
以上便是中厚板的生产工艺流程,经过以上步骤的加工,中厚板最终成品可以用于制造各种工程结构件,为各行业提供了强大的支撑。
目录:一、中厚板概述二、热轧总厂中厚板分厂概况三、中厚板分厂轧钢生产工艺四、中厚板性能一、中厚板概述1、中厚板是国家现代化不可缺少的一项钢材品种,被广泛用于大直径输送管、压入容器、锅炉、桥梁、海洋平台、各类船舰、坦克装甲、车辆、建筑构件、机器结构等领域,其品种繁多,使用温度要求广泛(-20℃——600℃),使用环境要求复杂(耐候性、耐蚀性等),使用强度要求高(强韧性、焊接性能好等)。
一般厚度在4mm以上的为中厚板(4——20mm的为中板,20——60mm为厚板,60mm以上的为特厚板)。
2、中厚板一般有较高的综合机械性能。
力学性能要求有:强度、塑性、硬度、冲击韧性、刚度等。
工艺性能要求有:焊接性能、淬透性、加工性、耐候性、耐蚀性、耐磨性、耐疲劳性、高温特性、低温特性等。
二、热轧总厂中厚板分厂概述:1、热轧总厂中厚板分厂是我国中厚板行业的重要的基地,年产量向80万吨迈进。
主要产品有:造船用结构钢板、桥梁用钢板、锅炉用钢板、压力容器用钢板、优质碳素结构钢板、普通碳素结构钢板、低合金高强度结构钢板、工程机械用钢板、耐火耐候高层建筑用钢板、特殊用途钢板等。
先后为三峡工程、芜湖长江大桥、武汉军山长江大桥、武汉阳逻长江大桥、天兴洲公铁两用长江大桥、国家大剧院、北京电视塔、国家体育场、国家图书馆、北京奥运工程、国家石油战略储备工程、青藏铁路等国家重点工程提供了大量的优质钢板,许多产品都取代了进口的产品,成为“双高”产品中的佼佼者。
2、中厚板分厂主要的设备有:板坯修磨机、二座推钢式加热炉和一座步进式加热炉,立辊轧机、二辊轧机、四辊轧机各一座,控轧控冷系统,矫直、剪切、精整设备齐全,并有国内先进的热处理设备(三座常化炉)三、热轧总厂中厚板分厂生产工艺热轧总厂中厚板分厂生产工艺流程框图如下:1、原料选择原料是中厚板生产中的重要环节之一。
原料的选择是否合理,将影响轧机的生产率、成材率、钢板质量及成本。
原料表面缺陷一般可以采用表面清理的方法消除,然后再加热、轧制,否则会因原料缺陷在轧制过程中扩展造成废品。
中厚板厂安全操作规程内容1.1 安全通则1.1.1 所有人员必须自觉遵守《安全生产法》等法律、法规及其他要求;严格执行安全程序文件和安全作业文件。
1.1.2 入厂、转岗、变工种的职工必须经三级安全教育,考试合格后方可上岗。
实习、参观人员、返岗职工必须按规定进行安全教育合格后才能上岗或实习、参观。
1.1.3 新入厂职工经三级安全教育合格后,在实习前必须与实习老师签定导师带徒合同,在导师的监护和指导下进行实习和操作。
1.1.4 从事特种作业的人员应身体健康,不得有妨碍工作的各种禁忌症。
必须经专门的安全技术培训并考核合格,取得《中华人民共和国特种作业操作证》后,方可上岗作业。
在没有取得特种操作证之前不准单独进行操作。
1.1.5 全体员工必须严格遵守劳动纪律和操作纪律,严禁班前、班中饮酒,生产作业活动中不得脱岗、睡岗、串岗、打架斗殴、洗刷衣物、玩手机、干私活、看与本职工作无关的书籍或戴耳塞收听广播和mp3。
1.1.6 进入生产现场的所有人员,必须穿戴齐全符合国家劳动防护用品技术标准的防护用品,凡是防护用品穿戴不符合技术标准要求的不得进入生产现场。
1.1.7 防护用品的穿戴应符合安全规定。
安全帽要系带、衣服扣紧各部位钮扣、不准穿着化纤服装、女员工不准穿高跟鞋、长头发的女员工应将头发盘入安全帽内、坐通勤车员工不准穿拖鞋。
1.1.8 进入高温、噪声作业区域的人员(参观、检查、临时通过的人员执行相关方管理规定),必须佩戴防高温面罩和防噪声耳塞。
