十字柱制作工艺卡
- 格式:docx
- 大小:350.14 KB
- 文档页数:10
劲性十字柱加工标准工艺批准:审核:编制:版次:A 日期:劲性十字柱加工工艺劲性十字柱加工工艺结构特殊,加工制作难度较高,为保证产品质量,特制定本加工工艺,十字柱加工流程图如下:1、下料:按照图纸尺寸及加工工艺要求增加的加工余量,采用多头切割机进行下料,以防止零件产生马刀弯。
对于部分小块零件板则采用半自动切割机或手工切割下料。
2、开坡口:根据腹板厚度的不同,采用不同的坡口形式。
具体分为:腹板厚度t≤14mm时,则开单坡口,坡口角度45度,钝边0~2mm,装配时间隙3~4mm。
腹板厚度t≥16时,则开双坡口,坡口角度45度,钝边0~2mm,装配时间隙4~5mm。
具体坡口形式见加工工艺卡的要求。
坡口采用半自动切割机进行开制。
切割后,所有的流挂、飞溅、棱边等杂物均要清除干净,方可进行下道工序。
3、H形钢和T形钢部件的制作:3.1 H形钢的制作:3.1.1 组装:坡口开制完成后,对零件检查合格后,在专用胎具形钢产生扭曲变形。
在焊接过程中要随时观察H形钢的变形情况,及时对焊接次序和参数进行调整。
3.1.3 校正:H形钢焊接完成后,采用翼缘校正机对H形钢进行校直及翼缘校平,保证翼缘和腹板的垂直度。
对于扭曲变形,则采用火焰加热和机械加压同时进行的方式进行校正。
火焰矫正时,其温度不得超过650℃。
3.2 T形钢的制作:3.2.1 对于腹板t≤14mm或劲性十字柱截面大于700mm时,在下料时将2块T形钢的腹板下成一个整体,然后按照3.1条的操作步骤和要求组焊H形钢。
待H形钢组焊、校正完成后,采用半自动切割机从H型钢中间割开,形成2个T形钢。
切割时,缩量,对H型钢和T形钢两端铣端;对于劲性十字柱截面大于600mm时,则对H型钢和T形钢一端铣端,以作为十字柱钻孔及组装定位的基准。
4、劲性十字柱的组装4.1 工艺隔板的制作:在十字柱组装前,要先制作好工艺隔板,以方便十字柱的装配和定位。
工艺隔板与构件的接触面要求铣端,边与边之间必须保证成90°直角,以保证十字柱截面的垂4.2首先检查需装配用的H型钢和T形钢是否校正合格,其外形尺寸将十字柱底面垫平。
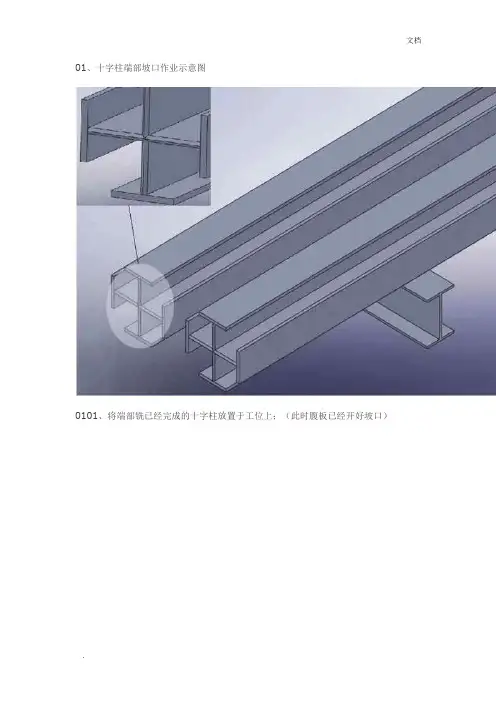
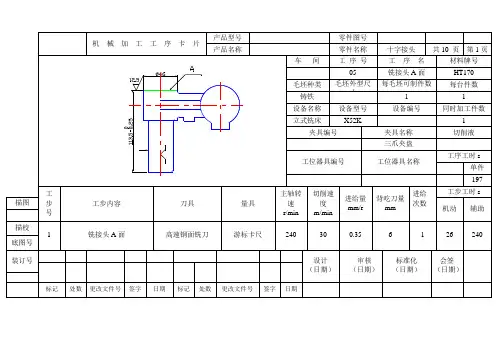
01、十字柱端部坡口作业示意图0101、将端部铣已经完成的十字柱放置于工位上;(此时腹板已经开好坡口)0102、以铣平面为基准,按图画线,定出构件的长度,再根据设计及工艺要求的坡口角度,划出坡口线;0103、调整切割机轨道并根据坡口调整好割咀;0104、调整好切割参数进行坡口切割,切割时注意控制好坡口钝边和角度(钝边小于2mm,坡口角度一般为35°)切割完一面后翻转构件切割其他面;0105、清除割渣,并对坡口面进行打磨。
