无线胶订工艺解读
- 格式:pdf
- 大小:339.22 KB
- 文档页数:5
无线胶订机工艺要求无线胶订生产联动线是对平装书刊的半成品进行连续加工使之成为书册的加工设备,目前其功能已经延伸到书刊插页、打包、喷码、邮发等领域。
一、对印制方面要求1.对印刷分版的要求书本在印刷分版时,如遇有零版(2页的4版、4页的8版,以及单页)的情况,这零版排列的部位,不宜放在书本的第一帖或最后一帖。
这样配页机在配页时,集帖链集书帖易集得齐。
同时书本在配页后也易于挡得齐,可以避免因零版的页数少,而容易产生弓皱和披的现象,可防止配页机向胶订机交接书芯时发生故障。
在分版中,还要严格注意,不能采用套筒的分版排列方法。
如果遇有2页4版的零版,那么要排成4版,装订时用沿页的方法处理。
2.对书版的规格要求用无线胶订联动机生产,书版版芯与版面规格一定要适合工艺要求。
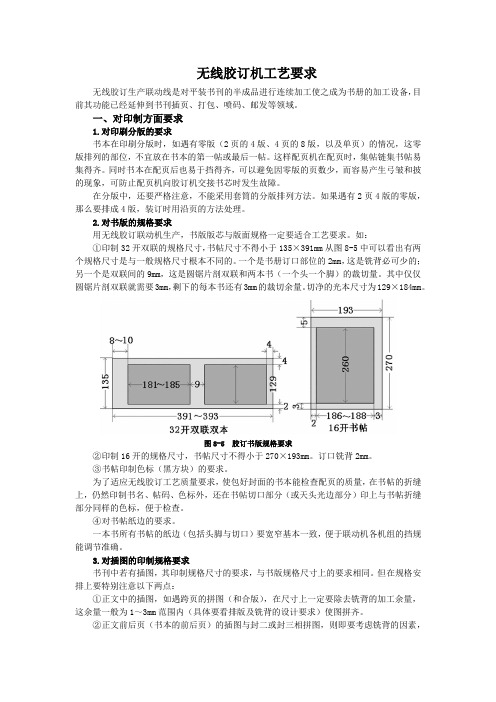
如:①印制32开双联的规格尺寸,书帖尺寸不得小于135×391mm从图8-5中可以看出有两个规格尺寸是与一般规格尺寸根本不同的。
一个是书册订口部位的2mm,这是铣背必可少的;另一个是双联间的9mm,这是圆锯片剖双联和两本书(一个头一个脚)的裁切量。
其中仅仅圆锯片剖双联就需要3mm,剩下的每本书还有3mm的裁切余量。
切净的光本尺寸为129×184mm。
图8-5 胶订书版规格要求②印制16开的规格尺寸,书帖尺寸不得小于270×193mm。
订口铣背2mm。
③书帖印制色标(黑方块)的要求。
为了适应无线胶订工艺质量要求,使包好封面的书本能检查配页的质量,在书帖的折缝上,仍然印制书名、帖码、色标外,还在书帖切口部分(或天头光边部分)印上与书帖折缝部分同样的色标,便于检查。
④对书帖纸边的要求。
一本书所有书帖的纸边(包括头脚与切口)要宽窄基本一致,便于联动机各机组的挡规能调节准确。
3.对插图的印制规格要求书刊中若有插图,其印制规格尺寸的要求,与书版规格尺寸上的要求相同。
但在规格安排上要特别注意以下两点:①正文中的插图,如遇跨页的拼图(和合版),在尺寸上一定要除去铣背的加工余量,这余量一般为1~3mm范围内(具体要看排版及铣背的设计要求)使图拼齐。

数码印刷无线胶订工艺操作探究随着数码印刷技术的不断发展,使人们的生活变得五彩斑斓。
无线胶订技术因为其拥有生产效率高、不占订口、成书翻阅方便等优势而被广泛采用于图书装订领域上。
印后加工操作是集技术和经验于一体的岗位,本文将介绍无线胶订工艺操作中的一些技术要点和常见问题及其解决办法。
标签:数码印刷印后加工无线胶订0 引言近几年来数码印刷技术飞速的发展,使数码印刷设备的性能越来越完善,按需印刷已形成自己的市场。
特别是个性化印刷品的推广使得人们的生活变得五彩斑斓。
印后加工是得到印刷成品的最后一道也是最重要的一道工序,精美的印后加工能烘托出高品质的印刷质量,给人们带来视觉上的享受。
目前数码印后加工主要有几种装订方式:如无线胶订、骑马订、环订、无线胶订精装、蝴蝶精装、文件夹精装等。
此外还有覆膜、打孔、镂空、压痕折页等加工方式。
其中无线胶订/精装因为其生产效率高、不占订口、成书翻阅方便等优势在图书装订领域得到广泛的采用。
1 无线胶订工艺简介无线胶订工艺是当今世界上最常用的一种高效装订方式,主要应用于平装书籍、杂志、年度报告、企业形象手册等厚度超过3mm的产品。
