典型数控系统的组成与连接
- 格式:ppt
- 大小:19.24 MB
- 文档页数:39


。
精选资料,欢迎下载 第二章 典型数控系统及基本连接
2.1 SIEMENS 802S/C/D 数控系统及基本连接
2.1.1 SIEMENS 802系列系统介绍
SIEMENS 802 系列包括802S/Se/S Baseline、802C/Ce/C Baseline、802D等型号,它是西门子公司20世纪90年代末专为简易数控机床开发的集CNC、PLC与一体的经济型控制系统,系统性价比高,近年来在国产经济型和普及型数控车、铣、磨床上有较大量使用。
SIEMENS 802S/C系列数控系统的共同特点是结构简单,体积小,可靠性高。此外系统软件功能也较强。
各系统的区别是:802S系列采用步进电机,802C系列采用交流伺服驱动系统,802D采用全数字交流伺服,802D一般只能配西门子611U伺服驱动,802S/C可任意选配驱动。
一、802S/C系统的技术特点
(1)802S、802C系列系统的CNC结构完全相同,可以进行3轴控制/3轴联动;系统带有±10V 的主轴模拟量输出接口,可以配具有模拟量输入功能的主轴驱动系统(如变频器) 。
(2) 802S、802C系列系统可以配OP020独立操作面板与MCP机床操作面板,显示器为5.7 in单色液晶显示器(802S,802C);802D采用了10.4in彩色液晶显示器
(3)PLC的I/O模块与ECU间通过总线连接,ECU最多可以连接4个I/O模块,每个模块带16点输入与16点输出。
(4)802S常与该公司的STEPDRIVE C/C+步进驱动配套,步进电机信号为脉冲信
。
精选资料,欢迎下载 号、方向信号和使能信号,步距角一般为0.36°。

1 第一章 数控系统的硬件和连接
1.1 系统介绍
系统组成 无论是哪个品牌的数控系统一般都是由以下几部分组成的:
. CNC控制器
集成式:将显示器、操作键盘、CNC控制器集成在一起
独立式:CNC控制器是独立的一个模块,不跟显示器、
操作键盘在一起
. 驱动器和电机
不同的系统会配置不同型号的电机。一个驱动器带一个电机工作,双轴驱动器可同时带两个电机工作。
步进系统:步进驱动器驱动步进电机,根据系统的不同电机又可分为三相(凯恩帝系统)、五相(西门子802S)。
伺服系统:伺服放大器驱动伺服电机。根据系统的不同伺服电机又可分为模拟的(802C)、数字的(802D以上)。电机的反馈装置可分为旋转变压器(802C)、脉冲编码器(802D以上)。电机根据设计的需要分为带键、光轴、带抱闸、不带抱闸等。
. 电缆
连接CNC控制器到驱动器的电缆为速度给定电缆和位置反
馈值电缆;连接驱动器到电机的电缆为编码器电缆和电机动
力电缆。
2 1.2 系统的硬件构成
下面两图分别为802S base lise和802C base lise的系统构成
3
802Se系统可控制2个或3个步进电机和一个变频主轴。步进电机的控制信号为脉冲、方向和使能,步距角为0.36度。
802Ce系统可控制2到3个1FK6×××…伺服进给轴和一个伺服主轴或变频主轴。
4 1.3 系统的连接
系统的接口布局
一般系统的接口都位于机箱的背面,802Se和802Ce具有不同的接口布置。
5 电源端子X1
系统的工作电源为直流24V电源,接线端子为X1。
通讯接口RS232-X2
在使用外部PC/PG与802S/Ce进行数据通讯或编写PLC程序时使用RS232接口。电缆的制作图如下:
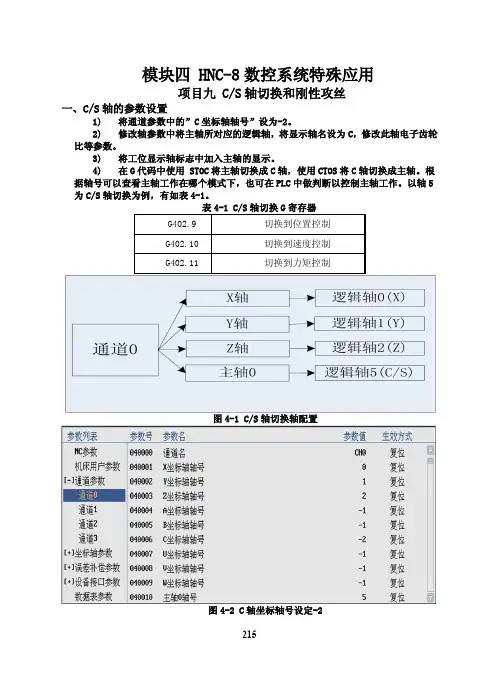
模块四HNC-8数控系统特殊应用项目九C/S轴切换和刚性攻丝一、C/S轴的参数设置1)将通道参数中的”C坐标轴轴号”设为-2。2)修改轴参数中将主轴所对应的逻辑轴,将显示轴名设为C,修改此轴电子齿轮比等参数。3)将工位显示轴标志中加入主轴的显示。4)在G代码中使用STOC将主轴切换成C轴,使用CTOS将C轴切换成主轴。根据轴号可以查看主轴工作在哪个模式下,也可在PLC中做判断以控制主轴工作。以轴5为C/S轴切换为例,有如表4-1。表4-1C/S轴切换G寄存器G402.9切换到位置控制G402.10切换到速度控制G402.11切换到力矩控制图4-1C/S轴切换轴配置图4-2C轴坐标轴号设定-2
216图4-3主轴逻辑轴号、轴参数及显示轴名设定图4-4主轴加入显示轴标志图4-5G代码中使用STOC/CTOS将C轴/S互切二、调整驱动参数和刚性攻丝相关的伺服参数有:控制参数STA-8、位置控制参数PA-0和PA-42。8STA-8是否允许模式开关切换功能0:不允许1:允许序号名称范围缺省值单位PA--0位置控制比例增益10~20002000.1Hz功能及设置:①设定C轴模式下位置环调节器的比例增益。②设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。但数值太大可能会引起振荡或超调。③参数数值由具体的主轴驱动单元型号和负载情况确定。序号名称范围缺省值单位PA--42位置控制方式速度比例增益25~5000450功能及设置:①设定C轴模式下速度调节器的比例增益。②设置值越大,增益越高,刚度越大。参数数值根据具体的主轴驱动系统型号和负载值情况确定。一般情况下,负载惯量越大,设定值越大。③系统不产生振荡的条件下,尽量设定较大的值。项目十PMC轴配置一、PMC轴简介PMC轴是伺服轴不是由CNC控制,而是由PMC相关信号控制。PMC轴在使用中需要在PMC中给出轴运动三要素:运动方式、运动位移、运动速度。华中8型系统软件对于PMC轴已经做成了标准的功能指令AXISMVTO、AXISMOVE,8型软件PMC轴必须设置在一个没有使用过的通道中,并且置此通道为PMC模式。在编程时只需要使用这个指令,不需要在梯形图中进行运动三要素赋值和缓冲处理。二、PMC轴的参数设置PMC轴的参数设置步骤如下:1.设置Parm010050”PMC及耦合从轴总数”,有多少个PMC轴就设多少。2.设置Parm010051”PMC及耦合从轴编号”,使用当前通道里没有配置过的逻辑轴号。3.在一个没有使用的通道里设置之前在Parm010051”PMC及耦合从轴编号”中所设置的轴号。4.选择Parm010051”PMC及耦合从轴编号”中所指定的逻辑轴,设置第100号参数”PMC及耦合轴类型”为0(PMC轴)。5.在PLC中将Parm010051”PMC及耦合从轴编号”中所指定的逻辑轴使能。并且复位通道。将通道1的模式设为PMC模式。6.最后在PLC中使用AXISMVTO模块将轴6走到一个绝对位置,或用AXISMOVE模块使轴6走到一个相对位置。三、PMC轴举例通道0X轴Y轴逻辑轴0(X)逻辑轴1(Y)逻辑轴5(S)主轴0通道1PMC轴逻辑轴6(伺服刀库)Z轴逻辑轴2(Z)图4-6铣床带PMC轴3.1由于只有一个伺服刀库需要PMC轴,所以设置Parm010050“PMC及耦合从轴总数”为1。

