超声波检测典型缺陷
- 格式:ppt
- 大小:656.50 KB
- 文档页数:38
超声波测混凝土缺陷摘要:目前对缺陷的无损检测技术大体可以分为两大类:一类是机械波法,包括超声波法、冲击波法等检测方法。
另一类是穿透辐射法,包括χ射线、γ射线、中子流等检测方法。
由于射线的穿透能力有限,尤其对非匀质的混凝土构件,其穿透混凝土进行检测的能力和效果有限,而且产生射线的设备相当复杂,又需要严格的防护措施,现场应用很不方便。
相比较而言,超声波的穿透能力较强,这一特点尤其是用于检测混凝土时更为突出,而且超声波检测设备比较简单,操作也很方便,所以被广泛应用于混凝土结构构件缺陷的检测。
关键词:超声波;缺陷;裂缝近年来随着建设工程的迅速发展,结构型式越来越复杂,对施工过程的要求也越来越高,但常有因施工管理或环境因素等形成的不同形式的混凝土缺陷。
这些缺陷的存在对结构的完整性、力学性能和耐久性能产生了不同程度的影响,因此采用有效的非破损检测方法,在不破坏结构构件的基础上检测出混凝土内部缺陷是非常必要的。
1 实验原理采用超声波脉冲法检测混凝土内部缺陷的基本原理是根据超声波在技术条件相同的混凝土中传播的声时(声速)、接收波的振幅和频率等声学参数的相对变化以及波形畸变来判定混凝土的缺陷。
2 传统超声波法当超声波在混凝土中传播时,如果遇到空洞、裂缝、蜂窝等缺陷,超声波就会绕过这些缺陷继续传播,这样就会导致超声波在混凝土中的传播距离增大,声时就会相应增长。
同时,由于空气中的声阻抗远小于混凝土中的声阻抗,超声波在传播至正常混凝土与缺陷的界面时会发生折射、反射,产生散射衰减从而使声能损失,其中频率较高的成分衰减更快,因此接收信号的波幅会明显降低,频率明显减小或频率谱中高频成分明显减少。
再者,经缺陷折射、绕射的超声波信号与直达波信号之间存在相位差,叠加后互相干扰,致使接收到的信号波形发生畸变。
2.1 超声波检测混凝土中裂缝深度(1)单面平测法当混凝土结构构件的开裂部位只有一个可测表面,预估计的裂缝深度又不大于500mm时,可采用单面平测法检测。
超声波探伤常见缺陷波形特征标准化管理部编码-[99968T-6889628-J68568-1689N]分析超声波探伤仪常见八大缺陷的波形特征疏松锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。
疏松对底波有一定影响但影响不大,随着灵敏度提高,底波次数有明显增加。
铸件中的疏松对声波有显着的吸收和散射作用,常使底波显着减少,甚至使底波消失,严重的疏松既无底波又无伤波,探头移动时会出现波峰很低的蠕动波形。
白点缺陷波为林状波,波峰清晰,尖锐有力,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低超声波探伤灵敏度时,伤波下降较底波慢。
白点对底波反射次数影响较大,底波1~2次甚至消失。
提高灵敏度时,底波次数无明显增加。
圆周各处探伤波形均相类似。
纵向探伤时,伤波不会延续到锻坯的端头。
内裂纹1、横向内裂纹轴类工件中的横向内裂纹直探头探伤,声速平行于裂纹时,探伤仪既无底波又无伤波,提高灵敏度后出现一系列小伤波,当探头从裂纹处移开,则底波多次反射恢复正常。
斜探头轴向移动探伤和直探头纵向贯穿入射,都出现典型的裂纹波形即波形反射强烈,波底较宽,波峰分枝,成束状。
斜探头移向裂纹时伤波向始波移动,反之,向远离始波方向移动。
