数控技术第四章 高速切削与五轴联动加工编程基础
- 格式:ppt
- 大小:1.71 MB
- 文档页数:85
数控五轴加工中心编程的方法及步骤小伙伴!今天咱们来唠唠数控五轴加工中心编程这个事儿。
一、了解加工零件。
咱得先好好看看要加工的零件长啥样。
就像认识新朋友,得知道它的轮廓、尺寸、精度要求这些。
你得清楚哪里是平面,哪里是曲面,有没有啥特殊的形状。
这就好比给零件做个全身检查,心里有数了,编程的时候才能有的放矢。
二、确定加工工艺。
这一步可重要啦。
要想清楚用啥刀具合适呢?大零件和小零件用的刀具可能就不一样。
还有切削的参数,就像炒菜放多少盐、多少油一样,切削速度、进给量、切削深度都得定好。
这得根据零件的材料来,要是硬邦邦的材料,那切削参数就得小心调整,不然刀具可能就受不了啦。
工艺路线也得规划好,先加工哪里,后加工哪里,就像规划旅行路线一样,得合理安排。
三、建立坐标系。
这个就像是给零件在加工中心里找个家。
确定一个原点,然后X、Y、Z轴就像房间的坐标一样,每个点都有自己的位置。
五轴加工中心还有两个旋转轴呢,这两个轴的坐标系也要确定好。
这就像给零件的每个部分都贴上了地址标签,加工的时候刀具才能准确找到地方。
四、编写程序。
现在就开始正儿八经写程序啦。
用那些编程代码,像G代码、M代码之类的。
比如说G00就是快速定位,让刀具快速跑到指定位置。
编写的时候要按照之前确定的加工工艺来。
如果有曲面的话,可能得用一些特殊的编程方法,像宏程序之类的。
这就像写作文,要按照一定的逻辑和规则来写,不能乱写一气。
五、模拟加工。
程序写好可别着急让加工中心干活。
先模拟一下,就像演习一样。
看看刀具的路径对不对,有没有可能撞到零件或者夹具。
要是模拟的时候发现问题,那就赶紧修改程序。
这就像出门前检查一下东西有没有带齐,发现没带钥匙还能及时补上。
六、实际加工。
经过前面的步骤,没问题啦,就可以让加工中心开始干活啦。
不过在加工的时候也不能完全不管,得盯着点。
万一有啥突发情况,像刀具磨损啦,还能及时处理。
数控五轴加工中心编程就是这么个事儿,看起来有点复杂,但是只要一步一步来,多实践,肯定能掌握的。
五轴数控编程教学一、五轴数控铣削刀具轨迹在利用CAM软件进行五轴数控铣削刀具轨迹编制时,主要内容包括刀具轴矢量控制、轨迹驱动方式、进退刀处理、五轴数控机床后处理与五坐标机床加工仿真模拟等方面的工作。
由于五轴加工时产品的复杂性和刀具轴控制的灵活性和多样性,导致五坐标联动加工编程的难度和复杂性较大。
一般CAM软件都提供五轴铣削数控编程功能,其主要包括(1)旋转四轴:多用于带旋转工作台或配备绕X、Y轴的旋转台的的四轴加工;如对外圆上的槽或型腔进行加工;(2)五轴底刃铣削:用于铣刀的底刃对空间曲面进行加工,避免传统球头刀的加工,此时需要对刀轴矢量进行合理的控制;(3)侧刃五轴:利用铣刀的侧刃对空间的曲面进行加工,避免球头刀的R切削,能大幅度提高曲面粗精加工的效率;(4)五轴顺序铣削与五面体加工:多用于铣削工步内容比较多的多面体加工,如立卧转换五面体加工中心可一次加工产品上的五个面或内外腔的场合,多用于工序的复合化加工;(5)曲线五轴:对空间的曲面曲线进行五轴曲线加工;(6)五轴钻孔:对空间的孔进行钻孔加工,多用于孔的位置不再三个基准平面上比较特殊的场合,如圆锥面上的孔或产品上孔位的轴线方向变化的场合。
四轴五轴加工的基础是理解刀具轴的矢量变化。
四轴五轴加工的关键技术之一是刀具轴的矢量(刀具轴的轴线矢量)在空间是如何发生变化的,而刀具轴的矢量变化是通过摆动工作台或主轴的摆动来实现的。
对于矢量不发生变化的固定轴铣削场合,一般用三轴铣削即可加工出产品,五轴加工关键就是通过控制刀具轴矢量在空间位置的不断变化或使刀具轴的矢量与机床原始坐标系构成空间某个角度,利用铣刀的侧刃或底刃切削加工来完成。
刀具轴的矢量变化控制一般有固定矢量、曲面法线、固定点、直线导动、直纹面导动、刀具轨迹投影、点位与任意矢量连续插补等方式。
UnigraphicsNX软件在刀具轴矢量控制方面表现得更加灵活,尤其是其提供的插补刀具轴矢量控制和顺序铣削编程功能能够使得用户很轻松得完成所期望的五坐标联动铣削刀具轨迹目标。