1.1.9 工作前应认真检查自己使用的工具、仪器、材料及所需物件,确认无缺陷、无损坏、无异常后方可使用。
1.1.10 生产工作场所、人行通道的上方都应设有足够的照明,作业中上下走梯、进行平台作业,环境不熟悉区域作业时脚要站稳、手要抓牢,不准进入视线不清的地段。
1.1.11 非本岗位人员不准随便触动各种操作手柄、按钮、操作键、电气开关及各种阀门。
1.1.12 设备在运转过程中(包括机械设备、电气设备、煤气设备、压力容器等),不得靠近、清扫、检查、修理、人工调整或测量。
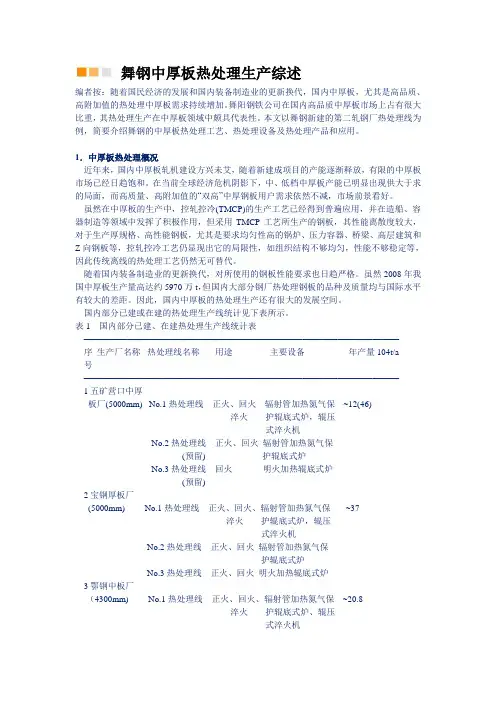
舞钢中厚板热处理生产综述编者按:随着国民经济的发展和国内装备制造业的更新换代,国内中厚板,尤其是高品质、高附加值的热处理中厚板需求持续增加。
舞阳钢铁公司在国内高品质中厚板市场上占有很大比重,其热处理生产在中厚板领域中颇具代表性。
本文以舞钢新建的第二轧钢厂热处理线为例,简要介绍舞钢的中厚板热处理工艺、热处理设备及热处理产品和应用。
1.中厚板热处理概况近年来,国内中厚板轧机建设方兴未艾,随着新建成项目的产能逐渐释放,有限的中厚板市场已经日趋饱和。
在当前全球经济危机阴影下,中、低档中厚板产能已明显出现供大于求的局面,而高质量、高附加值的“双高”中厚钢板用户需求依然不减,市场前景看好。
虽然在中厚板的生产中,控轧控冷(TMCP)的生产工艺已经得到普遍应用,并在造船、容器制造等领域中发挥了积极作用,但采用TMCP工艺所生产的钢板,其性能离散度较大,对于生产厚规格、高性能钢板,尤其是要求均匀性高的锅炉、压力容器、桥梁、高层建筑和Z向钢板等,控轧控冷工艺仍显现出它的局限性,如组织结构不够均匀,性能不够稳定等,因此传统离线的热处理工艺仍然无可替代。
随着国内装备制造业的更新换代,对所使用的钢板性能要求也日趋严格。
虽然2008年我国中厚板生产量高达约5970万t,但国内大部分钢厂热处理钢板的品种及质量均与国际水平有较大的差距。
因此,国内中厚板的热处理生产还有很大的发展空间。
国内部分已建或在建的热处理生产线统计见下表所示。
表1 国内部分已建、在建热处理生产线统计表————————————————————————————————————序生产厂名称热处理线名称用途主要设备年产量104t/a号————————————————————————————————————1 五矿营口中厚板厂(5000mm) No.1热处理线正火、回火辐射管加热氮气保 ~12(46)淬火护辊底式炉,辊压式淬火机No.2热处理线正火、回火辐射管加热氮气保(预留) 护辊底式炉No.3热处理线回火明火加热辊底式炉(预留)2 宝钢厚板厂(5000mm) No.1热处理线正火、回火、辐射管加热氮气保 ~37淬火护辊底式炉,辊压式淬火机No.2热处理线正火、回火辐射管加热氮气保护辊底式炉No.3热处理线正火、回火明火加热辊底式炉3 鄂钢中板厂(4300mm) No.1热处理线正火、回火、辐射管加热氮气保 ~20.8淬火护辊底式炉、辊压式淬火机No.2热处理线正火、回火明火加热辊底式炉4 鞍钢厚板厂(4300mm) No.1热处理线正火、回火明火加热辊底式炉 ~20No.2热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉、辊压式淬火机5 兴澄厚板厂(4300mm) No.1热处理线正火、回火氮气保护辐射管加 ~25(37)热辊底式炉No.2热处理线正火、回火、氮气保护辐射管加(预留) 淬火热辊底式炉、辊压式淬火机6 舞钢第一轧钢厂(4200mm) No.1热处理线正火、回火明火加热辊底式炉 ~66.5 No.2热处理线正火、回火明火加热辊底式炉、控冷ACCNo.3热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉、辊压式淬火机No.4热处理线回火明火加热辊底式炉车底式炉正火、回火8座外部机械化炉淬火、回火 8座7 宝钢中厚板厂分公司(4200mm) No.1热处理线正火、回火明火加热辊底式炉 ~28.8No.2热处理线正火、回火明火加热双步进梁炉8 舞钢第二轧钢厂(4100mm) No.1热处理线正火、回火明火加热辊底式炉、 ~40.0控冷ACCNo.2热处理线回火明火加热辊底式炉No.3热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉、辊压式淬火机9 包钢中板厂(4100mm) No.1热处理线正火、回火辐射管加热氮气保 ~50护辊底式炉No.2热处理线回火辐射管加热氮气保护辊底式炉No.3热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉,辊压式淬火机10 湘钢中板厂(3800mm) No.1热处理线正火、回火辐射管加热氮气保 ~55护辊底式炉No.2热处理线淬火、正火、辐射管加热氮气保回火护辊底式炉,辊压式淬火机No.3热处理线回火明火加热辊底式炉11 安钢中板厂(3500mm) No.1热处理线正火、回火辐射管加热氮气保 ~22(33)护辊底式炉,控冷ACCNo.2热处理线正火、回火、辐射管加热氮气保(预留) 淬火护辊底式炉,辊压式淬火机12 天钢中板厂(3500mm) No.1热处理线正火、回火辐射管加热氮气保 ~15(28)护辊底式炉No.2热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉,辊压式淬火机13 唐山中板厂(3500mm) No.1热处理线正火、淬火辐射管加热氮气保 ~30.5护辊底式炉,辊压式淬火机No.2热处理线回火、正火明火加热辊底式炉14 武汉轧板厂(2800mm) No.1热处理线正火、回火明火加热辊底式炉 ~30No.2热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉,辊压式淬火机No.3热处理线正火、回火、辐射管加热氮气保淬火护辊底式炉,辊压式淬火机15 营口中板厂(2800mm) No.1热处理线正火、回火明火加热双步进梁炉 ~14 ————————————————————————————————————注:()内数据表示预留设备建成后总产量2.舞阳钢铁公司中厚板热处理产品及应用根据市场需求,舞阳钢铁公司(以下简称舞钢)中厚板热处理产品主要分以下几大类:2.1造船板随着我国对能源、矿产资源的需求高速增长,造船业也得到快速发展,船板的需求量激增。
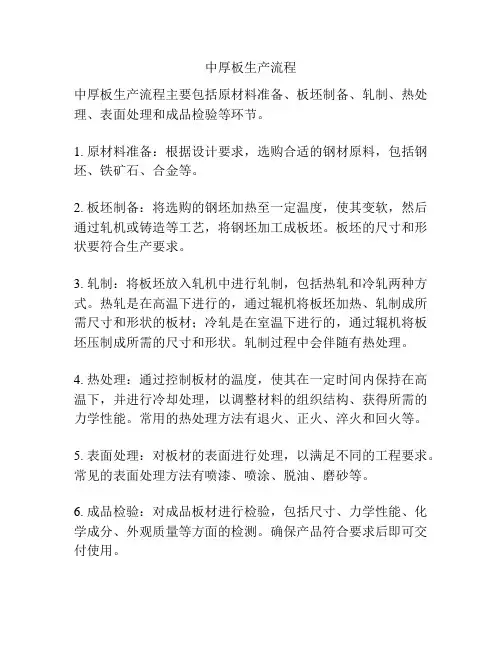
中厚板生产流程
中厚板生产流程主要包括原材料准备、板坯制备、轧制、热处理、表面处理和成品检验等环节。
1. 原材料准备:根据设计要求,选购合适的钢材原料,包括钢坯、铁矿石、合金等。
2. 板坯制备:将选购的钢坯加热至一定温度,使其变软,然后通过轧机或铸造等工艺,将钢坯加工成板坯。
板坯的尺寸和形状要符合生产要求。
3. 轧制:将板坯放入轧机中进行轧制,包括热轧和冷轧两种方式。
热轧是在高温下进行的,通过辊机将板坯加热、轧制成所需尺寸和形状的板材;冷轧是在室温下进行的,通过辊机将板坯压制成所需的尺寸和形状。
轧制过程中会伴随有热处理。