确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度小于0.05 t(t为板厚),且不大于2.0mm;02、十字柱端面铣削工序作业示意图0201、在矫正好的十字柱上划出翼缘中心线、铣削基准线并敲上样冲点;0202、将十字柱吊至铣削滚轮架上,调整构件的长度方向上的四个面都垂直于铣刀面,利用辊轮架上前后两个靠山顶紧;0203、然后利用顶杆顶紧固定构件,防止构件窜动摇晃;0204、调整刀头进行铣削,铣削掉半个样冲点为止;铣削时可先粗铣,再精铣,精铣时进刀量要调小;铣削结束后将构件吊离工作平台;要求铣削过程中不能停刀,逐层铣削且进刀量逐层减小;03、十字柱腹板坡口作业示意图0301、清除操作平台上的杂物,将下料合格的钢板吊至平台,并划出坡口基准线;0302、常用的坡口尺寸见图,对于设计或工艺有特殊要求的按特殊工艺执行;0303、摆放并调整切割轨道,以保证小车的行走轨道与板料平行和距离适当;0304、对切割机进行调试后切割;0305、钢板宽度<1000mm时,按图示的方法进行切割;0306、钢板宽度≥1000mm时,按图示的方法进行切割;0307、铲除割渣;0308、对坡口以及坡口两侧20mm范围内的钢板进行打磨,确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度0.05t,且不大于2.0mm,不得有油污、铁锈及其它污物;对超标缺陷进行焊补打磨;0309、切割完毕后规范堆放。
钢构造折线型偏心十字柱旳制作工艺及监造要点内容摘要:折线型偏心十字柱构造复杂~截面尺寸大~组装难度高~焊接变形矫正只能依托火焰。
通过对此类构件加工旳监控经验旳简介予以后来人以借鉴。
主题词:组装、焊接、矫正、改善在近几年旳国内建筑工程中~钢构造旳应用异常活跃~发展迅猛。
在钢构造旳构造设计方面~既要从技术角度考虑最优旳受力~同步又要从经济角度兼顾材料旳节省~资源旳节省。
故此~钢构造旳构造形式旳设计也在不停推陈出新~日趋复杂化~随之而来旳就是制作难度也在逐渐加大。
在北京银泰中心工程中就应用了一族构造复杂、断面形状新异旳钢构造构件~即偏心十字柱,包括直线型和折线型两种,~由于其构造形式与一般旳十字柱存在较多不一样~给制作带来了较多困难。
现从中选择构造更复杂旳折线型偏心十字柱来简介这一族钢构件旳制作工艺~以及在制作过程中监理应怎样做好构件制作旳技术支持工作。
做为钢构件制作旳监理~要想做好监理工作不仅要看懂构件旳设计图样~熟悉有关原则规范~还要清晰构件旳制作工艺~这样才能分清制作旳关键工序、重要工序~做到有针对性旳过程控制。
那么下面就先理解一下折线型偏心十字柱旳构造形式特点和制作工艺。
一、折线型偏心十字钢柱旳构造型式和特点1、折线型偏心十字钢柱旳构造型式,见图-1,栓钉 1000梁筋孔Φ50-40 -36 110011000F-F箍筋孔Φ20图—12、折线型偏心十字型钢柱旳构造和焊接特点折线型偏心十字型钢柱与一般旳十字型钢柱相比有如下特点截面尺寸大~为1100×1000mm。
钢板厚度大~钢板材质为Q-345GJC~板厚为δ=36、40mm。
且40mm板断面收缩率不得不不小于Z15级规定旳容许值。
翼板与腹板旳连接位置偏离翼板中心,腹板与腹板旳十字连接亦偏心。
翼板旳宽度不相似。
腹板穿筋孔密布~既有箍金穿筋孔~又有框架梁穿筋孔。
十字型截面且为折线型。
钢柱上下端头各100mm范围内及钢柱加劲板上下各600mm范围内旳纵向焊缝为全熔透一级焊缝~其他纵向焊缝为部分熔透二级焊缝。

