级进模设计
- 格式:doc
- 大小:700.09 KB
- 文档页数:23
1
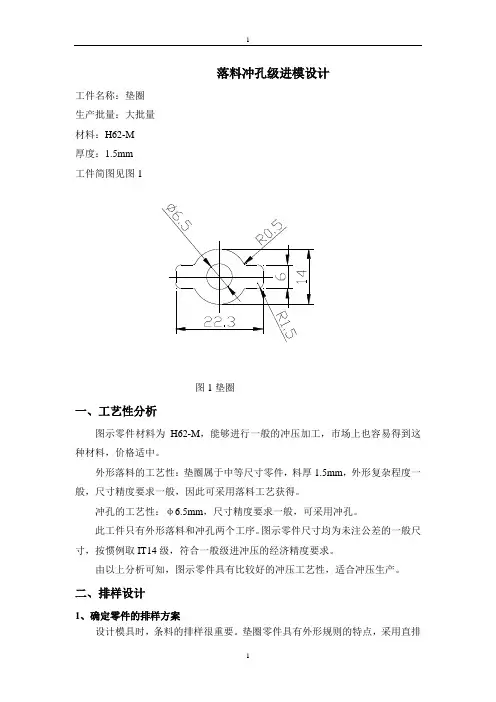
一种防护罩冲压级进模设计
引 言
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一国产品制造水平的重要标志和发展程度的标志之一。
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。近年来,模具工业一直以15%左右的增长速度快速发展。近年来,我国许多模具企业加大了用于技术进步的投资力度,将技术视为企业发展的重要动力。一些模具企业已经普及应用了CAD技术,并且陆续使用一些国际通用软件。以汽车覆盖件模具为代表的大型冲压模具的制造技术已经取得巨大进步,如一汽、东风等厂家已经能生产部分轿车覆盖件模具。进过多年的努力发展,在模具CAD/CAE/CAM、Pro-E、UG和CATIA等技术方卖弄取得了长足进步。目前,我国的模具技术有了很大发展,模具的精密度、复杂程度和寿命都有很大提高。并且在缩短模具设计和制造周期方面效果显著。
尽管我国的模具工业取得了令人瞩目的发展,但是我国在许多方面与日本、西欧和美国等发达国家的差距仍旧较大。标准化程度不够高,模具生产专业化程度相对不足。应用比重较低,先进模具技术应用不够广泛,所以我国目前一部分大型、精密、复杂和长寿命模具仍然依赖进口。
当今模具工业中,模具的设计和制造正在发生着深刻的变化。模具制造技术随着制造设备水平的提高而提高。新材料、工艺不断涌现,势必带来模具使用寿命革命性的变化。模具制造技术的标准化程度日益提高。
模具工业的发展以模具制造为中心呈以下趋势发展:
具粗加工技术想告诉加工发展。
1.成形表面的加工向精密化,自动化发展。
2.逆向工程模具制造技术日益普及。
3.模具制造技术的信息化和数字化向集成化发展。
4.大型级进模,微型机械所用的微型构件成型模具,高精密、高复杂性、高技术含量的先进模具制造技术,努力发展模具制造的节能节材技术,模具高性能材料的研制、
2 系列化极其正确选用,模具的热处理、表面处理新技术;大力推广模具的标准化应用,提高模具制造管理的现代化水平等。
总的来说,制造出大型、高精度、长寿命、高效率、自动化、低成本的模具失踪的发展趋势。
本次毕业设计将以加工防护罩的模具的设计为例增进对模具设计的认识,提高对模具设计掌握的熟练程度,重点是对级进模设计的熟练掌握。
3 第1章 零件原始尺寸及工艺分析
1.1 零件图形及原始尺寸
工件图的尺寸和公差要求如下图所示。
图1.1 工件图
材料:08F.
生产批量:大批生产.
1.2 零件的工艺分析
1.2.1拉深工艺分析
本产品拉深部分实际上属于带凸缘的圆筒件拉深其尺寸精度及各处圆角半径均符合拉深工艺的要求。该零件形状比较简单,可以根据随后的计算判定是否可以一次拉深成形。
1.2.2冲裁工艺分析
(1)该冲裁件的形状为中心对称图形,结构复杂程度一般。。
(2)该冲裁件各直线及曲线连接处均为圆弧过渡,圆角半径R均为2mm因此有R〉0.5t=0.5mm。其中t为板料厚度。由相关设计资料查得零件符合该项要求。
4 (3)冲裁件的孔与孔之间的距离a不能过小,一般的孔边缘与零件外形边缘不平行时要求a≧t,平行时要求a≧1.5t。按零件尺寸核对,显然各部分均符合要求。
(4)冲孔的最小尺寸为3mm,08F钢为软钢,查相关设计资料可知冲孔凸模强度可以达到要求。
(5) 冲裁件突出的悬臂宽度均为10mm,远大于最小要求的(1.0~1.2)t,因此符合该项要求。
(6)深件上冲孔,孔边与零件边缘的距离也大于零件的圆角半径与板料半厚之和,即r+0.5=2.5mm。
1.3 选择模具类型
(1)按零件的精度要求复合模与级进模均可。
(2)按零件的大小及板料厚度,选用级进模比较好。
(3)零件的平面度要求不高,选级进模可以。
(4)因为级进模自动送料时可以自动排除冲件,生产效率高,选用级进模比较合适。
(5)级进模可以在行程次数更高的压力机上工作。
(6)级进模安全可靠,模具制造成本较低。
综合以上各方面,拟选用级进模加工零件。
5 第2章 加工工艺路线及排样设计
2.1 切边余量的确定
板料厚度为1mm,按中线尺寸计算。按零件尺寸查相关设计资料得切边余量ΔR=3.5mm,故实际凸缘直径dt=(98+2×3.5)=105mm。
2.2预算坯料直径
该拉深件属于带凸缘的圆筒件拉深所以按以下公式计算:
2222211224328424.56DdrdrdhRdRdd (2-1)
其中d1=56mm,d2=51mm,d3=66mm,d4=105mm,h=1mm,R=r=2.5mm,将这些数据代入公式坯料直径11548.4D108mm。
