最新典型表面加工分析
- 格式:pdf
- 大小:2.24 MB
- 文档页数:16
典型表面加工实验(轴类零件加工)一、实验目的1.掌握轴类零件加工的工艺;2.学会用车床车削轴类零件的方法。
二、基本知识概述1. 轴类零件加工的工艺分析(1)轴类零件加工的工艺路线1)基本加工路线外圆加工的方法很多,基本加工路线可归纳为四条。
① 粗车—半精车—精车对于一般常用材料,这是外圆表面加工采用的最主要的工艺路线。
② 粗车—半精车—粗磨—精磨对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。
③ 粗车—半精车—精车—金刚石车对于有色金属,用磨削加工通常不易得到所要求的表面粗糙度,因为有色金属一般比较软,容易堵塞沙粒间的空隙,因此其最终工序多用精车和金刚石车。
④ 粗车—半精—粗磨—精磨—光整加工对于黑色金属材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此加工路线。
2)典型加工工艺路线轴类零件的主要加工表面是外圆表面,也还有常见的特特形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。
对普通精度的轴类零件加工,其典型的工艺路线如下:毛坯及其热处理—预加工—车削外圆—铣键槽—(花键槽、沟槽)—热处理—磨削—终检。
(1)轴类零件的预加工轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺。
校直毛坯在制造、运输和保管过程中,常会发生弯曲变形,为保证加工余量的均匀及装夹可靠,一般冷态下在各种压力机或校值机上进行校值,(2) 轴类零件加工的定位基准和装夹1)以工件的中心孔定位在轴的加工中,零件各外圆表面,锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度是其相互位置精度的主要项目,这些表面的设计基准一般都是轴的中心线,若用两中心孔定位,符合基准重合的原则。
中心孔不仅是车削时的定为基准,也是其它加工工序的定位基准和检验基准,又符合基准统一原则。
当采用两中心孔定位时,还能够最大限度地在一次装夹中加工出多个外圆和端面。
2)以外圆和中心孔作为定位基准(一夹一顶)用两中心孔定位虽然定心精度高,但刚性差,尤其是加工较重的工件时不够稳固,切削用量也不能太大。
第4章典型表面加工分析·1·第4章典型表面加工分析机器是由零件组成的,零件表面的结构形状各式各样,常见的典型表面有以下几种:外圆表面、内孔表面、平面、成形表面、螺纹表面等。
这些表面按其在机器中的作用不同,即完成的功能不同,可分为两类:一是功能性表面,二是非功能性表面。
功能性表面与其他零件表面有配合要求,它的精度和表现质量在机器运转中起重要作用,决定着机器的使用性能,设计时需视其功能要求确定合理的精度和表面质量要求。
非功能性表面与其他零件表面无配合要求,其加工精度和表面质量要求不高。
零件表面的类型和要求不同,采用的加工方法也不一样,但无论何种表面,在设计其加工工艺时,都需遵循以下两个基本原则:1. 粗、精加工分开为保证零件表面的加工质量和生产效率,需将粗、精加工分开,以达到各自的目的与要求。
粗加工的目的是要求生产率高,在尽量短的时间内切除大部分余量,并为进一步加工提供定位基准及合适的余量。
粗加工时,由于背吃刀量和进给量较大,产生的切削力和所需夹紧力也较大,故工艺系统的受力变形较大。
又因粗加工切削温度高,也将引进工艺系统较大的热变形。
此外,毛坯有内应力存在,还会因切除较厚一层金属,使内应力重新分布而发生变形。
这都将破坏已加工表面的精度。
精加工的目的是对零件的主要表面进行最终加工,使其获得符合精度和表面粗糙度要求的表面。
因此,只有粗、精加工分开,在粗加工后再进行精加工,才能保证工件表面的质量要求。
另外,先安排粗加工,可及时发现毛坯的缺陷(如铸铁的砂眼、气孔、裂纹、局部余量不足等),以便及时报废或修补充,避免继续加工造成浪费。
2. 几种不同加工方法相配合实际生产中,对于某一种零件的加工,往往不是在一台机床用一种加工方法完成的,而要根据零件的尺寸、形状、技术要求和生产批量,结合各种加工方法的工艺方法特点和适用范围及现有设备条件,综合考虑生产效率和经济效益,拟定合理的加工方案,将几种加工方法相配合,逐步完成零件各种表面的加工。

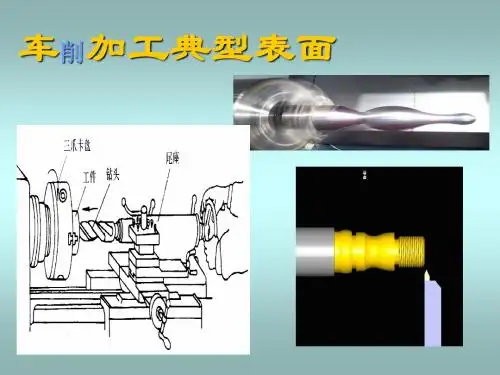
外圆表面加工方法一、车削加工。
1.1 车削是外圆表面加工中最为常见的方法之一。
就像一个熟练的厨师切菜一样,车刀在工件上稳稳地切削。