钢结构十字型钢构件制作施工工艺标准ZEJGG/QB-GY0802-20061 总则1.1 在高层民用建筑钢结构和大型工业建筑钢结构工程中,越来越多地采用十字型钢构件。
此类钢构件在工程主体结构中作为重要受力构件,制造质量要求较高。
另外,由于其为十字型焊接结构,结构形状较复杂,制作工序多,在焊接过程中控制焊缝质量和焊接变形较困难,应在制作过程中严格控制工序质量,以保证十字型钢构件的总体制作质量。
为规范十字形钢构件的制作工艺,便于制作工序的质量控制和构件质量检查,制定本工艺标准。
1.2本工艺标准适用于十字型钢构件的制作。
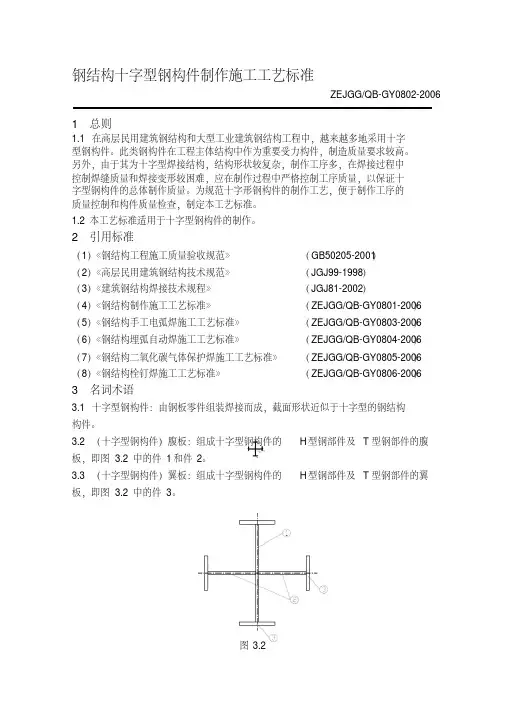
2 引用标准(1)《钢结构工程施工质量验收规范》(GB50205-2001)(2)《高层民用建筑钢结构技术规范》(JGJ99-1998)(3)《建筑钢结构焊接技术规程》(JGJ81-2002)(4)《钢结构制作施工工艺标准》(ZEJGG/QB-GY0801-2006)(5)《钢结构手工电弧焊施工工艺标准》(ZEJGG/QB-GY0803-2006)(6)《钢结构埋弧自动焊施工工艺标准》(ZEJGG/QB-GY0804-2006)(7)《钢结构二氧化碳气体保护焊施工工艺标准》(ZEJGG/QB-GY0805-2006)(8)《钢结构栓钉焊施工工艺标准》(ZEJGG/QB-GY0806-2006)3 名词术语3.1 十字型钢构件:由钢板零件组装焊接而成,截面形状近似于十字型的钢结构构件。
3.2 (十字型钢构件)腹板:组成十字型钢构件的H型钢部件及T型钢部件的腹板,即图3.2中的件1和件2。
3.3 (十字型钢构件)翼板:组成十字型钢构件的H型钢部件及T型钢部件的翼板,即图3.2中的件3。
图3.24 基本规定4.1 十字型钢构件制作必须按构件深化设计图的要求进行制作加工。
4.2 十字型钢构件的钢板零件材料品种、规格和性能等应符合现行国家钢材标准规定的质量要求和设计要求,其腹板和翼板须经抽样复验,其复验结果符合上述要求后方可使用。
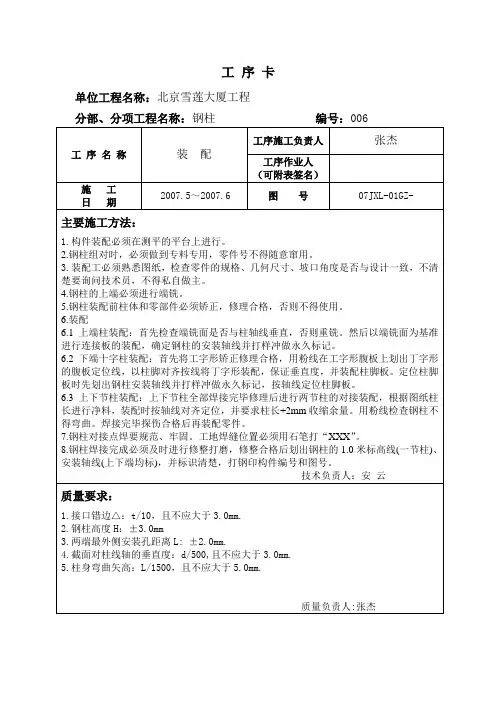
钢结构十字柱制作施工工艺钢结构十字柱的制作施工工艺是一个非常重要的过程。
本规程详细说明了焊接十字柱的制作流程和加工方法,适用于我公司十字柱型钢的制作,并将作为产品质量自检和检验的依据。
编制依据包括《钢结构施工及质量验收规范》GB-2001、《建筑钢结构焊接规程》(81-91)和《钢结构焊缝外形尺寸》(GB5777-96)等。
在材料方面,钢板材料主要为Q345、Q235等钢结构用材,其质量标准应符合相关要求。
焊接材料应根据图纸和工艺要求进行选用,也可以按照表格中的要求进行选择。
在使用前,焊接材料需要进行烘干和存放,具体温度和时间也在表格中给出。
制作工艺要领包括下料和焊接坡口等方面。
在下料过程中,应选择合适的割嘴和加工余量,并使用直条切割机进行两边同时切割下料。
在开坡口时,应使用两台双头半自动切割机以控制焊接变形。
在切割后,应检查尺寸并记录,如超差应立即汇报并使用火焰矫正达到规定尺寸。
对切割和坡口面的超差缺陷应进行补焊和打磨处理。