4. 热处理:通过控制板材的温度,使其在一定时间内保持在高温下,并进行冷却处理,以调整材料的组织结构、获得所需的力学性能。
常用的热处理方法有退火、正火、淬火和回火等。
5. 表面处理:对板材的表面进行处理,以满足不同的工程要求。
常见的表面处理方法有喷漆、喷涂、脱油、磨砂等。
6. 成品检验:对成品板材进行检验,包括尺寸、力学性能、化学成分、外观质量等方面的检测。
确保产品符合要求后即可交付使用。
以上是中厚板生产的基本流程,具体操作会根据钢材的品种和用途有所差别,同时考虑经济性、环保性等因素。
中厚板的生产工艺流程
中厚板的生产工艺流程是一个复杂而精密的过程,需要经过多个步骤才能完成。
下面将详细介绍中厚板的生产工艺流程。
原材料的准备是整个生产过程的第一步。
通常,中厚板的原材料是钢铁,需要选择高质量的钢材作为基础材料。
这些原材料经过严格的检测和筛选后,被送到下一个制程。
接下来是熔炼和铸造。
原材料被送入高温炉中进行熔化,形成熔液。
熔液被倒入预先设计好的铸模中,通过冷却和凝固,最终形成铸坯。
第三步是轧制。
铸坯被送入轧机,经过多次轧制、拉伸和压制,逐渐变薄并得到所需的厚度。
这一过程需要严格控制温度和压力,以确保中厚板的质量。
接下来是退火和平整。
轧制后的中厚板需要进行退火处理,以消除应力和提高材料的塑性。
然后,通过机械或化学方法对板材进行平整处理,以确保板材的表面平整度和尺寸精度。
然后是切割和修边。
中厚板根据客户的需求进行切割,可以使用机械切割、火焰切割或激光切割等不同的方法。
然后,对切割后的板材进行修边处理,以确保板材的边缘光滑、无毛刺。
最后是表面处理和检测。
中厚板经过酸洗、抛光等表面处理工艺,以去除表面的氧化物和杂质,提高表面质量。
然后,对板材进行严
格的质量检测,包括尺寸、化学成分、力学性能等方面的检测。
通过以上一系列的工艺流程,中厚板的生产最终完成。
这些中厚板可以应用于船舶制造、建筑结构、桥梁建设等领域,为各行各业提供坚固可靠的材料基础。
中厚板的生产工艺需要严谨的技术和精湛的工艺,以确保产品的质量和性能。
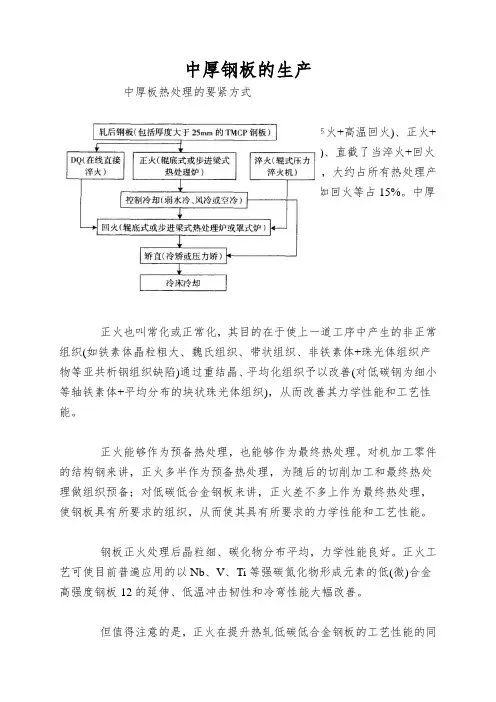
中厚钢板的生产中厚板热处理的要紧方式中厚钢板热处理的要紧方式有正火、调质(淬火+高温回火)、正火+控冷、正火+回火、回火、退火、直截了当淬火(DQ)、直截了当淬火+回火等。
其中,处理量最大的是正火板,包括正火+回火,大约占所有热处理产品的70%左右;其次是调质板,占15%左右;其它如回火等占15%。
中厚板热处理工艺流程见图1。
图1 中厚板热处理工艺流程1 正火工艺的特点及注意事项正火也叫常化或正常化,其目的在于使上一道工序中产生的非正常组织(如铁素体晶粒粗大、魏氏组织、带状组织、非铁素体+珠光体组织产物等亚共析钢组织缺陷)通过重结晶、平均化组织予以改善(对低碳钢为细小等轴铁素体+平均分布的块状珠光体组织),从而改善其力学性能和工艺性能。
正火能够作为预备热处理,也能够作为最终热处理。
对机加工零件的结构钢来讲,正火多半作为预备热处理,为随后的切削加工和最终热处理做组织预备;对低碳低合金钢板来讲,正火差不多上作为最终热处理,使钢板具有所要求的组织,从而使其具有所要求的力学性能和工艺性能。
钢板正火处理后晶粒细、碳化物分布平均,力学性能良好。
正火工艺可使目前普遍应用的以Nb、V、Ti等强碳氮化物形成元素的低(微)合金高强度钢板12的延伸、低温冲击韧性和冷弯性能大幅改善。
但值得注意的是,正火在提升热轧低碳低合金钢板的工艺性能的同时,往往降低钢的强度,屈服强度和抗拉强度一样降低20~50MPa,关于控轧控冷钢板严峻的可降低80~120MPa。
