制程品质控制流程图 (1)
- 格式:docx
- 大小:24.17 KB
- 文档页数:5

TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序
TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。

制程质量控制流程图制程质量控制是指在生产制造过程中,通过一系列的控制措施和流程,确保产品质量的稳定和可靠性。
制程质量控制流程图是用来描述制程质量控制的步骤和流程的图表,通过该流程图可以清晰地了解制程质量控制的整体流程和各个环节的关联关系。
制程质量控制流程图通常包括以下几个主要步骤:1. 制定质量控制策略:确定制程质量控制的目标和策略,包括制定合理的质量指标和控制标准。
2. 制定质量控制计划:根据产品的特性和生产过程的特点,制定详细的质量控制计划,包括质量控制的时间节点、控制方法和控制点等。
3. 进行质量检测:在生产制造过程中,根据质量控制计划进行质量检测,包括原材料的检测、生产过程的检测和最终产品的检测等。
4. 分析质量数据:对质量检测得到的数据进行分析和统计,了解产品质量的状况和趋势,及时发现问题和异常。
5. 采取纠正措施:根据质量数据分析的结果,采取相应的纠正措施,包括调整生产参数、改进工艺流程和培训操作人员等。
6. 持续改进:根据质量控制的效果和反馈,进行持续改进,优化质量控制流程和方法,提高产品的质量和可靠性。
制程质量控制流程图的设计应该符合以下要求:1. 清晰明了:流程图应该简洁明了,能够清晰地展示制程质量控制的各个步骤和环节,让读者一目了然。
2. 逻辑严谨:流程图的步骤和流程应该按照实际的质量控制流程进行排列,逻辑严谨,确保每个步骤都有明确的输入和输出。
3. 标识符合规范:流程图中的各个符号和标识应该符合国际通用的标准,比如使用矩形表示步骤、使用菱形表示判断、使用箭头表示流程等。
4. 字体规范:流程图中的文字应该清晰可读,字体大小和字体样式应该统一,以保证流程图的整体美观和可读性。
5. 配色协调:流程图的配色应该协调一致,使用明亮的颜色来突出重点和关键步骤,使用柔和的颜色来表示普通步骤。
6. 图例齐全:流程图中应该包含一个图例,用来解释各个符号和标识的含义,方便读者理解。
7. 简洁明了的说明:流程图的边缘或底部应该包含简洁明了的文字说明,用来解释整个制程质量控制流程图的目的和内容。

制程品质管控李朝聘2011/9/16树立正确的品质理念品质理念主要是指质量管理的观念,就是对质量管理的一种总的看法,态度。
“态度决定一切,思想决定行动”品质是由人做出来的,取决于人员的品质观念和态度,如果人员的品质观念和态度发生偏差,则品质体系再完善,品质控制方法再先进也没用!如果有正确的质量观念,则在工作中就会把质量放在首位。
相反,就会反感,忽视质量工作,更谈不上把质量放在首位。
绝大多数是管理者和工人的思想意识决定了生产产品的品质。
1.如果你接受事情总会出差错的观点,那么问题就一定会出现。
2.如果你认为你的产品从本质上品质成本就低不了,认为这是无法改变的现况,那么事情定会如你所想。
3.如果你觉得交货时延期是所在行业的特点,那么这也会一样如你所愿。