2、中心锻造裂纹??伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大,时强时弱,底波次数很少或者底波消失。
3、纵向内裂纹??轴类锻件中的纵向内裂,直探头圆周探伤,声束平行于裂纹时,既无底波也无伤波,当探头转动90°时反射波最强,呈现裂纹波形,有时会出现裂纹的二次反射,一般无底波。
底波与伤波出现特殊的变化规律缩孔伤波反射强烈,波底宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失,圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
缩孔残余伤波幅度强,出现在工件心部,沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。
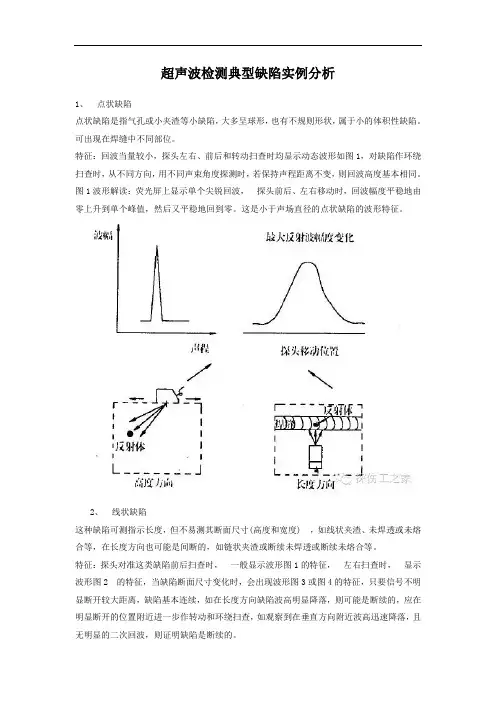
超声波检测典型缺陷实例分析1、点状缺陷点状缺陷是指气孔或小夹渣等小缺陷,大多呈球形,也有不规则形状,属于小的体积性缺陷。
可出现在焊缝中不同部位。
特征:回波当量较小,探头左右、前后和转动扫查时均显示动态波形如图1,对缺陷作环绕扫查时,从不同方向,用不同声束角度探测时,若保持声程距离不变,则回波高度基本相同。
图1波形解读:荧光屏上显示单个尖锐回波,探头前后、左右移动时,回波幅度平稳地由零上升到单个峰值,然后又平稳地回到零。
这是小于声场直径的点状缺陷的波形特征。
2、线状缺陷这种缺陷可测指示长度,但不易测其断面尺寸(高度和宽度) ,如线状夹渣、未焊透或未熔合等,在长度方向也可能是间断的,如链状夹渣或断续未焊透或断续未熔合等。
特征:探头对准这类缺陷前后扫查时,一般显示波形图1的特征,左右扫查时,显示波形图2 的特征,当缺陷断面尺寸变化时,会出现波形图3或图4的特征,只要信号不明显断开较大距离,缺陷基本连续,如在长度方向缺陷波高明显降落,则可能是断续的,应在明显断开的位置附近进一步作转动和环绕扫查,如观察到在垂直方向附近波高迅速降落,且无明显的二次回波,则证明缺陷是断续的。
图2波形解读:探头在各个不同的位置检测时,荧光屏上显示单个尖锐回波,探头前后和左右扫查缺陷时,回波峰值平稳地由零升到峰值,当探头继续扫查时,波峰基本不变,并保持一段平直部分,然后又平稳地下降到零。
这是有一定长度和高度的光滑反射体的反射波形。
3、平面状缺陷这种缺陷有长度和明显的自身高度,表面既有光滑的,也有粗糙的,如裂纹、面状未熔合或面状未焊透等。
特征:探头对准这类缺陷作前后、左右扫查时,显示回波动态波形图2或图3、图4。
对表面滑的缺陷作转动和环绕扫查时,在与缺陷平面相垂直方向的两侧,回波高度迅速降落。
对表面粗糙的缺陷作转动扫查时,显示动态波形图4的特征,作环绕扫查时,在与缺陷平面相垂直方向两侧回波高度均呈不规则变化。
图3波形解读:当声束接近垂直入射至缺陷并扫查检测缺陷时,荧光屏上均显示单个锯齿形回波,探头移动时,回波幅度随机起伏较大(波幅差> ±6 dB) ,这是一个有一定长度和高度的不规则粗糙反射体的波形,图4波形解读:当声束倾斜入射至缺陷并扫查检测缺陷时,荧光屏上显示钟形脉冲包络,该钟形脉冲包络中有一系列连续信号,并出现很多小波峰,探头移动时,每个小波峰在脉冲包络中移动,波幅由零逐渐升到最大值,然后又下降到零,信号幅度随机起伏(≥±6dB)。
超声报告缺陷类型概述超声报告是医学领域常用的一种辅助诊断工具,它通过超声波的传播和反射来检测人体内部组织和器官的状况。