无线胶订工艺是利用胶黏剂作联接材料将书帖联结,使其加工成册的一种书籍装订方法。
目前所用的胶黏剂有冷胶、EV A树脂热熔胶和PUR热熔胶使用最多的一种是EV A树脂热熔胶。
1.1 装订方法:通过铣背刀铣切将书帖在折缝部分铣掉,使书帖成为单页,通过热熔胶粘接,完成铣背、上胶、上封面、书背成型等相关工艺,装订成册。
1.2 特点及应用:普通实用,适合于各类文件装订。
成品尺寸不限,但尽量大于64开,书背厚度最大可达5CM,可通过选用具有特殊纹理或颜色的封面纸来提高装订的视觉效果,不加封面时,还可做成裱头效果。
1.3 印前注意事项:①由于数码工艺的特殊性,印品表面的墨粉会影响热熔胶的黏合度,因此建议在书脊周边1CM设计为空白。
②无线胶订书的平展性较差,特别是厚书或书芯使用高定量的纸张时在装订后不易翻阅,应注意设置好版心尺寸,以免影响正常阅读。


无线胶钉是指用黏合剂或胶水把各类书籍、期刊、杂志等印刷散页直接粘合装订一起的技术。
目前在世界上应用很广范,涵盖了从传统的厚本装订到薄本装订方面的整个内容。
可以说,无线胶钉本身就是一门艺术。
书脊的准备状况、胶液的种类、书本的薄厚、纸张的种类等等都会影响到装订效果,所以,它要比骑马装订风险大的多,这也是商家为何迫切需要熟练技术专家的原因。
无线胶钉的投资比较大,一般的商家如果没有一定规模是不能提供这种服务的。
纸张的种类和打毛状况是决定胶钉效果的关键。
现在的纸张添加剂越来越多,谷物和纤维的含量越来越少,书脊打毛必须依据不同纸张而采取不同的策略。
纸张涂布也是另外一个问题,有些涂料纸甚至进行了水性覆膜,胶水根本就无法将它们粘合在一起。
所以,胶钉商家必须要与造纸厂家密切联系,准确了解纸张的构成、涂布的状况,这样才能制作出柔软、平整、持久耐用的无线胶钉制品。
胶液是无线胶钉中一个重要组成部分。
有些厂家正在涉足这个领域,National Starch & Chemical 公司就是一例。
他们生产的Cool-Bind 热溶胶,工作温度只有250华氏度,比传统溶胶要低10度左右,能有效减低灼伤的程度,减少挥发物的扩散,相应地,产生的气味也很少,改善了整个胶钉工作的操作环境。
使用这种溶胶,没有管道堵塞的问题,胶罐清洗也很方便。
由于它的冷却速度较快,生产效率也得到了间接提高。
一直以来,市场普遍采用PUB(聚氨基甲酸乙酯)热溶胶,它已有25年的历史,黏结力很强。
但由冷却速度较慢,现在有些被冷落感觉。
不过,最近它有一个新品种问世,冷却速度很快,完全能适合胶钉。
不管怎么看,总的来说现代胶钉使用热溶胶要比冷胶普遍的多。
迥然如其它行业一样,计算机化也为胶钉带来了新的革命。
计算机可以帮助设备实现速度自调、检漏、预设置、自动保养、错误检查及诊断修复等等功能,与印刷机相连,为用户提供了方便的一体化服务。
目前,胶钉工作已基本能够自动化。


无线胶订工艺流程无线胶订是一种常见的书籍装订方式,它使用热熔胶将书页牢固地粘合在一起,形成完整的书本。
这种装订方式简单、快捷,适用于各种类型的书籍。
下面将详细介绍无线胶订的工艺流程。
1. 准备工作。
在进行无线胶订之前,需要准备好必要的工具和材料。
首先是胶订机,它是进行无线胶订的关键设备。
其次是热熔胶,通常是以胶棒的形式使用。
另外还需要书籍的内页和封面,确保它们整齐齐整,并且尺寸合适。
最后是一些辅助工具,如刀具、夹具等。