思想决定行动1、品质是件奢侈的事情,一定要投入很多的钱;(其实,真正费钱的方面正是不符合要求的事,而如果第淮尉桶咽虑樽龆裕 切├朔言诓咕裙ぷ魃系氖奔洹⒔鹎 途 涂梢员苊?;2、品质是检查出来的,不是设计出来的,生产出来的,预防出来的;3、品质仅是一线作业员工做的,管理者的责任不大;4、品质是质量部的事与我们无关,好坏都无所谓;5、品质是由管理人员来控制的与我们一线作业员工无关;不好的品质理念品质改善,人人有责6、烧熟了,我今天就不达标了,没关系,做出来就有钱,后边可以打磨;7、设法把每件事情都做对是不切合实际的,不可能的事;8、我只管达标,不管品质,达标第一,质量第二;9、生产是创造价值的,品管是浪费成本的;10、品管都没说,都签字放行了,你还管什么;11.你是生产部的,还是质量部的,我把品管都忽悠过去了,你还在叫什么….等等;以上说法无疑是对品质的误解,如果以这样的思想、态度来对待品质,则品质会怎么样,怎么可能做好?不好的品质理念破除旧的观念!俗话说:「预防重于治疗」,能防患于未然之前,更胜于治乱于已成之后。
我们往往忽视了预防的重要性,不愿意花费少许的钱去提前预防不良的发生,而在客诉后大批返工、大批退回产品及厂内产生严重质量问题的时候花费,超过预防成本十倍甚至更多的成本去围堵那个漏洞!质量重在预防其实,检验是在过程结束后把坏的产品从好的里面挑选出来的,属于“死后验尸”型,只是将不良品隔离剔除,再将问题反馈到责任部门,采取矫正预防措施。
![HSF控制流程[模板]](https://uimg.taocdn.com/68c1552c08a1284ac9504304.webp)
HSF控制流程
1. 目的
为使我公司外购原材料、零件以及本公司生产之产品符合客户及QC080000有害物质管控要求,特制定本流程。
2. 概述
讲述了从“客户HSF标准输入与评审、文件控制、PDT选用开发、试制、承认、量产及售后管理”
阶段对HSF的有效控制,确保我司提交给客户的产品符合客户HSF环保要求,提高客户满意。
3. 术语
4. 角色与职责
5. 流程图
清晰版本见如下附件:
6.流程说明
7.裁剪指南
无
8.流程范围
9.流程绩效指标
10.支持文件
11.流程接口描述
12.记录的保存
13.补充说明
无
14.文件拟制/修订记录。
制程质量控制流程图制程质量控制流程图1:概述本文档旨在介绍制程质量控制流程,以确保产品的制造过程符合质量要求。
制程质量控制是产品质量管理的重要组成部分,通过对制造过程中的各项参数和环节进行监控和调整,以达到产品质量稳定和优化的目标。
2:质量策划2.1 制定质量目标:明确产品制造过程中的质量要求和指标,确保产品质量符合客户需求和标准。
2.2 制定质量计划:制定详细的制程质量控制方案,包括质量检测方法、检测频率、抽样方案等,确保制程质量控制得到有效执行。
3:前期准备3.1 建立质量控制团队:组建由质量工程师、工艺工程师和生产人员组成的质量控制团队,确保各项制程质量控制工作得以顺利进行。
3.2 设备校准与验证:对生产所需的设备进行校准和验证,确保设备的准确性和稳定性,以保证制程质量可控。
3.3 建立记录系统:建立完善的记录系统,包括产品质量检测记录、纠正措施记录等,以便后续的数据分析和持续改进。
4:制程质量控制流程4.1 原材料检验:对原材料进行严格的检验,包括外观检查、物理性能测试和化学成分分析等,确保原材料符合质量要求。
4.2 设备状态监控:通过定期的设备巡检和状态记录,监控设备的运行状态,及时发现并处理设备异常情况,以保证制程的稳定性。