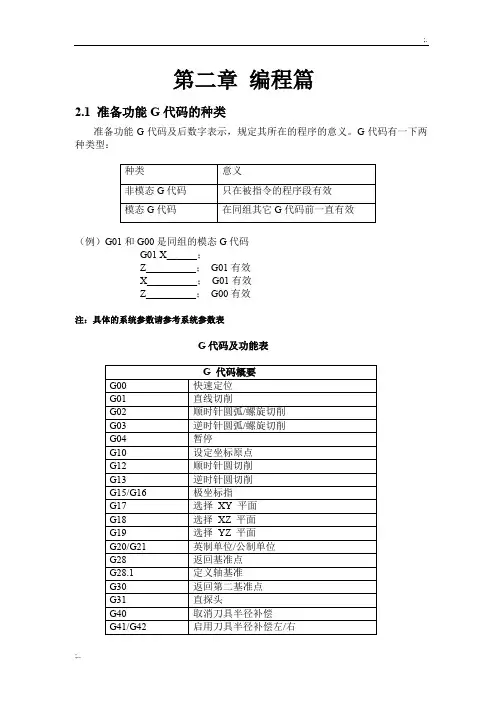
第二章编程篇2.1 准备功能G代码的种类准备功能G代码及后数字表示,规定其所在的程序的意义。
G代码有一下两种类型:(例)G01和G00是同组的模态G代码G01 X______;Z__________;G01有效X__________;G01有效Z__________;G00有效注:具体的系统参数请参考系统参数表G代码及功能表U、V、W分别和A、B、C 同义,同时使用A 和U 或B 和V 等会产生错误(也就是一行中用了两次A)。
在U、V、W 代码的描述中没有指定它们在同一程序行使用的次数,但A、B、C 代码的描述决定了他们只能使用一次。
2.1.1快速直线移动- G00(1)对于快速直线移动,程序G00 X__ Y__ Z__ A__ C__ 中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00那么G00也是可选的,刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00命令不会有切削动作发生。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16 时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。
2.1.2 以进给直线切削– G01(1)对于以进给直线切削来说,程序G01 X__ Y__ Z__ A__ C__中的所有功能字,除了必须至少使用的之外其它的轴功能字都为可选。
如果当前移动模式为G01,那么G01也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
高速铣削加工与编程、前言数控高速切削制造技术促进了机械冷加工制造业的飞速发展,革新了产品设计概念,如通过采用整体件加工取代零部件的分项制造装配,提高了加工效率和产品质量,缩短了产品制造周期。
高速切削加速了汽车、模具、航空、航天、光学、精密机械等产品的更新换代,加速了制造技术与装备的升级,推动了企业技术进步。
但目前国内存在相当一部分高速机床因各方面的原因并没有达到理想的效果,如刀具配置跟不上而低速使用,高速电主轴因长期受重载荷或使用不当造成寿命低下,企业高速切削工艺参数库及CAD\CAM高速编程软件包造成高速切削应用不是很好,高速切削工艺流程与传统的工艺流程没有有机结合,没有充分发挥高速切削加工变形小、加工效率高、定位装夹少的优势。
高速铣削机床的特点,采用主轴运动结构实现载荷的平稳,减小工作台由于运动的惯性,尤其是当工作台承载较大时,工作台本身和工件的运动载荷对高速切削极容易引起冲击,机床结构的新颖性对高速切削有着重要的影响,传统机床依靠工作台移动实现机床的XY方向的移动不是很适合高速切削。
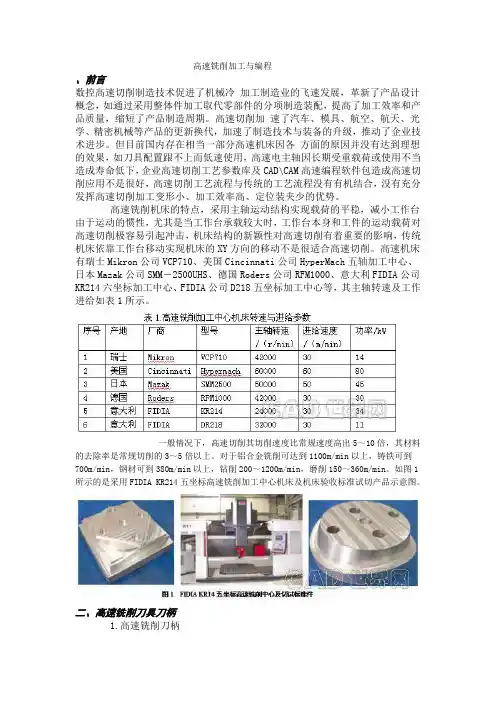
高速机床有瑞士Mikron公司VCP710、美国Cincinnati公司HyperMach五轴加工中心、日本Mazak公司SMM-2500UHS、德国Roders公司RFM1000、意大利FIDIA公司KR214六坐标加工中心、FIDIA公司D218五坐标加工中心等,其主轴转速及工作进给如表1所示。
一般情况下,高速切削其切削速度比常规速度高出5~10倍,其材料的去除率是常规切削的3~5倍以上。
对于铝合金铣削可达到1100m/min以上,铸铁可到700m/min,钢材可到380m/min以上,钻削200~1200m/min,磨削150~360m/min。
如图1所示的是采用FIDIA KR214五坐标高速铣削加工中心机床及机床验收标准试切产品示意图。
二、高速铣削刀具刀柄1.高速铣削刀柄由于高速切削时,主轴、刀柄及刀具在高速旋转情况下,较小的偏心就会产生较大的离心力,由振动引起产品的质量、降低主轴和刀具的使用寿命。
ppt课件](https://uimg.taocdn.com/d2a55bd87cd184254a35358d.webp)