2. 调整胶订机。
在进行实际的胶订作业之前,需要对胶订机进行一些调整。
首先是设置合适的温度,以确保热熔胶能够达到适当的流动性。
然后是调整胶订机的压力,以确保书页能够被牢固地粘合在一起。
最后是对胶订机的其他参数进行检查,确保其正常运行。
3. 准备书页和封面。
在进行胶订之前,需要将书页和封面按照正确的顺序排列好,并且对其进行必要的修整。
确保书页和封面的边缘整齐,没有破损或者褶皱。
另外,还需要对书页的背部进行打磨,以增加热熔胶的附着力。
4. 进行胶订。
当一切准备就绪之后,就可以开始进行无线胶订了。
首先是将书页和封面放置在胶订机的工作台上,确保它们的位置正确。
然后是将热熔胶棒放入胶订机的熔胶槽中,等待其完全融化。
接下来是将熔化的热熔胶均匀地涂抹在书页的背部,确保每个部分都被覆盖到。
最后是将书页和封面放置在一起,并且施加适当的压力,使它们能够充分粘合在一起。
5. 效果检查。
在完成胶订之后,需要对书籍的效果进行检查。
首先是检查书页和封面之间的粘合情况,确保它们没有出现脱离或者松动的情况。
然后是检查书页的整体情况,确保没有出现漏胶或者其他质量问题。
最后是对书籍的外观进行检查,确保其整体美观。
通过以上的工艺流程,无线胶订的书籍就可以顺利完成。
无线胶订工艺简单、快捷,适用于各种类型的书籍,因此在出版和印刷行业中得到了广泛的应用。
希望以上内容能够对无线胶订工艺有所了解,并且对相关行业的从业人员有所帮助。
无线胶订生产工艺管理要点【内容提要】无线胶订是目前书刊装订的主要形式,抓好无线胶订生产工艺管理,对于提高整体书刊装订质量可起到提纲挈领的作用。
无线胶订生产工艺管理包括热熔胶管理,装订设备管理,生产环境管理,装订操作管理,装订质量管理、相应的测试规范,以及行之有效的管理制度和具体措施无线胶订是目前书刊装订的主要形式,抓好无线胶订生产工艺管理,对于提高整体书刊装订质量可起到提纲挈领的作用。
无线胶订生产工艺管理包括热熔胶管理,装订设备管理,生产环境管理,装订操作管理,装订质量管理、相应的测试规范,以及行之有效的管理制度和具体措施。
下面是我们从直线、圆盘包本机及无线胶订工艺管理中摸索出的管理办法,希望与同行共同讨论。
热熔胶使用要求(1)加热温度。
预热1-2小时,具有流动性后,放入160-180℃的胶槽内,方可正常开机,以保证热熔胶的黏结力、流动性、渗透性正常。
(2)热熔胶质量。
鉴别热熔胶的质量指标较多,一般按下列3步进行操作。
第1步,需要专用仪器检测的场合,若没有仪器,可观察胶型外观是否一致,有无气泡;第2步,将胶熔化制成宽约1cm、厚0.2mm 的胶带,冷却后用手拉伸,观察其拉伸率是否达到标准,断裂口是否保持颜色不变;第3步,将胶粒存放在0℃环境中,考验其耐低温性能;将胶粒置于40℃温度下,若胶发软,表明胶软化点偏低。
(3)根据胶订速度确定热熔胶开放时间。
低速胶订热熔胶(3600本/小时以下),15-20秒,中速胶订热熔胶(8000本/小时左右),5-10秒,高速胶订热熔胶(10000本/小时以上),2-7秒。
(4)热熔胶固化时间一般定为3-5分钟。
(5)使用不同类型纸张,要选用相对应的热熔胶。
(6)上背胶和侧胶的要求。
背胶上胶厚度一般在0.8-1.2mm,胶层要均匀,上胶长度应略短于封面尺寸1~2mm,过长易造成余胶污染书册,过短会造成书背天头、地脚发空。