在超声报告中,存在着不同类型的缺陷,这些缺陷可以帮助医生进行准确的诊断和治疗决策。
本文将介绍一些常见的超声报告缺陷类型,并对其进行详细的解析和说明。
1. 超声信号强度不均匀超声信号强度不均匀是超声报告中常见的缺陷类型之一。
它通常表现为超声图像中的明暗差异,部分区域的信号强度较强,而其他区域的信号强度较弱。
这种缺陷可能由于不同组织的声阻抗不同、声速不匹配等因素引起。
在诊断过程中,超声医生需要注意这种缺陷,以避免误诊或漏诊。
2. 声束伪影声束伪影是超声报告中常见的伪影现象之一。
它在超声图像中表现为明暗相间的条状或弧形区域,这些区域与真实的组织结构并不一致。
声束伪影通常是由于超声波束在通过不同组织界面时发生折射或散射而产生的。
声束伪影对于超声诊断的准确性有一定的影响,因此医生需要在诊断中注意这种缺陷并进行合理的判断和处理。
3. 多普勒信号异常多普勒信号异常是超声报告中涉及到血液流动的缺陷类型之一。
在正常情况下,多普勒信号应该呈现为连续的波形,但是在一些异常情况下,多普勒信号可能出现中断、偏移、噪声等异常现象。
多普勒信号异常可能意味着血管异常、血流堵塞等情况的存在,因此医生需要对这种缺陷进行仔细观察和分析,以辅助对病情的评估和诊断。
4. 结构模糊结构模糊是超声报告中常见的缺陷类型之一。
它通常表现为超声图像中的结构不清晰,轮廓模糊,细节缺失等现象。
结构模糊可能由于机器设置不当、图像处理不当等因素引起。
医生需要注意这种缺陷,并采取相应的措施来提高图像的清晰度和分辨率,以便更好地进行诊断和治疗决策。
5. 超声伪影超声伪影是超声报告中常见的伪影现象之一。
它在超声图像中表现为明暗相间、彩色或黑白相间的区域,这些区域与真实的组织结构并不一致。
超声伪影通常是由于声波在通过介质时遇到反射、干涉、衍射等现象而产生的。
超声波探伤的缺点
1、探测结果受主观影响较大,缺陷的发现及评定,仅凭借仪器显示的脉冲反射波形,而波形信号的高度、位置、数量等信息,又取决于探伤人员对仪器的调节和判断,因此,需要较多的经验,且重复性差;
2、受形状限制,形状复杂的工件,超声波探伤很为困难;
3、探测表面要求制备,探头与工件探测表面之间应有良好的耦合是超声波能量能足
够透入工件并得以发现缺陷为前提,通常随着工件光洁度的提高,透入能量随着增加,缺陷检出效果增加。
为此,超声波探伤的工件,其表面应予备制;
4、定量、定位精度差,仪器本身不能定性;
5、受材料晶粒结构和组织均匀性限制。
计算机测量与控制.2021.29(2) 犆狅犿狆狌狋犲狉犕犲犪狊狌狉犲犿犲狀狋牔犆狅狀狋狉狅犾 ·238 ·收稿日期:20201203; 修回日期:20201210。
作者简介:武 兴(1977),男,山西武乡县人,高级工程师,主要从事承压特种设备检验技术研究与应用方向的研究。
通讯作者:郑 凯(1967),男,江苏南京人,理学博士,研究员级高级工程师,主要从事特种设备无损检测新技术应用方向的研究。