4.3 工艺参数控制:对工艺过程中的各项参数进行严密控制,包括温度、压力、速度等,确保产品符合质量标准。
4.4 过程检验:对制程中的关键环节和关键参数进行抽样检验,包括外观检查、尺寸测量和功能测试等,以判断制程的合格程度。
4.5 数据分析与改进:通过对制程质量数据进行统计和分析,发现潜在问题和改进机会,并采取相应的纠正措施和预防措施,以提升制程质量。
5:结束本文档涉及附件:附件1-质量目标设置表、附件2-制程质量控制计划表、附件3-原材料检验记录表、附件4-设备状态记录表、附件5-工艺参数记录表、附件6-过程检验记录表、附件7-数据分析报告。
本文所涉及的法律名词及注释:- 质量管理体系:是指组织在为满足顾客满意度的质量要求而制定并持续实施的质量管理活动的总体的、持续的、分阶段的系统。
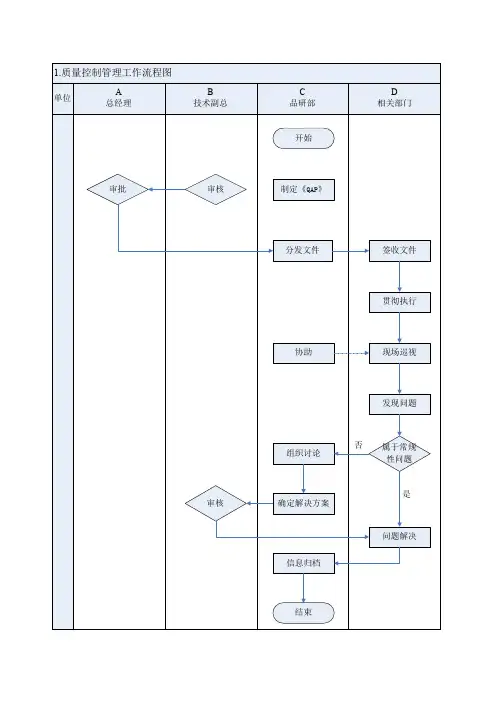
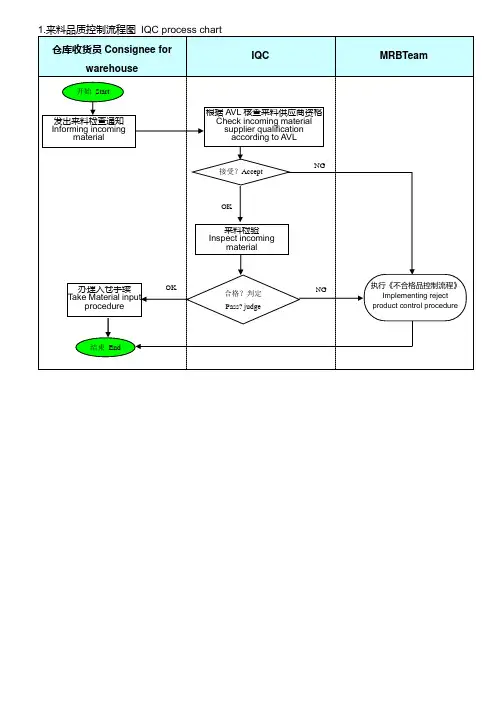
IPQC(制程控制)工作流程与方法IPQC(InPut Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
由于IPQC采用的检验方式是在生产过程中的各工序之间巡回检查,所以又称为巡检。
IPQC一般采用的方式为抽检,检查内容一般分为对各工序的产品质量进行抽检、对各工序的操作人员的作业方式和方法进行检查、对控制计划中的内容进行点检。
1IPQC目的产品实现的过程是一个复杂的人机交互的系统,由不同的工序构成, 在这个过程中,既有物流,又有信息流,要想使输出满足客户要求,就必须做到如下几个方面:1.保证输入质量2.机器设备稳定,有充分的能力,人员严格按标准作业3.与产品质量密切相关的各关键参数(CTQ)处于稳定受控状态4.信息准确,完整,及时,能发挥指导作用5.有效的工序监控机制,能及时发现过程的异常6.向前反馈机制使过程能及时对异常进行修正7.向后反馈机制能有效防止不良流失8.产品初末件审核,提供班次质量保证9.工序接口顺畅,防止资源浪费以上各方面的执行有赖于IPQC的持续努力,而正是有了以上的支持,过程才是真正意义上的,保证输出质量的过程,所以IPQC的工作,实现了流程向过程的过渡,使输出不再是输入的简单相加,而是数量和质量上增值。
2IPQC工作流程简单的说:工作内容包括首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl)目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
文件制修订记录1.0目的:规范统计制程管制SPC运作,以确保各项管制能有效实施,预防重大质量异常的发生。
2.0范围:适用于本公司所有制程,包含成品、半成品、设备。
3.0职责:3.1品质部:主导全厂SPC的推行和运作,提供必要的技术支持和培训,和工程部一起选择管制项目,决定管制标准,监督生产单位的品质状况,协助生产单位分析解决问题,验证改善效果。
4.0定义:4.1SPC:统计制程管制,是一种借助数理统计方法对制程品质状况进行管控的工具。
它对生产过程进行分析评价,根据反馈资讯及时发现系统性因素出现的征兆并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