焊接坡口的加工要求按照规定进行,包括大组立焊接、十字组立、十字焊接、十字校正和H、T型检查等。
在制作过程中,应注意钢板拼接和主材切割等细节,确保最终成品符合要求。
The n and processing should follow the requirements of XXX。
If there are no specific requirements。
the processing should follow the diagram provided.After the cutting process is complete。
XXX of the cross column。
Welding surfaces should be carefully inspected。
andany rust。
burrs。
or oxide scale within 30-50mm of the edge of the weld should be XXX.After the cutting process is complete and has passed n。

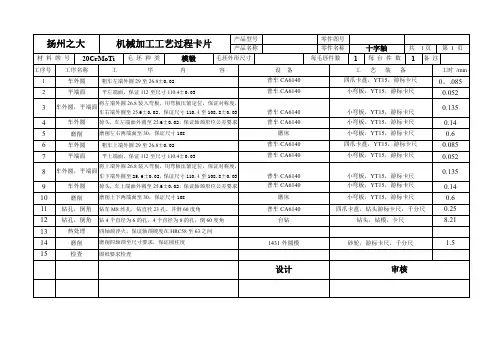
附录一机械加工工艺过程卡片机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗车轴108端面1YT5硬质合金可转位车刀游标卡尺2.0 1.47 0.39 0.3 1 4s2 粗车轴108端面2 2.0 1.47 0.39 0.3 1 4s3 粗车轴108端面 3 2.0 1.47 0.39 0.3 1 4s4 粗车轴108端面 4 2.0 1.47 0.39 0.3 1 4s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗车外圆轴1YT5硬质合金可转位车刀游标卡尺2.0 1.47 0.35 0.75 1 10s2 粗车外圆轴2 2.0 1.47 0.35 0.75 1 10s3 粗车外圆轴3 2.0 1.47 0.35 0.75 1 10s4 粗车外圆轴4 2.0 1.47 0.35 0.75 1 10s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗镗孔φ23mm 镗刀 6.17 1.31 0.152 1 14s1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 钻孔Ф6高速钢复合钻头18 0.06 0.12 6 1 4.2×602 钻孔Ф618 0.06 0.12 6 1 4.2×603 钻孔Ф818 0.065 0.1 8 1 1.45×604 钻孔Ф818 0.065 0.1 8 1 1.45×605 钻孔Ф818 0.065 0.1 8 1 1.45×606 钻孔Ф818 0.065 0.1 8 1 1.45×60设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 半精车外圆YT5硬质合金可转位车刀游标卡尺6.33 2.08 0.22 