典型数控系统的结构
数控系统是一种精密的自动化控制系统,常用于机床加工中。典型的数控系统由以下几个组成部分构成:
1. 输入设备
输入设备是数控系统的接口,负责将操作员输入的指令传递给数控系统进行处理。常见的输入设备有键盘、鼠标、触摸屏等。通过输入设备,操作员可以输入加工工艺参数、指令代码等信息。
2. 主机控制器
主机控制器是数控系统的核心部分,主要负责解析操作员输入的指令,并将其转化为机床可以执行的控制信号。主机控制器通常由一台工业级计算机构成,搭载了专门的数控系统软件。 主机控制器通过与输入设备、执行设备的通信,实现对机床各轴的控制。在控制信号输出之前,主机控制器还会对输入的指令进行加工优化,以提高加工效率和精度。
3. 伺服系统
伺服系统是数控系统中的一个重要部分,它负责将主机控制器输出的控制信号转化为机床各轴的运动。伺服系统通常由伺服电机、编码器、控制器等组成。
伺服电机是驱动机床实现运动的关键设备,它可以精确控制机床轴的位置、速度和加速度。编码器则用来反馈轴的实际位置和速度信息给控制器,以便调整控制信号,实现精密的运动控制。 4. 运动系统
运动系统是机床中的关键部分,它负责实际的加工运动。运动系统通常由多个轴组成,每个轴都有相应的伺服电机和传动装置来实现运动。
在数控系统中,常见的轴包括进给轴和主轴。进给轴负责工件的相对移动,而主轴则负责工具的转动。运动系统通过与伺服系统的配合,实现高精度、高速度的加工运动。
5. 显示与通信设备
为了方便操作员的监控与调整,数控系统通常还配备了显示与通信设备。显示设备可以显示当前的加工状态、报警信息等;通信设备则可以与外部设备进行数据交换,如计算机网络、U盘等。 6. 辅助系统
辅助系统是数控系统中的一部分,用于支持机床加工过程中的其他功能。常见的辅助系统有冷却系统、润滑系统等。冷却系统用于冷却切削工具和加工区域,以防止温度过高导致工具损坏或零件变形;润滑系统用于给机床各部件提供充分的润滑,以确保机床正常运转。