4.2关键管制特性:有关产品的要求(尺寸、性能测试)或制程参数具有特别的重要性之管制特性,在控制计划&FMEA中以『★』标示,5.0作业内容:5.1实施SPC的两个阶段5.1.1分析阶段:分析阶段的主要目的在于:(1).了解制程现状;(2).使制程处于稳定状态;(3).使制程能力足够。
分析阶段首先要进行的工作是生产准备,即把生产过程所需的原料、劳动力、设备、测量系统等按照标准要求进行准备,生产准备完成后就可以进行生产,注意一定要确保生产是在影响生产的各要素无异常的情况下进行。
然后可以用生产过程收集的资料计算控制界限,作成分析用管制图、直方图、或进行过程能力分析,检验生产过程是否处于稳定状态以及过程能力是否足够。
如果任何一个不能满足则必须寻找原因进行改进,重新进行生产及分析。
直到达到了分析阶段的三个目的,则可认宣告结束,进入SPC监控阶段。
5.1.2监控阶段监控阶段的主要工作是使用控制用控制图对制程进行监控。
此时控制图的控制界限已经根据分析阶段的结果而确定;生产过程的资料及时绘制到控制图上并密切观察控制图,控制图中点的波动情况可以显示出过程受控或失控,如果发现失控,必须寻找原因并尽快消除其影响。
监控可以充分体现出SPC预防控制的作用。
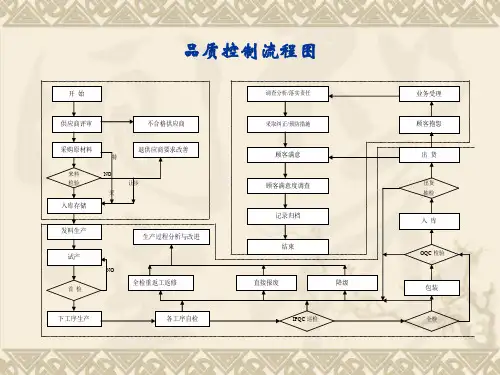
1. 品质控制流程图搅拌时间、来料品质控制制程品质控制2. Reliability Test 可靠性测试Item项目Inspecting Method测试方法Standard标准High temperature performance 高温性能When the battery is standard charged, it shall beput into a chamber at ( 55±2 )℃for 2h, thendischarged at 1.0CA constant current to 3.00V.完全充电后置于55±2℃,2h用1CA放电至3.0V。
Discharging shall not be less than51 minutes; and the batteryappearance has no deform, noleak-out and no explosion.电池放电时间不少于51min,电池外观无变形、无爆裂。
Low temperature performance 低温性能When the battery is standard charged, it shallbe put into chamber at ( -10±2 )℃for16-24h,then discharged at 0.2CA constantcurrent to 3.00V before it is taken out and putinto the temperature of ( 20±5 )℃for 2h for itsappearance check with eyes.完全充电后置于-10±2℃,16-24h用0.2CA放电,结束后将电池置于20±5℃条件下搁置2h,观察电池外观。
Discharging shall not be less than3 hours; and the batteryappearance has no deform, noleak-out and no explosion.电池放电时间不少于3小时,电池外观无变形、无爆裂。