0.6 1 50s2 半精车外圆 6.33 2.08 0.22 0.6 1 50s3 半精车外圆 6.33 2.08 0.22 0.6 1 50s4 半精车外圆 6.33 2.08 0.22 0.6 1 50s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数螺纹车床通用 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 钻螺纹孔M8-H7*4 高速钢机动丝锥18 0.12 6.7 1 51s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 精磨外圆平行砂轮游标卡尺20 1.57 0.18 0.15 1 70s2 精磨外圆20 1.57 0.18 0.15 1 70s3 精磨外圆20 1.57 0.18 0.15 1 70s4 精磨外圆20 1.57 0.18 0.15 1 70s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧轴圆台平面M7331 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 精磨108端面1筒型砂轮20 1.57 0.1 0.15 1 62s2 精磨108端面2 20 1.57 0.1 0.15 1 62s3 精磨108端面3 20 1.57 0.1 0.15 1 62s4 精磨108端面4 20 1.57 0.1 0.15 1 62s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
江苏星宝钢结构有限公司
字柱制作工艺卡批准审核编制
技术要求
1. 钢板采用多害挟火焰切割机进行下料,下料时要充分考虑火焰切害除量,自动切割缝宽度一般为2〜3mm (板越厚害朧越大)。
2. 切割单块板条时根据用料实际情况采用双头割头进行下料。
3. 在没有特殊要求情况下,板条允许拼接。
拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm
宽度不小于300mm (—般不拼接);厚度方向错边w 1mm,宽度方向错边翼板W2mm 腹板wimm 。
4. 要求熔透的焊缝,其腹板厚度t 》12mm-般需开坡口其坡口形状根据具体情况而定。
坡口要求光滑平整,平面度w 1.5mm 害做
深度w0.5mm 局咅B 缺口深度w 1.0mm 边缘缺棱w2.0mm 缺陷超过规定时用与母材相匹配的焊条修补,然后打磨平整。
5板条接料采用双面埋弧焊进行,接缝间隙局部不均可采用CO2气保焊进行打底。
下料
十字柱下料尺寸允许偏
差
单位:mm
项目
允许偏差
H (腹板宽度) +2
B 翼板宽度) ±2
L (长度)
统 放30mm 的余量(或按相关技术标准要求执行)
图示
L
7.其它要求参照相关工艺技术标准。
水1®罟討再吕谒姑罟山山£〜乙思闻W 曲'潮阐曇芬宙吿W<$W>W^WW
吿秦抽工w 尹。
別昭劉韧£芬 W 、沫丑犁割土吉创尹迪53目附斗吉佶傅區。
眈轴葩援氓机逅直麟淌碑
