滚花尺寸
- 格式:pdf
- 大小:29.50 KB
- 文档页数:1
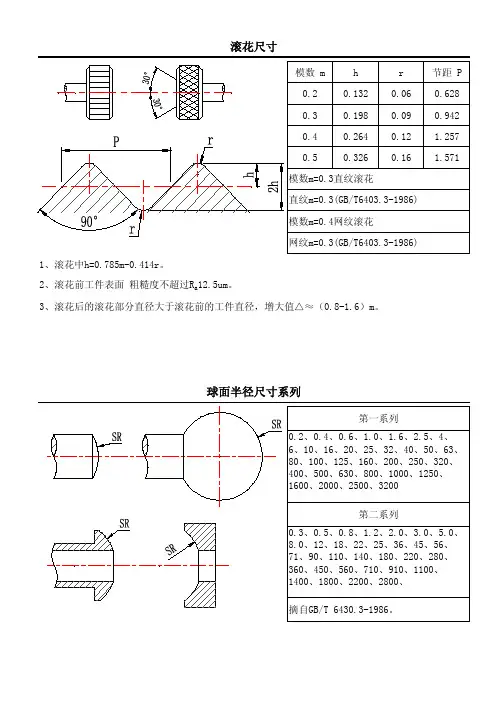
1、滚花注:1.表中h=0.785m-0.414r。
2.滚花前工件表面的粗糙度的轮廓算术平均偏差Ra的最大允许值为12.5μm。
3.滚花后工件直径大于滚花前直径,其值△≈(0.8~1.6)m,m 为模数。
2、滚花的推荐尺寸3、滚花高螺母4、滚花薄螺母5、滚花高头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花高头螺钉标记为:螺钉GB/T 834 M5×20;2.本表的单位是mm。
①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。
6、滚花平头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花平头螺钉标记为:螺钉GB/T 835 M5×20; 2.本表的单位是mm。
①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。
7、滚花小头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花小头螺钉标记为:螺钉GB/T 836 M5×20;2.本表的单位是mm。
①长度系列(单位为mm)为3、4、5、6、8、10、12、(14)、16、20~40(5进位)8、塑料滚花螺钉注:1.标记示例:螺纹规格d=M10、公称长度l=30mm、性能等级为14H级、表面氧化、按A型制造的塑料滚花头螺钉标记为:螺钉GB/T 840 M10×30、按B型制造时,应加标记B:螺钉GB/T 840 BM10×30;2.本表的单位是mm。
①长度系列(单位为mm)为8、10、12、16、20~50(5进位)、60、70、80。
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。

公制内六角螺塞的标准主要参考国标GB/T 6194-2005《内六角螺塞》。
该标准规定了内六角螺塞的规格、尺寸、材质和用途等方面的要求。
在GB/T 6194-2005 标准中,内六角螺塞分为以下几种类型:
1. 按规格分类:包括M1 至M100 的各种规格。
2. 按材质分类:包括碳钢、不锈钢、铜等不同材质。
3. 按用途分类:如普通内六角螺塞、防松内六角螺塞、滚花内六角螺塞等。
公制内六角螺塞的主要尺寸包括以下几个方面:
1. 螺纹直径:如M1、M2、M3 等,依次递增。
2. 螺纹长度:根据不同规格和用途有所不同,如普通内六角螺塞的螺纹长度通常为1-
3 倍螺纹直径。
3. 螺母厚度:不同规格的内六角螺塞,其螺母厚度也有所不同。
例如,M5 内六角螺塞的厚度有5.6mm、
4.7mm、2.7mm 等不同规格。
4. 滚花尺寸:根据不同用途和要求,内六角螺塞的滚花尺寸也有所区别。

车床滚花参数车床滚花是一种常用的机械加工方法,可以在工件表面形成各种花纹和图案。
它在制造业中广泛应用,特别是在汽车、航空航天和家具等领域。
车床滚花的参数对于加工质量和效率具有重要影响,下面将介绍几个常见的车床滚花参数。
1. 车床滚花刀具的形状和尺寸:车床滚花刀具是用来加工工件表面的关键工具。
它的形状和尺寸决定了最终花纹的样式和尺寸。
常见的车床滚花刀具有直纹刀、斜纹刀、斜齿刀等。
选择合适的刀具形状和尺寸可以实现不同的滚花效果。