2.3判断拉深次数
总的拉伸系数为:
dmD (2-2)
1%0.93%109tD
1051.7261tdd
610.56109dmD
根据相关冲压模具设计资料可知该零件可以一次拉深成型。
2.4零件加工工艺路线确定
本产品加工工艺有冲孔、拉深和落料。然而在拉深前为了获得合适的毛坯, 需要在拉深之前进行切口。一般的拉深件冲孔要放在拉深之后进行,以防止孔的尺寸精度受拉深影响。但是在圆筒件底部上的孔直径相对于圆筒直径均很小,孔的尺寸精度要求不高,此时可以先冲底部孔,也可以方便随后工位的准确定位。所以零件加工工艺路线为冲底孔→切口→拉深→冲边孔→落料。
2.5 排样设计
2.5.1 冲裁部分搭边值的确定
搭边的作用是补偿定位误差,保证冲件合格,以及保证条料有一定的刚度,以便于送料,搭边过大材料利用率低,达标过小,送料时的强度,刚度都不够,甚至造成冲裁力不
6 均匀,损坏模具刃口,本设计中材料为低碳钢,查相关设计资料知,工件间距离为a1=0.8mm,沿边尺寸为a=1.0mm。坯料直径为108mm,故条料宽度至少为110mm,由于后面将用侧刃定位,所以条料宽度适当加宽取113mm。
2.5.2 排样图设计
根据以上分析,排样如下图所示:
图2.1 排样图
2.6 材料利用率的计算
分5个工步完成一个零件的加工,板料总的利用率为:
η=NA/BL×100% (2-3)
( 其中N、A、B和L分别表示一张板料上的冲件数、一个零件的面积、板料宽度和板料长度)
η=1-η废
η废=﹛5×[110×108.8-3.14×542+3.14×(492-382)-4×10×98762+3.14×102]+2×113×0.2 ﹜/113×(108×5+2×1+4×0.8﹚=11.7%
则材料的利用率η=1-11.7%=88.3%。
7 第3章 有关拉深的计算
3.1 有关压边圈的计算
3.1.1 判断是否需用压边圈
由于毛坯厚度较小,为避免起皱。估算毛坯在拉深时的起皱可能性大小。由010.00920.03(1)0.030.4350.01305109tmD可知比较容易起皱,由相关设计资料可知011001000.92109tD,m1=0.56所以需要用压边圈。
3.1.2 压边圈的设计
查相关设计资料知,用软钢材料,料厚1mm> 0.5mm,单位压边力p为2.0-2.5Mpa,取p为2.4Mpa。圆筒件第一次拉深时所需的压边力为:
221110[(2)]4FdrdpD (3-1)
代入数据计算得压边力为15373.4N。所以采用刚性压边圈,将压边圈用M6螺钉固定在卸料板上。取压边圈的厚度为5mm,外径为108mm。压边圈与拉深凸模的单面间隙选择范围为(0.2-0.5mm),此处暂定为0.3mm。
3.2 拉深力的计算
采用压边圈拉深圆筒形零件,所需拉深力为:
11tbFdk (3-2)
11tbFdk=3.14×56×1×350×0.93=57235.9N
3.3 拉深模工作部分结构和尺寸设计
3.3.1 凹模圆角半径的确定
因为只需要一次拉深即可成形,并且工件直径d=62mm>20mm,故rmin=0.039d+2=4.418mm。如果圆角半径rd过小现在取为5.0mm,会增加毛坯进入凹模的阻力,加大拉深力,严重时出现拉裂,如果远角半径过大,会减少压边面积,使总的压边力减少,在拉深后期,毛坯外缘会过早的离开压边圈,容易使毛坯外缘起皱,甚至拉破,故取rd=5mm。
3.3.2 凸模圆角半径的计算
在一般情况下,凸模圆角半径可以与凹模圆角半径相等或略小,即rp=(0.7-1.0)rd,但是本次拉深是一次成形,故取rp与圆筒零件的圆角半径相同即rp=2mm。
8 3.3.3 凸模和凹模的单边间隙
决定凸模和凹模单边间隙要考虑到材料,板厚,工件尺寸精度,表面质量等。因为该工件为防护罩,尺寸精度较低,粗糙度要求不严格,所以间隙可以取的大一些,间隙要比板料厚度大一些。另外还用到压边圈,故
Z=tmax+kt (3-3)
其中tmax为材料的最大厚度,Z为单面间隙,k为系数,查相关设计资料得k=0.2,则Z=1+0.2×1=1.2mm。
3.3.4 凸模和凹模工作部分尺寸及公差
因拉深件尺寸标注在外形,故按相关设计资料中公式计算。公式如下:
min0(0.75)ddDD (3-4)
0min(0.752)ppDDZ (3-5)
Dmin=61.9mm,查设计资料得:
δd=0.05mm,δp=0.03mm,Δ=0.1mm。将这些数据依次代入公式得:
,0P0.03D58.75mm。
3.3.5 拉深凸模的通气孔尺寸的确定
由于拉伸时,空气压力的作用,使工件很容易粘附在凸模上,为了时工件不至于紧贴在凸模上,设计凸模时应有通气孔。查设计资料得通气孔的直径为6.5mm。