引用格式:武 兴,缪建成,郑 凯,等.焊缝典型缺陷的超声相控阵检测与评析[J].计算机测量与控制,2021,29(2):238245.文章编号:16714598(2021)02023808 DOI:10.16526/j.cnki.11-4762/tp.2021.02.046 中图分类号:TP3文献标识码:A焊缝典型缺陷的超声相控阵检测与评析武 兴1,缪建成2,郑 凯1,强天鹏3,王海涛4(1.江苏省特种设备安全监督检验研究院,南京 210036;2.海军装备部装备项目管理中心,北京 100040;3.江苏中特创业设备检测有限公司,南京 211102;4.南京航空航天大学自动化学院,南京 211106)摘要:当今社会,焊接技术广泛应用于工业设备的制作,焊接质量的好坏对设备的使用安全造成巨大的影响;超声检测是如今无损检测的重要手段之一,它能有效对接头的焊接情况进行检测,从而判断内部是否存在缺陷,检测结果是焊缝质量评价的重要依据;文章对多块坡口形状为“U”型、“X”型、“V”型的焊接试样中的裂纹、夹杂、未熔合等典型缺陷进行CIVA仿真模拟以及超声相控阵检测;首先通过仿真确定了检测工艺,扫查方式、扫查角度以获得更好的信噪比和缺陷可检测性;其次对比16块对焊接试板中多种不同典型缺陷的多次试验检测结果,分析各类典型缺陷的漏判及误判情况;最后对常规超声、相控阵超声、射线检测缺陷的测长结果进行了统计比较,分析影响相控阵超声测长结果的几个因素,从而为超声相控阵在实际焊缝检测中提供更大的可行性及可靠性。
蒸汽发生器传热管是核电站一回路压力边界的关键部件,其性能的优劣对核电站的经济性和安全性有重要影响。
由于长期服役在含有水蒸汽的高温高压环境下,蒸汽发生器传热管在生产过程中会出现各种微小缺陷,这些缺陷在传热管实际运行过程中会加速扩展。
在传热管运行过程中,缺陷一旦扩大就会造成壁厚减薄,且会诱发蒸汽发生器传热管的破损。
蒸汽发生器传热管管内放射性一回路介质一旦泄漏,则会对周边环境和人员安全造成威胁,严重时需停堆进行检查维修。
蒸汽发生器传热管破裂事故的发生频率较高,为了进一步提高反应堆的可靠性和安全性,在生产制造过程中需采用无损检测方法有效识别出这些缺陷。
根据法国核岛设备设计建造规则协会(AFCEM)编制的《压水堆核岛机械设备设计和建造规则(RCCM)》中M4105产品的采购技术规范,用于压水堆蒸汽发生器管束的镍-铬-铁合金(NC30Fe)无缝管需按RCCM MC2500《管件超声波检验》的规定,对传热器全长范围进行超声检测。
浙江久立特材科技股份有限公司的技术人员通过试验,对蒸汽发生器传热管超声检测发现的缺陷进行统计和分析,找出几种典型缺陷产生的原因,并提出对应的预防措施,以利于从源头上避免类似缺陷的产生。
超声检测试验蒸汽发生器传热管材料牌号为NC30Fe(690),管材外径为17.48mm,壁厚为1.02mm,状态为TT(Thermo Treatment)态。
试验选用GE ROTA40型脉冲反射式超声波检测系统;为了检测出纵向及横向全体积范围内的所有缺陷,选用的标准样管与被检管材具有相同的材料、几何尺寸、制造工艺及表面状态。
标准样管的人工缺陷为管材内壁和外壁横向和纵向的U形槽,人工缺陷长12.7mm、宽0.1mm、深0.1mm。
4个U形槽应分开一定距离,以保证能清楚区别其回波。
采用水浸线聚焦法进行超声检测,耦合剂采用A级去离子水。
采用3mm线聚焦超声探头,探头频率为7MHz,声波在管壁中传播的折射角为47°~50°。
超声波探伤常见缺陷及识别
(技术培训教材)
一.底波严重降低或消失
1.空洞类缺陷
如缩孔、疏松、内部裂纹、白点、内部撕裂等,该类缺陷大量吸收声波。
2.粗晶
呈密集草状波形态,比较容易识别。
因为晶界较宽,原子排列紊乱,空隙也多,所以吸收声波情况严重。
二.底波降低量不大
1.固体类缺陷
如密集或单个夹杂物、钢锭冒口或底部夹渣、折叠裹入、异金属、偏析、析出物、局部混晶等,这些缺陷经锻造压实后,致密度还是比较高,吸收底波较少。