〒y ㈣出0£泯険吉倆C 站师團瑞淌囚尹minoO9^Ol7
边出08〜OS 华弟i 俏習単®阻!惟宙吿削碑 >
°Tra^^oo2 j^iesBWWBWW»«M± 2 £。
蓊in 筠号齢丑止耳習聲W 韦迴询讣r 蓊1O 薊込11宙剌書自•乙
♦MH 耶以羽琢奚削吕制希逆KWWW¥:^MSW<> 国圭缈卫哪腆桃 1
來壷*洛
奚削枫420讯WB
WiOJSH 、二
0£>目00 乙/q
(MBS) V 乙+
O^BW) e
£+〜乙+ (MWfflW) u 奚削以¥
aw
料W
技术要求
1、 焊前应认真清理焊缝两侧50mm 范围内的区域,不得有水、锈、氧化皮、油污、油漆或其它杂物。
板厚大于36mm 的Q345母材及板厚大 于50mm 的Q235母材焊接时,焊前要预热:预热的加热区域应在焊接坡口两侧,宽度应各为焊件施焊处厚度的1.5倍以上且不小于100mm 预热温度为150C 左右;预热温度应在焊件的反面测量,测温点应离电弧经过前的焊接点各方向不小于75mm 处;当用火焰力D 热器预热时正 面测温应在力n 热停止后进行。
2、 主焊缝焊接前设引弧板和弓出板,其材质与母材相同,宽度大于80mm 长度宜板厚的2倍且不小于100厚度应不小于10mm
3、 腹板不开坡口的H 型钢采用埋弧焊焊接,女口果组装时腹板与翼板的间隙过大,可用CO2气保焊进行打底,以免烧穿。
角焊缝焊脚尺寸为 0.7咗右(t 为腹板厚度),严禁焊脚尺寸超标。
4、 根据我厂的实际情况,熔透焊采用CO2气保焊打底、填充,埋弧焊盖面。
CO2气保焊填充至离腹板表面1〜2mm 左右,严禁超出腹板表 面,反面碳棒气刨清根并打磨见金属光泽,然后采用CO2气体保护焊填充至腹板表面1〜2mm 左右,严禁超出腹板表面。
焊脚尺寸为t/4(t 为腹板厚度),允许偏差0〜4mm,严禁焊脚尺寸超标。
5、 要求承载疲劳动荷载的熔透焊缝(如吊车梁上翼板与腹板的焊缝),焊脚尺寸为t/2(t 为腹板厚度),允许偏差0〜4mm,但最大不得超过10mn 。
严禁焊脚尺寸超标。
6、 打底、填充焊采用四名焊工双面从中间向两端对称焊,可有效控制弯曲、扭曲变形,女口上图一或图二两种形式所示。
如果操作人员空间有 限可采用一名焊工按图三丿顺序焊接。
7、 若打底后检查发现H 型钢两侧开口角度不等,埋弧焊施焊时先焊开口较大侧,后焊开口较小侧,可减小角变形。
八
I- J
Z
£ £
■
1 ;
j
■ ■■
7 Iz
= i
图三
图一
图二
V
、
H 型钢矫正后尺寸允许偏差
技术要求:
1、H 型钢在矫正前,先检查四个角的角度是否都有变形及变形的大小并作好标记。
调整控制腹板的四个压紧轮间距,以 大于腹板厚度2〜3mm 为宜,但必须在矫正机的中心位置,抬高左右两边的压轮, H 型钢进入矫正机,调整压轮与 H 型钢
的间距,第一次以吃力为宜,记下压紧数据,出来后检查翼板的平面度及与腹板的垂直度,根据变形情况需多次调整左右 两边的下降数据直至合格。
如果两边的变形角度较大,根据实际情况往往可能只压一边的压轮即可。
整根H 型钢由于各种因素(焊接、组立等) 它的翼板及角度变形是无规律的,必须通过多次调整单边压轮达到矫正要求。
