(完整版)带控制点工艺流程图
- 格式:pdf
- 大小:3.59 MB
- 文档页数:27
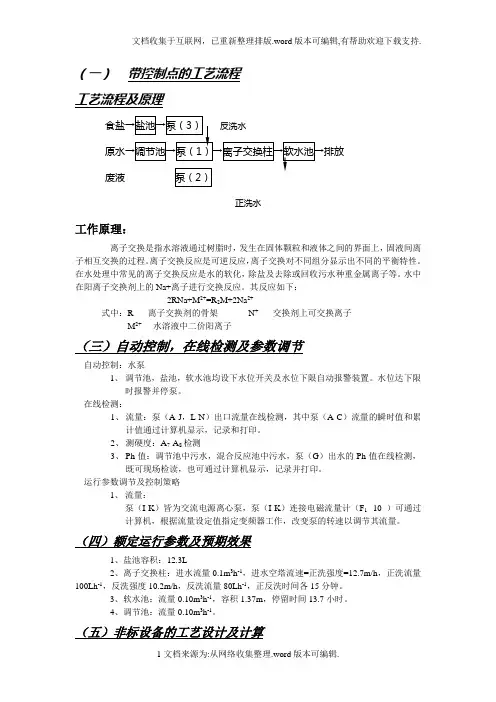
(一)带控制点的工艺流程工艺流程及原理反洗水废液正洗水工作原理:离子交换是指水溶液通过树脂时,发生在固体颗粒和液体之间的界面上,固液间离子相互交换的过程。
离子交换反应是可逆反应,离子交换对不同组分显示出不同的平衡特性。
在水处理中常见的离子交换反应是水的软化,除盐及去除或回收污水种重金属离子等。
水中在阳离子交换剂上的Na+离子进行交换反应。
其反应如下:2RNa+M2+=R2M+2Na2+式中:R-----离子交换剂的骨架N+-----交换剂上可交换离子M2+----水溶液中二价阳离子(三)自动控制,在线检测及参数调节自动控制:水泵1、调节池,盐池,软水池均设下水位开关及水位下限自动报警装置。
水位达下限时报警并停泵。
在线检测:1、流量:泵(A-J,L-N)出口流量在线检测,其中泵(A-C)流量的瞬时值和累计值通过计算机显示,记录和打印。
2、测硬度:A7-A8检测3、Ph值:调节池中污水,混合反应池中污水,泵(G)出水的Ph值在线检测,既可现场检读,也可通过计算机显示,记录并打印。
运行参数调节及控制策略1、流量:泵(I-K)皆为交流电源离心泵,泵(I-K)连接电磁流量计(F1 -10 )可通过计算机,根据流量设定值指定变频器工作,改变泵的转速以调节其流量。
(四)额定运行参数及预期效果1、盐池容积:12.3L2、离子交换柱:进水流量0.1m3h-1,进水空塔流速=正洗强度=12.7m/h,正洗流量100Lh-1,反洗强度10.2m/h,反洗流量80Lh-1,正反洗时间各15分钟。
3、软水池:流量0.10m3h-1,容积1.37m,停留时间13.7小时。
4、调节池:流量0.10m3h-1。
(五)非标设备的工艺设计及计算一)调节池1.容积:设停留时间t=12h ,则V=Q.T=0.10×12=1.20m 32.直径、高度:设h=D ,锥底Φ100,则V=0.785D 3=1.20,则 H=D=1.20m3、管口直径(1)进水管:10分钟充满调节池,管内流速u 0=,则 管中流量Q 0=t V =102.1×60=7.2 m3.h -1 D 0=00785.0U Q =6.1*785.03600/2.7=40mm(2)溢流管流速U 1=0.5 m.s -1 Q 1=Q 0=7.2 m 3.h -1D 1=11785.0U Q =5.0*785.03600/2.7=70mm(3)出水管U 2=1.0 m.s -1, Q 2=0.10 m 3.h -1D 2=22785.0U Q =0.1*785.03600/10.0=6mm ,取D 2=20mm(4)放净管 D 3=40mm4、示意图如图14所示。