2.应力集中缺陷
该类缺陷的波形很像密集夹杂物,通常发生在轴类锻件因弯曲稍大,没有加热而冷较直,由内部应力集中所致。
一经回火便可消除。
三. 探伤假象
最常见于筒类锻件、矩形锻件、黑皮探伤薄管板、轴类锻件靠近台阶附近等。
因表面粗糙或存在台阶、棱角、锤印、斜面等因素,使声波大量反射、折射,造成类似“海市蜃楼”现象。
最典型的探伤现象是:只在一个方向上发现缺陷,其它方向没有。
但对于黑皮探伤的薄管板和轴类锻件靠近台阶附近等,就需要经验和了解过程等知识来判断了。
能够准确识别和判断缺陷,说出其产生的原因及环节,是一个探伤师(包括技术人员)的最高境界!这需要广博的理论知识和丰富的实践经验。
超声波典型缺陷波形图解析1、白点①波形特征:缺陷波为林状波,波峰清晰,尖锐有利,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低探伤灵敏度时,伤波下降较低较慢,白点对底波反射次数影响较大,底波1-2次甚至消失,提高灵敏度时,底波次数无明显增加。
圆周各处探伤波形均相类似。
纵向探伤时,伤波不会延续到锻坯的端头。
②典型波形图2、内裂纹(1)横向内裂纹①波形特征:轴类工件中的横向内裂纹直探头探伤,声束平行于裂纹时,既无底波又无伤波,提高灵敏度后出现一系列小伤波;当探头从裂纹处移开,则底波多次反射恢复正常。
斜探头轴向移动探伤和直探头纵向贯穿入射,都出现典型的裂纹波形即波形反射强烈,波底较宽,波峰分支,成束状。
斜探头移向裂纹时伤波向始波移动,反之,向远离始波方向移动。
②典型波形图(2)中心锻造裂纹①波形特征:伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大时强时弱,底波次数很少或者底波消失。
②典型波形图(3)纵向内裂纹①波形特征:轴类锻件中的纵向内裂纹,直探头圆周探伤,声束平行于裂纹时,既无底波也无伤波,当探头转动90度时,反射波最强,呈现裂纹波形,有时会出现裂纹的二次反射,一锻无底波,底波与伤波出现特殊的变化规律。
②典型波形图3、缩孔①波形特征:伤波反射强烈,底波宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失;圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
缩孔残余:伤波幅度强,出现在工件心部,沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。
②典型波形图4、疏松①波形特征:锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。
疏松对底波有一定影响,但影响不大。
5、夹渣(1)单个夹渣①波形特征:单个夹渣伤波为单一脉冲或伴有小伤波的单个脉冲,波峰圆钝不清晰,伤波幅度虽高,但对底波及其反射次数影响不大。
超声波常见缺陷图超声波检测是非常重要的无损检测方法。
它可以快速、准确地检测出零部件中的缺陷并用图形方式进行表示。
本文将简要介绍超声波检测中常见的缺陷图形和其含义。
缺陷类型超声波检测通常用于检测金属表面。
常见的缺陷类型包括以下几种:断层断层通常由于金属中的洞或空气泡造成。
断层出现在材料内部,通过超声波检测,可以确定其大小和方向。
断层通常呈现出V形图案,其深度和宽度正比于超声波穿过金属所需时间。