因此,为保证钢板的交货性能,在正火钢板成分设计时,应不同于一样控轧控冷钢板,可适当增加C、Mn 等固溶强化元素以提升强度(注意碳当量指标不要过高),尽管热轧后钢板的延伸率或冲击功有所降低,但这两项指标在正火处理后会有大幅提升。
2 正火+控冷(+回火)新工艺常化炉除处理“双高”产品外,另一大作用是挽救专门多热轧后延伸或冲击不合产品,减少改判率。
但随之而来的一个咨询题是一些延伸、冲击不合需挽救的产品本身强度富裕量小,容易导致处理后强度反而不合。
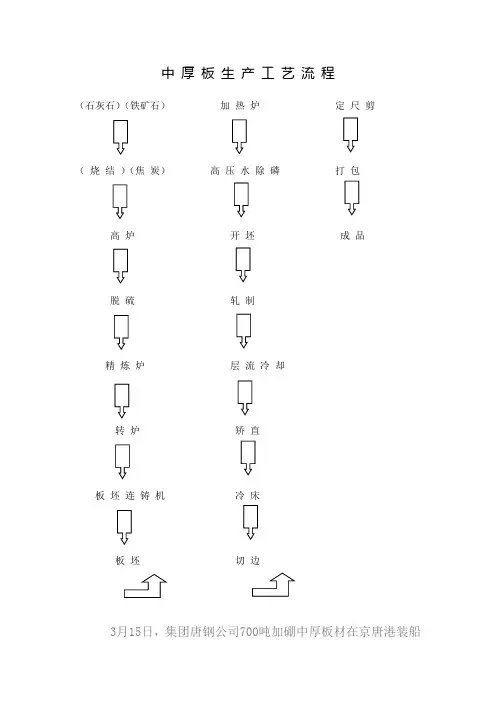
中厚板生产工艺流程
(石灰石)(铁矿石)加热炉定尺剪
(烧结)(焦炭)高压水除磷打包
高炉开坯成品
脱硫轧制
精炼炉层流冷却
转炉矫直
板坯连铸机冷床
板坯切边
3月15日,集团唐钢公司700吨加硼中厚板材在京唐港装船
出港,销往韩国。
今年以来,唐钢已有1.75万吨加硼中厚板材登陆韩国市场,价格高于同期内贸300-500元,累计出口创汇458万美元,在增创效益的同时,有力提升了唐钢高端产品在国际市场的知名度。
唐钢加硼中厚板板材主要以SS400和Q235B品种为主,具备较高的创效能力。
加硼板材在生产过程中容易出现边裂问题,直接影响产品的合格率,是保证质量的难点所在。
唐钢中厚板公司积极开展质量攻关,实施全过程的质量控制。
以提升铸坯质量为重点,在强化连铸机的点检、维护的基础上,有针对性地调整连铸机冷却制度,并针对含硼钢生产定制专用保护渣,以满足工艺要求。
在保证质量的前提下,以效益最大化为原则,对成分进行优化设计,成本降低了10元/吨。
对加硼板材的轧制工艺成功调整,有效缩短了生产周期,提高了合同兑现率。
同时,加强售后服务工作,建立了客户信息反馈"快速响应"制度,为生产及质量提升提供指导,充分满足客户需求,使国内外客户对唐钢加硼中厚板材的信任度日益提高。
中厚板轧制工艺嘿,朋友!咱今天来聊聊中厚板轧制工艺,这可是个相当有趣又重要的事儿!你知道吗,中厚板就像是建筑的骨骼,支撑着各种大型结构。
那中厚板是怎么被轧制出来的呢?这就好比是一场精心编排的舞蹈,每个步骤都得精准到位。
首先,得准备好原材料,就像大厨做菜前要挑好新鲜的食材一样。
这原材料的质量可直接影响着最终中厚板的品质。
要是原材料不行,那后面再怎么努力也白搭,你说是不是?然后就是加热环节啦,把原材料放进加热炉里,让它们变得热乎乎、红彤彤的。
这加热的温度和时间可得把握好,不然要么没熟透,要么就给烧糊啦,那不就糟糕了?接下来就是轧制的重头戏!就好像是给面团擀皮儿,通过轧机的反复碾压,让板材逐渐达到我们想要的厚度和形状。
这轧机就像是个大力士,不断地施加力量,把板材塑造得服服帖帖。
在轧制过程中,还要时刻关注板材的表面质量,有没有瑕疵啊,有没有裂缝啊。
这就好比我们脸上长了痘痘,得赶紧处理掉,不然多影响美观呀!而且,轧制的速度和力度也得拿捏得恰到好处。
太快了,板材可能受不了;太慢了,效率又太低。
这就跟跑步似的,速度得适中,才能跑得又快又稳。
还有啊,轧制后的冷却也不能马虎。
得让板材慢慢地冷静下来,这样才能保证它的性能稳定。
要是冷却不好,板材可能会变得脾气暴躁,容易出问题哟!最后,经过一系列的检验和处理,合格的中厚板才能出厂,走向它们的工作岗位。
总之,中厚板轧制工艺可不是一件简单的事儿,每个环节都得精心呵护,就像照顾自己的宝贝一样。
只有这样,才能生产出高质量的中厚板,为我们的生活和工业建设添砖加瓦!你说,这工艺是不是很神奇很重要?。