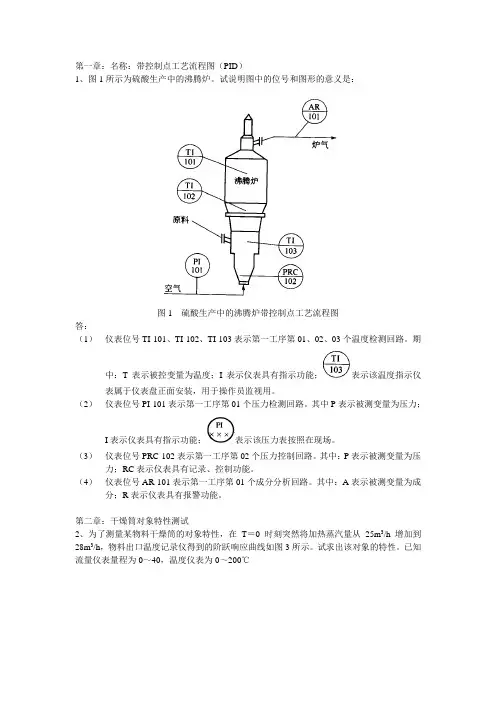
第一章:名称:带控制点工艺流程图(PID)1、图1所示为硫酸生产中的沸腾炉。
试说明图中的位号和图形的意义是:图1 硫酸生产中的沸腾炉带控制点工艺流程图答:(1)仪表位号TI-101、TI-102、TI-103表示第一工序第01、02、03个温度检测回路。
期中:T表示被控变量为温度;I表示仪表具有指示功能;表示该温度指示仪表属于仪表盘正面安装,用于操作员监视用。
(2)仪表位号PI-101表示第一工序第01个压力检测回路。
其中P表示被测变量为压力;I表示仪表具有指示功能;表示该压力表按照在现场。
(3)仪表位号PRC-102表示第一工序第02个压力控制回路。
其中:P表示被测变量为压力;RC表示仪表具有记录、控制功能。
(4)仪表位号AR-101表示第一工序第01个成分分析回路。
其中:A表示被测变量为成分;R表示仪表具有报警功能。
第二章:干燥筒对象特性测试2、为了测量某物料干燥筒的对象特性,在T=0时刻突然将加热蒸汽量从25m3/h增加到28m3/h,物料出口温度记录仪得到的阶跃响应曲线如图3所示。
试求出该对象的特性。
已知流量仪表量程为0~40,温度仪表为0~200℃图3 干燥筒的阶跃响应曲线答:由阶跃响应曲线可以看出该对象具有一阶纯滞后特性。
放大系数为:240/)2528(200/)120150(=--=K时间常数为T=4 分钟滞后时间为2=τ分钟第三章: 料位测量问题3、流态化粉末状、颗粒状固态介质料位测量的问题。
在石油化工生产中,常遇到流态化粉末状催化剂在反应器内流化床床层高度的测量。
因为流态化的粉末状或颗粒状催化剂具有一般流体的性质,所以在测量它们的床层高度或藏量时,可以把它们看作流体对待。
测量的原理也是将测量床层高度的问题变成测差压的问题。
但是,在进行上述测量时,由于有固体粉末或颗粒的存在,测压点和引压管线很容易被堵塞,因此必须采用反吹风系统,即采用吹气法用差压变送器进行测量。
流化床内测压点的反吹风方式如图2所示,在有反吹风存在的条件下,设被测压力为P ,测量管线引至变送器的压力为2P (即限流孔板后的反吹风压力),反吹管线压降为P ∆,则有P P P ∆+=2,理论上看仪表显示压力2P 较被测压力高P ∆,但实际证明,当采用限流孔板只满足测压点及引压管线不堵的条件时,反吹风气量可以很小,因而P ∆可以忽略不计,即P P =2。
带控制点工艺流程图控制点工艺流程是指在生产过程中设立关键控制点,通过监测和控制这些点来保持产品的质量和稳定性。
下面是一个关于饼干生产的控制点工艺流程图和说明。
首先,原料准备是饼干生产的第一步。
在这个控制点中,我们需要确保原料的新鲜度和质量。
原料可以包括面粉、黄油、糖等。