裂纹裂纹通常是由金属中的缺陷和应力引起的。
在超声波检测下,裂纹呈现出一条明显的线条,并且可以用其长度来衡量裂纹的深度和长度。
钩曲缺陷这是一种比较常见的金属缺陷,通常是由于材料中的应力和重复的负载造成的。
在超声波检测下钩曲缺陷呈现出一个较小的弧形,这个缺陷通常很细长,可能会嵌在一些小的裂纹中。
坑洞坑洞是金属表面常见的缺陷。
这些缺陷通常由于材料中的氧化、腐蚀或磨损导致。
在超声波检测下,坑洞呈现出一个类似于圆形的范围,其大小和深度都可以用超声波检测来确定。
缺陷图形超声波检测有多种不同的缺陷图形。
这些图形通常被分为两类:A扫描和B扫描。
A扫描A扫描是超声波检测的一种基本格式。
在A扫描模式下,超声波发射器向金属发射一束超声波并接收其反射。
随着超声波的传播,A扫描会显示出不同的反射图形。
其中,缺陷呈现为一个V形或者凹型的图形。
B扫描B扫描是超声波检测中通用的一种格式。
在B扫描模式下,超声波会发出一条直线并在屏幕上显示出从顶部到底部的反射情况。
这种图形呈现出一个类似于X光照片的样子,缺陷通常会在其中呈现为一条不规则的线条。
结论超声波检测是现代无损检测技术中应用最为广泛的一种方法。
在这种检测方法中,缺陷图形是非常重要的一部分。
本文主要介绍超声波检测中常见的缺陷类型和对应的图形,希望能够帮助您更好的理解这种技术。
超声波探伤仪中各种缺陷的波形特征超声波探伤仪对部件探伤,不同性质的缺陷,其缺陷波形的特征亦不相同,下面简单介绍下:点状非金属夹杂物: 缺陷波波峰较圆,而波幅较低且迟钝,当超声波探伤仪探头位置移动不大时,缺陷波很快消失。
聚积非金属夹杂物: 缺陷波呈连串的波峰,波幅一般较弱,其波形间有一二个较高的缺陷波。
当移动探头时,缺陷波在一定宽度范围内变化,波峰此起彼落,波形显得混淆杂乱、迟钝、几个缺陷波峰值相混为一,呈圆球状或锯齿状,左右滚动。
探伤时缺陷分部越密则波形越乱。
当降低探测灵敏度时,只有个别较高的缺陷波出现,而波幅下降,底波无明显的变化。
疏松: 疏松对声波有吸收和散射作用,故使底波明显降低甚至消失,疏松严重时,无缺陷波,当探头移动时,间或出现波峰很低的蠕动波形。
当提高探测灵敏度时,会出现一些微弱而杂乱的波形,但无底波。
疏松的典型缺陷波形严重衰减或消失,多个方向探测均能得到缺陷波。
缩孔的典型波形图白点: 缺陷波呈丛集状(林状波),数个波同时呈现,波峰清晰、尖锐有力,有重复呈现的倾向,当探头移动时,缺陷波变化迅速而敏感,若降低探测灵敏度时,缺陷波仍然很高。
白点面积较大或密集时,底波显著降低,如从各个方向探测均能得到缺陷波。
白点的典型波形图光屏上移动,底波往往消失。
中心锻造裂纹的典型波形图残余缩孔性裂纹: 缺陷波幅强,常出现于工件中部,沿轴向探测时,缺陷波连续不断的出现,缺陷严重时,底波显著降低或消失。
夹杂性裂纹: 这种缺陷和夹杂物混杂在一起,探测时难以和夹杂物波形区别,当夹杂物严重或存在较大的单个夹杂物时,应考虑这种缺陷产生的可能。
气孔: 缺陷波形尖锐、陡峭、波根清晰,当探头绕缺陷移动时,均有缺陷波出现,当超声波探头沿焊缝水平转动时,单个气孔及针状气孔的缺陷波很快消失,连续气孔则连续不断的出现缺陷波,密集气孔气孔则出现数个此起彼落的缺陷波。
当探头垂直焊缝移动时,除针状气孔外,缺陷波均很快消失。
夹渣: 夹渣为非金属夹杂物,对声波吸收大,在相同条件下探测时,其缺陷波幅比其它缺陷(气孔、未焊透)波低、波根较宽,有时呈树枝状,探头平行移动时,条状夹渣的缺陷波会连续出现。