车削能够高效地去除大量材料,对于那些尺寸较大、精度要求不是特别高的外圆表面来说,车削就像是一个大力士,轻松搞定。
比如说加工一些普通的轴类零件,车削能快速地把毛坯加工成接近最终尺寸的形状。
而且车削的设备相对简单,操作也比较容易上手,对于初入机械加工行业的小年轻来说,就像入门的敲门砖,先从车削开始学习加工工艺是很不错的选择。
1.2 车削加工还可以通过调整刀具的角度、切削速度等参数来提高加工精度。
这就好比一个经验丰富的老司机,根据不同的路况调整车速和驾驶方式。
不过车削加工在精度上还是有一定的局限性,对于那些超高精度的外圆表面,车削可能就有点力不从心了,就像让一个短跑运动员去跑马拉松,虽然也能跑,但不是专长。
二、磨削加工。
2.1 磨削加工那可就是外圆表面加工中的精细活了。
磨削就像是给工件做一次精致的美容,把表面打磨得光滑无比。
它使用砂轮作为切削工具,砂轮就像一把超级细腻的锉刀。
对于那些精度要求极高、表面粗糙度要求很小的外圆表面,磨削是不二之选。
比如在加工高精度的轴类零件用于航空航天设备时,磨削加工就像一个技艺精湛的工匠,精心雕琢着每一个细节。
2.2 磨削加工虽然精度高,但它的加工效率相对较低,而且成本也比较高。
这就像买奢侈品一样,东西好但是价格贵。
不过在一些对精度要求极高的领域,成本和效率就得往后稍稍了,毕竟质量才是关键。
就像俗话说的“好货不便宜,便宜没好货”,想要高质量的外圆表面,就得接受磨削加工的这些小缺点。
2.3 磨削加工还有不同的类型,像外圆磨床、无心磨床等。
外圆磨床就像一个传统的老工匠,规规矩矩地对工件进行磨削。
而无心磨床则有点像一个灵活的小机灵鬼,不需要工件有严格的中心定位就能进行磨削,对于一些批量生产的小型轴类零件特别适用。
三、铣削加工。
3.1 铣削加工外圆表面相对来说用得比较少,但也有它独特的地方。
典型轴类零件加工工艺分析Company number:【0089WT-8898YT-W8CCB-BUUT-202108】阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。
表6—13为该轴加工工艺过程。
生产批量为小批生产。
材料为45热轧圆钢。
零件需调质。
(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。
根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。
(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。
传动轴大多是回转表面,主要是采用车削和外圆磨削。
由于该轴主要表面M,N,P,Q 的公差等级较高(IT6),表面粗糙度值较小(μm),最终加工应采用磨削。
其加工方案可参考表3-14。
2.划分加工阶段该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。
各加工阶段大致以热处理为界。
3.选择定位基准轴类零件的定位基面,最常用的是两中心孔。
因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。
而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。
但下列情况不能用两中心孔作为定位基面:(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。
(2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。
为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。
①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;②当轴有圆柱孔时,可采用图6—35a所示的锥堵,取1∶500锥度;当轴孔锥度较小时,取锥堵锥度与工件两端定位孔锥度相同;③当轴通孔的锥度较大时,可采用带锥堵的心轴,简称锥堵心轴,如图6—35b 所示。

目前常用的超光滑表面加工方法,是由传统的研磨抛光加工技术改进而来的,如浴法抛光、浮法抛光等,此类方法材料去除率低,也能够达到亚纳米量级的表面粗糙度,但很难避免机械接触式抛光对工件表面带来的亚表面损伤和加工变质层。
各种基于新原理的抛光方法逐渐被提出,如离子束抛光、等离子体辅助化学抛光、液体喷射抛光、磁流变抛光、化学机械抛光和弹性发射加工等。
其中日本大阪大学学者发明的弹性发射加工方法利用工件材料与磨料之间发生固相反应实现原子级材料去除,被认为是获得最高表面质量的加工方法,可以达到RMS 0.1nm 的表面粗糙度,但其加工效率很低,并且设备复杂,维护成本高。