中厚板冶炼工艺流程英文回答:The smelting process of medium and thick plates involves several steps. First, the raw materials, such as iron ore, coke, and limestone, are collected and prepared. Iron ore is crushed and refined to remove impurities, and coke is produced from coal through a heating process. Limestone is also crushed and processed to be used as a fluxing agent.Next, the prepared raw materials are mixed in specific proportions and charged into a blast furnace. The blast furnace is a tall cylindrical structure where the materials are subjected to high temperatures and chemical reactions. Inside the furnace, hot air is blown in from the bottom, while the raw materials are fed from the top. The intense heat causes the coke to react with the oxygen in the air, producing carbon monoxide. This carbon monoxide then reacts with the iron ore, reducing it to molten iron.The molten iron, along with impurities known as slag, collects at the bottom of the blast furnace. The slag is periodically tapped off, while the molten iron is tappedout and transferred to a steelmaking furnace. In the steelmaking furnace, the molten iron undergoes further refining to remove impurities and adjust its composition. This refining process can involve techniques such as oxygen blowing or adding other alloying elements.After the refining process, the molten iron is castinto molds to form semi-finished products known as ingots. These ingots are then further processed through a series of rolling mills to reduce their thickness and shape them into medium and thick plates. The rolling process involves passing the ingots through multiple sets of