在这个控制点中,我们需要检查原料是否过期,是否受潮或受污染。
如果有任何问题,我们将拒绝使用这些原料。
同时,我们需要确保原料的数量满足生产需求。
接下来是配料,这个控制点是为了确保配料的准确性和均匀性。
在这个控制点中,我们需要称量每种原料的正确数量,并确保它们均匀地混合在一起。
我们可以使用自动化设备来实现这个过程,并监测每个原料的称量和混合状态。
然后是面团制备,这个控制点是为了确保面团的质量和一致性。
在这个控制点中,我们需要根据产品规格制备面团,并确保面团的水分和温度在合适的范围内。
我们可以使用自动化设备来搅拌和控制面团的制备过程,并监测面团的质量。
接下来是饼干成型,这个控制点是为了确保饼干的形状和尺寸一致。
在这个控制点中,我们需要将面团通过模具成型,并确保每个饼干的形状和尺寸符合要求。
我们可以使用自动化设备来实现这个过程,并监测每个饼干的成型状态。
然后是烘烤,这个控制点是为了确保饼干的烘烤时间和温度合适。
在这个控制点中,我们需要将饼干放入烤箱,并设置适当的烘烤时间和温度。
我们可以使用自动化设备来控制烘烤过程,并监测饼干的烤制状态。
最后是冷却和包装,这个控制点是为了确保饼干的质量和卫生。
在这个控制点中,我们需要将烤好的饼干放置在冷却架上,并等待其完全冷却。
然后,我们将饼干包装到卫生的包装盒中,并密封起来。
我们可以使用自动化设备来实现这个过程,并监测每个包装的完整性和卫生状况。
通过以上各个控制点的监测和控制,我们可以确保饼干的质量和稳定性。
这些控制点的工艺流程图如下所示:原料准备--> 配料 --> 面团制备 --> 饼干成型 --> 烘烤 --> 冷却和包装在生产过程中,我们需要不断监测和调整这些控制点,以确保产品的质量符合标准。
带控制点工艺流程图(PID)
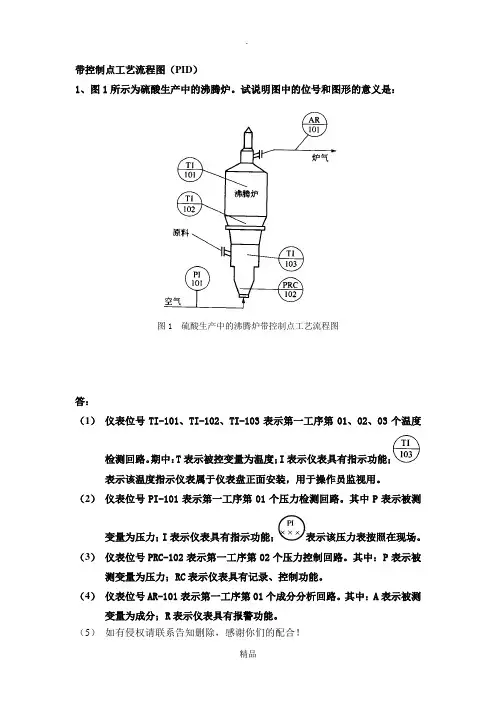
1、图1所示为硫酸生产中的沸腾炉。
试说明图中的位号和图形的意义是:
图1 硫酸生产中的沸腾炉带控制点工艺流程图
答:
(1)仪表位号TI-101、TI-102、TI-103表示第一工序第01、02、03个温度
检测回路。
期中:T表示被控变量为温度;I表示仪表具有指示功能;
表示该温度指示仪表属于仪表盘正面安装,用于操作员监视用。
(2)仪表位号PI-101表示第一工序第01个压力检测回路。
其中P表示被测
变量为压力;I表示仪表具有指示功能;表示该压力表按照在现场。
(3)仪表位号PRC-102表示第一工序第02个压力控制回路。
其中:P表示被测变量为压力;RC表示仪表具有记录、控制功能。
(4)仪表位号AR-101表示第一工序第01个成分分析回路。
其中:A表示被测变量为成分;R表示仪表具有报警功能。
(5)如有侵权请联系告知删除,感谢你们的配合!
(6)(7)
(8)。