侧胶要求薄而均匀、黏结牢固,上侧胶宽度一般为3~7mm,要求涂布薄而均匀。
无线胶粘订工艺技术手册一无线胶粘订工艺技术的演变
二无线胶粘订设备种类与选用
(一)单机种类
(二)联动生产线种类
(三)无线胶粘订机的选用
三EVA热熔胶粘结材料及正确使用(一)什么是EVA热熔胶
(二)EVA热熔的特点
(三)EVA热熔胶的使用
(四)EVA热熔胶的环境与条件
(五)使用EVA热熔胶的环境与条件(六)使用EVA热熔胶的注意事项
四如何用好无线胶粘订设备
(一)设备摆放与布局要合理
(二)对书帖的要求
(三)对无线胶粘订联动生产线的要求(四)对无线胶粘订单机的要求(五)无线胶粘订机操作规程
五无线胶粘订常见质量问题原因分析(一)掉页
(二)书背不平
(三)包书封后书芯断裂
(四)气泡
(五)书背一端或两端有孔眼
(六)溢胶拉丝和脏带
(七)热熔胶冒烟、燃烧
(八)包封面后出岗线
(九)折前口的书包封面后前口不齐
(十)破头
六无线胶粘订前工序质量问题原因分析及对胶订质量的影响
(一)折页后书帖出现八字皱折
(二)书帖折缝跑空
(三)书帖齐边折叠误差超标
(四)画册接版不齐
(五)配页后书册多帖或少帖
(六)配页后书册内错帖、串帖、串册
(七)书帖松暄翘曲不平
七无线胶粘订质量标准与要求。
无线胶订中的工艺要点无线胶订不用铁丝,不用线,而是用胶粘合书芯,从出书到自动完成的装订方法。
其工艺流程大致为:配页进本铣背打毛上侧胶上书背胶包封面成型胶冷却双联分切裁切成品堆积光本检验成品捆扎。
书本配页后要进入胶包前的整理工作是无线胶订全过程中不可忽视的一道工序。
配页后的本子如果在整理工序中未能整好就进入胶包,那么胶包后便会产生脱页、散页、空脊,皱脊等诸多种不良的质量问题。
整理是将半成品书贴进行捆扎,将一定数量的书贴本放在捆扎机上一,两端用板快挡靠,开动捆扎机,将疏松的书贴本进行压实后再用绳带捆扎。
为了使压实后的脊背僵硬整实,在压实、捆扎后再用聚乙烯胶水在被捆扎的书背上涂刷一遍,待刷上的聚乙烯醇胶水干燥后将扎绳松开,而后将每本疏理分开,转入胶包。
无线胶订中,铣背、打毛是关键的一道工序。
铣背要根据纸页的厚薄、折合的层数而定,一般要铣去1.4mm~3mm,打毛的深度要求在0.8mm~1.5mm。
若铣背和打毛的深度不够,必然影响胶的渗透,从而造成脱页、散页的质量缺陷。
如果在胶包前的整理工序中书贴未闯齐、捆扎不平、不压实就转入铣背,那么这种质量缺陷的半成品在胶包机中被书夹夹紧后必然是书背不平,铣刀铣不到,书背打毛深度也不够了,如上所述的胶不渗透、脱页、散页的质量缺陷则必然存在。
所以,在胶包后的质量检验中如果发现脱页和散页,在检查铣背、打毛深度是否合适的同时,也要检查进入胶包的配页,捆扎、压实等工序的半成品加工质量情况。
胶订上胶的部位在书脊和侧边,所用的热熔胶也有区别,比如,书脊用的膜型号有H-970T,侧边用的膜型号有H-239T 的,二者性能也有差异,热熔温度不一样,掌握适当与否对上胶、胶订的质量至为重要,熔胶的温度偏高会使熔胶的过稀而粘度不足,熔胶温度偏高会使胶过浓而无法渗透、流动,有的还会呈小粒状块附于脊面或侧边面上会使封皮皱折、空脊。
值得一提的是,目前,不同厂家生产的热溶胶,其性能也不尽相同(我们从实际使用中有这样的体会),以我厂使用过的热熔胶热熔的温度为例,有的侧边胶温度120℃,书脊胶热熔温度为135℃,也有的侧边胶热熔温度为180℃,书脊胶热为200℃。