rollers, gradually reducing their thickness and increasing their length and width.Once the desired thickness is achieved, the plates undergo various finishing processes, such as heat treatment, surface treatment, and cutting to size. These processesensure that the plates meet the required mechanical properties, surface quality, and dimensional accuracy.中文回答:中厚板的冶炼工艺流程包括几个步骤。
1.中厚钢板概述中厚钢板:厚度大于4mm的钢板属于中厚钢板。
其中,厚度4.5-25.0mm的钢板称为中厚板,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。
中厚板主要用于建筑、机械、造船、石油、电力等行业,中厚板分为普通中厚板和优质中厚板,应用更为广泛的是普通中厚板,它主要用于制造各种容器、炉壳、炉板、桥梁及汽车、拖拉机某些零件及焊接构件。
普通中厚板用途:广泛用来制造各种容器、炉壳、炉板、桥梁及汽车静钢钢板、低合金钢钢板、桥梁用钢板、造船钢板、锅炉钢板、压力容器钢板、花纹钢板、汽车大梁钢板、拖拉机某些零件及焊接构件。
桥梁用钢板用于大型铁路桥梁。
要求承受动载荷、冲击、震动、耐蚀等。
造船钢板:用于制造海洋及内河船舶船体。
要求强度高、塑性、韧性、冷弯性能、焊接性能、耐蚀性能都好。
锅炉钢板:用于制造各种锅炉及重要附件,由于锅炉钢板处于中温(350°C以下)高压状态下工作,除承受较高压力外,还受到冲击,疲劳载荷及水和气腐蚀,要求保证一定强度,还要有良好的焊接及冷弯性能。
压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器或其它类似设备,一般工作压力在常压到320kg/cm2甚至到630kg/cm2,温度在-20-450°C范围内工作,要求容器钢板除具有一定强度和良好塑性和韧性外,还必须有较好冷弯和焊接性能。
汽车大梁钢,用于制造汽车大梁(纵梁、横梁)用厚度为2.5-12.0mm的低合金热轧钢板。
汽车板属于高附加值产品,特别是载货汽车中,横梁、竖梁、车桥、以及车轮等结构件广泛使用中厚板。
由于汽车大梁形状复杂,除要求较高强度和冷弯性能外,要求冲压性能好。
花纹板由于表面存在花纹,增加防滑能力,用于制造厂房、船舶、扶梯、工作平台、工作踏板等。
另外,优质中厚板主要用于机械、车辆等零件、构件、工具等。
不锈板用于航空、石油化工、纺织、食品、医疗等。
2.中厚板生产企业及生产情况概述2007年1-9月,我国中厚板产量达到3835.27万吨,其中中板累计生产2234.61万吨,同比增长36.35%;特厚板累计生产322.47万吨,同比增长45.9%;宽厚板1278.19万吨,同比增长41.2%。
中厚板冶炼工艺流程
中厚板冶炼工艺流程大致如下:从原料矿石开始,经过破碎、球磨等工序制成生铁水或钢水;钢水在转炉或电炉中进行脱碳、脱硫、脱磷等冶炼操作,调整成分至所需规格;钢水流入LF精炼炉进行二次精炼,去除夹杂物、微调成分,保证钢质纯净度;钢水通过连铸机连续浇铸成板坯;板坯经过加热炉加热至适于轧制的温度,送入热连轧生产线,经多道次轧制达到预定厚度和宽度,成为中厚钢板;钢板进行冷却、矫直、剪切等后续处理,检验合格后入库。