纳米颗粒射流抛光是借鉴了弹性发射加工的去除原理的一种超光滑表面加工方法,结合数控技术可以实现光学零件纳米级粗糙度、无表面损伤的精确抛光,但仍然存在抛光效率不高的问题。
光学元件的加工一般都需要三大基本步骤:铣磨、精磨和抛光,其中铣磨和抛光是最主要的两道工序。
抛光的目的是在去除表面破坏层的同时精修面形。
现行的抛光理论认为抛光是三种作用的结果:磨料与工件之间的机械磨削、抛光液的化学作用和工件表面的热流动。
这些理论对于超光滑表面加工已经不完全适用,基于新原理的超光滑表面加工方法不断涌现。
液体喷射抛光技术:液体喷射抛光技术(Fluid Jet Polishing, FJP)是近几年提出的用于加工脆性材料光学元件的新方法。
液体喷射抛光技术系统如图1-4 a)所示,其思想源于磨料射流加工技术,高压泵加速混有磨料粒子的抛光液,利用磨料粒子对工件表面材料的冲击和剪切作用实现材料去除。
该方法通过控制液体喷射的压力、方向及驻留时间实现对工件面形的定量修正。
加工机床本体纳米颗粒胶体液流动压空化射流抛光要实现对非球面的加工,因此,抛光的机床应具有X,Y,Z,A,C 五轴联动的功能。
在转台上安装喷射头部分,通过控制转台的沿Z 轴上下运动和沿A 轴的摆动实现喷射距离和喷射角的变化。
1、外圆表面的加工路线
μ)
①粗车→半精车→精车(加工精度≤IT7,表面粗糙度≥Ra0.8m
②粗车→半精车→粗磨→精磨(黑色金属特半精车后有淬火要求,
μ)
加工精度≤IT6,表面粗糙度≥Ra0.16m
③粗车→半精车→精车→金刚石车(适用于有色金属)
④粗车→半精车→粗磨→精磨→研磨、超精加工、砂带磨、镜面磨或抛光
2、孔的加工路线
①钻→粗拉→精拉(7级精度)
②钻→扩→铰→手铰(7级精度)
③钻或粗镗→半精镗→精镗→浮动镗或金刚镗
④钻(或粗镗)→粗磨→半精磨→精磨→研磨或珩磨
(主要用于淬硬零件加工后精度要求高的孔加工)
3、平面的加工路线
①粗铣→半精铣→精铣→高速铣
②粗刨→半精刨→精刨→宽刀精刨、刮研或研磨
③粗铣(刨)→半精铣(刨)→粗磨→精磨→研磨、精密磨、砂带磨或抛光
④粗拉→精拉(适用于有沟槽或有台阶面的零件)
⑤粗车→半精车→精车→金刚石车(主要用于有色金属零件的表面加工)
本图技术要求:材料:20CrMnTi,硬度:HRC50—55,未注倒角2*45
本题要求如下内容;1、毛坯后去应力,2、粗加工阶段,3半精加工阶段,4热处理阶段,5精加工阶段6检验工序7其它工序。
内容、组织教学、复习提问1、机械加工精度的定义及内容?2、获得尺寸精度的方法?3、获得形状精度的方法?4、影响加工精度的因素,原始误差的分类?三、讲授新课教学任务导入:由于机械加工过程中工件受到外力、内力、工艺装备、环境因素以及人为因素等影响,不可避免出现加工误差。
加工误差最终反映在零件的已加工表面上,如果这种加工误差超出了零件的技术要求,就会出现废品。
零件加工过程中一旦出现质量问题,必须分析原因,提出改进措施。
中国做为制造中心,如果岀现质量问题,很多情况下都会是批量质量事故。
研发系统普遍采用项目管理制,项目费的高低与项目质量问题、进度等息息相关。
汽车召回(RECALL),就是投放市场的汽车,发现由于设计或制造方面的原因存在缺陷,不符合有关的法规、标准,有可能导致安全及环保问题,厂家必须及时向国家有关部门报告该产品存在问题、造成问题的原因、改善措施等,提岀召回申请,经批准后对在用车辆进行改造,以消除事故隐患。
目前实行汽车召回制度的国家有美国、日本、加拿大、英国、澳大利亚等。
如一汽-大众汽车有限公司、大众进口汽车销售有限公司从2009年10月7日起,召回部分装备6速DSG双离合自动变速箱的09款国产迈腾、进口奥迪TT、进口大众EOS、CC、R36、R36 Variant 及GTI 轿车,涉及车辆数量总计2760辆。
本次召回涉及部分装备DSG变速箱的车辆,由于油液温度传感器可能向控制单元发送错误的温度信号,有可能导致控制单元启动变速箱保护模式,暂时中断动力输岀。
故障发生时,仪表板上的档位指示灯会闪烁,同时刹车踏板指示灯亮起。
一汽-大众、大众进口将对召回范围内的车辆进行免费维修,更新变速箱控制单元程序。
吉利控股集团浙江豪情汽车制造有限公司自2009年9月20日起,召回2008年12月25日至2009年2月14日期间生产的部分远景JL7180型汽车,涉及车辆总计2175辆。
本次召回范围内的车辆,由于动力转向器进岀油管总成中回油管连接处扣铆工艺原因,造成部分回油管扣铆深度过大,导致软管损坏而产生漏油,进而导致转向助力不足,方向操作困难,影响驾驶安全。