2. 刀具切削速度:切削速度是指刀具在工件表面滚动的速度。
它的选择要考虑到材料的硬度和刀具的耐磨性。
切削速度过高会导致刀具过早磨损,而速度过低则会降低加工效率。
因此,切削速度的选择要根据具体情况进行调整。
3. 切削进给量:切削进给量是指刀具在单位时间内在工件表面滚动的距离。
它的选择决定了滚花的深度和密度。
进给量过大会导致花纹过深,进给量过小则会使花纹过浅。
因此,切削进给量的选择要根据工件材料和要求的滚花效果进行合理调整。
4. 工件转速:工件转速是指工件在车床上旋转的速度。
它的选择要考虑到工件材料和刀具尺寸。
转速过高会导致工件变形和刀具磨损,而转速过低则会降低加工效率。
因此,工件转速的选择要根据具体情况进行调整。
5. 刀具与工件的相对位置:刀具和工件之间的相对位置决定了滚花的位置和形状。
在车床滚花过程中,刀具可以沿着工件的轴向或径向移动。
根据滚花要求,选择合适的相对位置可以实现不同的滚花效果。
6. 刀具与工件的接触角度:刀具与工件的接触角度决定了滚花的形状和方向。
在车床滚花过程中,刀具可以与工件垂直接触,也可以与工件倾斜接触。
根据滚花要求,选择合适的接触角度可以实现不同的滚花效果。
7. 冷却液的使用:冷却液在车床滚花过程中起到冷却刀具和工件的作用,同时还可以清洁加工区域。
选择合适的冷却液类型和使用方法可以提高加工质量和效率。
车床滚花的参数直接影响着滚花效果和加工效率。
在实际应用中,根据具体要求选择合适的参数是保证加工质量的关键。
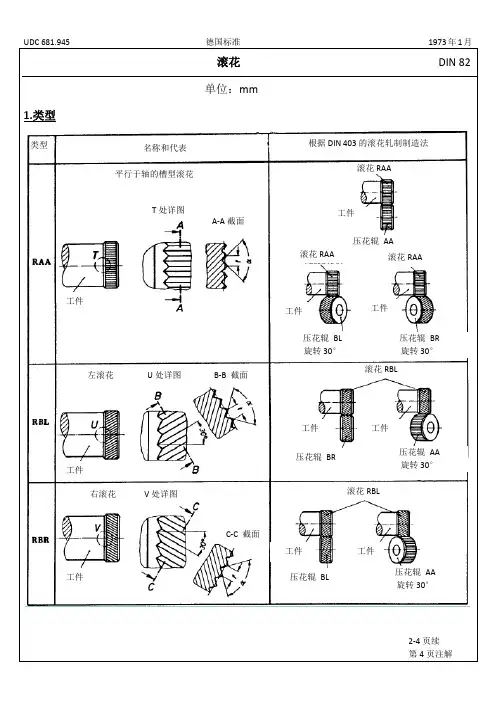
UDC 681.945 德国标准 1973年1月滚花 DIN 82单位:mm1.类型2‐4页续 第4页注解类型名称和代表根据DIN 403的滚花轧制制造法平行于轴的槽型滚花T 处详图A ‐A 截面工件滚花RAA工件压花辊 AA滚花RAA滚花RAA工件压花辊 BL 旋转30°压花辊 BR 旋转30°工件左滚花U 处详图B ‐B 截面滚花RBL工件工件压花辊 BR压花辊 AA 旋转30°工件右滚花V 处详图C ‐C 截面工件工件工件滚花RBL压花辊 BL压花辊 AA 旋转30°1)之前的名称为金刚钻滚花 2)之前的名称为非金刚钻滚花类型名称和代表根据DIN 403的压花辊制造法左/右滚花,尖端凸起1D ‐D 截面E ‐E 截面W 处详图工件工件 工件滚花RGE工件压花辊 GV压花辊 BR压花辊 AA 旋转30°滚花RGE压花辊BL压花辊 AA 旋转30°工件工件左/右滚花,尖端缩进2F ‐F 截面G ‐G 截面X 处详图工件滚花RGV压花辊 GE交叉滚花,尖端凸起H ‐H 截面Y 处详图 J ‐J 截面滚花RKE工件压花辊 KVDIN 82 第3 页名称为左/右滚花,尖端凸起(RGE 型)的齿距t*0.8mm (08):滚花RGE 08 DIN 822. 尺寸2.1. 齿形角 齿形角α=90° 若有需要,滚花可制成有105°齿形角的形式。
这种情况下,名称为,如,左/右滚花,尖端凸起(RGE 型),齿距t=0.8mm (08),齿形角α=105°(105);滚花RGE 08‐105 DIN 822.2. 齿距t为了减少制造滚花的压花辊数量,滚花齿距t 仅限于以下标称值0.5 0.6 0.8 1 1.2 1.6mm2.3. 公称直径d 1车间施工图的公称直径d 1是成品滚花的外径,此直径设计依据。
2.4. 初始直径d 2滚花前工件的初始直径d 2必须小于公称直径d 1,因为压花纹过程中,材料移位会使初始直径增大。