矫正机不便矫正的情况下,可用火焰进行矫正,可适当辅助外力进行,每矫正一次,用角尺测量一次。
加热最高温 度不得超过900Co
项目
允许偏差
h (截面咼度)
HV500
± 2 500W h< 1000 ± 3.0 h> 1000
± 4.0 b (截面宽度) ± 3.0
e (腹板中心偏移)
2.0
△(翼缘板垂直度)
b/100,且 <3.0 扭曲
h/250,且 <5.0
f (腹板平面度)-
Tv14 3.0 T>14
2.0
弯曲矢高(受压构件除外)
1/1000,且 <10.0
2、
3、
图标
五、H型钢分害「T型钢
技术要求:
分割十字柱H型钢:将需分割的十字柱H型钢组立前在腹板中间划中心线,用半自动气割机将H型钢腹板从中间切割分开,两端头及中间部位每隔2000mm左右各留100〜150mm不切断,然后组立、焊接矫正后再切割开,然后用半自动气割机开坡口。
1、将一支H型钢水平放置平台或水平轨道上,在腹板上划出组装线,点上定位块,将一支T型钢吊至H型钢上,使T型钢腹板中分线对中H型钢腹板中分线,沿长度方向分三个点点焊定位(点焊时两边焊点要错开50mm以上,点焊后检查垂直度并校正),在未撤除吊钩的情况下在一侧用小块短板将T型钢翼板与H型钢翼板连接并适当点焊牢固,松开吊钩,
沿长度方向分两边每隔300mm错开定位点焊,点焊长度40mm。
沿长度方向在以焊连接短板侧每隔2000mm加装一块临
时加强筋以防焊接变形。
翻转180°另一面按上述方法对称组装另一T。
2、在一支未加临时加强板的T型钢直角槽内二保焊打底,打完底后用加长咀埋弧焊焊接,一般小于或等于25mm板打底后施焊一层即可,25mm以上施焊两层。
焊接完后加上临时加强筋,除去反面临时的加强筋,反面碳弧气保清根至露出正
面所焊金属,埋弧焊施焊,焊后再加上临时加强筋。
对第二支T型钢,可采用同样的方法焊接。
3、十字柱焊接完工后,必然自然时效24小时后才可割除临时加强筋。
m s
八、钻孔、端面定尺寸、划线装配附件与焊接
1、根据我厂实际情况,十字柱二次装配前先端面铣(或锯切下料)一段作基准,柱一般为上端。
2、十字柱上的钻孔由机动台钻或磁力钻钻孔,钻孔前必须先划线定基准,基准以端铣面端(柱一般为上端)划线确定。
当腹板上有孔时,根据实际情况看是否先钻孔再组立。
3、以端铣面为基准,在H型梁(柱)上划出牛腿及连接板的装配线,划线时加放焊接收缩余量。
4、装配前,牛腿应预先组装、焊接、矫正、钻孔。
牛腿、节点板及加筋的坡口形式按图纸及焊接工艺要求进行。
5、组装成H型钢后在组立十字柱之前要将所有的零件及本体先抛丸处理,且在抛丸后4小时之内涂一遍底漆。
6、装配牛腿和连接板时,保证熔透焊时的焊接收缩量,焊完后连接孔与已铣端面和柱中心线的距离偏差不得超过
2mm。
焊接时在一个面上局部施焊时间不宜过长,多人操作最好采用两侧对称施焊,单人操作沿全长方向分散穿插焊。
7、在牛腿、连接板焊接完成后,进行构件取长,若是中间柱按图纸要求开好坡口。
&装配梁(柱底板)端板:组装时端板或底板要与箱体贴合,接触面不应小于70% (用0.3mm的塞尺通不过),边缘最大间隙不大于0.8mm。
9、除锈后焊接栓钉,根据图纸的排列尺寸划出栓钉的位置,按焊接工艺要求用栓钉枪焊接。