物料衡算表
- 格式:doc
- 大小:119.50 KB
- 文档页数:6
物料衡算物料衡算的准则就是质量守恒定律,即“进入一个系统的全部物料必等于离开这个系统的全部物料,再加上过程损失量和在系统中积累量”。
依据质量守恒定律,对研究系统作物料衡算,可由下式表示[13]:∑G进=∑G出+∑G损+∑G积其中式中:∑G进——输入物料量总和;∑G出——输出物料量总和;∑G损——总的物料损失量;∑G积——系统中的积累量。
根据设计任务,苯酐生产能力为80000吨/年,产品纯度达到99.9wt%按照8000小时开工计算,每小时的生产能力:80000×1000×99.9%/8000= 9990kg/h3.1 反应器中氧化反应的物料衡算3.1.1 氧化反应过程的衡算基准本次设计以每小时生产9990kg为基准,进料量9400kg/h,转化率99.8%;生成苯酐的选择性约为0.8;空气与邻二甲苯进料比为9.5:1;主要副产品为苯酞、顺酐、苯甲酸、柠槺酐、二氧化碳、一氧化碳等。
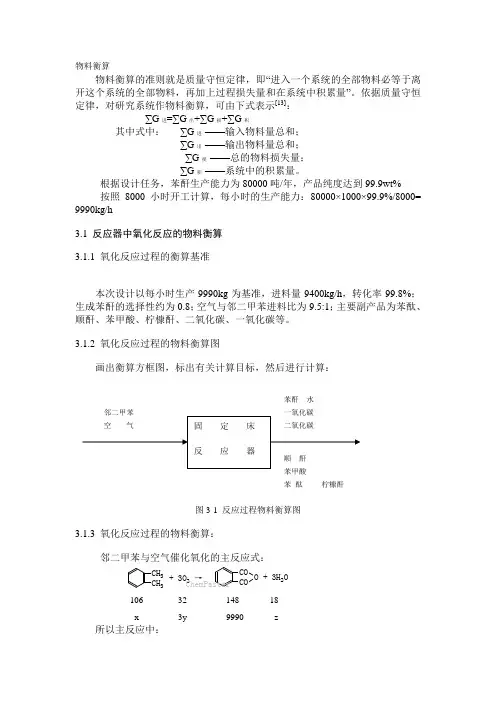
3.1.2 氧化反应过程的物料衡算图画出衡算方框图,标出有关计算目标,然后进行计算:图3-1 反应过程物料衡算图3.1.3 氧化反应过程的物料衡算:邻二甲苯与空气催化氧化的主反应式:106 32 148 18x 3y 9990 z所以主反应中:(1)邻二甲苯消耗量:9990148106=x x = 7155 kg/h 氧气消耗量:9990148y 332=⨯ y =6480 kg/h 水的生成量: 9990148z 318=⨯ z = 3645 kg/h (2) 邻二甲苯转化率为99.8%,且邻二甲苯的进气量为9400kg/h ,所以: 邻二甲苯生产苯酐的选择性为:7155/9400/99.8%=77.27%。
(3)设计进料空邻比为9.5:1,所以空气进料量计算:5.91w 9400=w 空 =89300 kg/h 空气中 O 2所占的比例为21%,所以工艺空气中氧气的进料量:w 氧 = 89300×21%= 18753kg/h 。
1 精馏塔的物料衡算1.1 原料液及塔顶和塔底的摩尔分率 甲醇的摩尔质量 A M =32.04kg/kmol 水的摩尔质量 B M =18.02kg/kmol315.002.18/55.004.32/45.004.32/45.0=+=F xxD=(0.98/32.04)/(0.98/32.04+0.02/18.02)=0.898 1.2 原料液及塔顶和塔底产品的平均摩尔质量F M =0.315⨯32.04+(1-0.315) ⨯18.02=22.44kg/kmol D M =0.898⨯32.04+(1-0.898) ⨯18.02=30.61kg/kmol1.3 物料衡算原料处理量 F=17500000/(330⨯24⨯22.4)=98.467kmol/h 总物料衡算 98.467=D+W甲醇物料衡算 ωX +=⨯W D 898.0315.0467.98联立解得 D=48.462kmol/h W=93.136kmol/h Xw=0.001W M =0.001⨯32.04+(1-0.001) ⨯18.02=18.03kg/kmol2 塔板数的确定2.1 理论板层数N T 的求取2.1.1 相对挥发度的求取将表1中x-y 分别代入)1()1(A A AA y x y x --=α得表2所以==∑1212...21a a a m α 4.22.1.2进料热状态参数q 值的确定根据t-x-y 图查得x F =0.315的温度t 泡=77.6℃ 冷液进料:60℃t m =26.7760+=68.8℃查得该温度下甲醇和水的比热容和汽化热如下:则Cp=2.84×0.315+4.186×0.685=3.7579 kJ/kg K r 汽=1091.25×0.315+2334.39×0.685=1942.8 kJ/kgq=汽汽进泡r r )t -(+t Cp =8.19428.19428.686.77×7579.3+)—(=1.017>1 2.1.3求最小回流比及操作回流比采用作图法求最小回流比,在x-y 图中、自点(0.315,0.315)作进料线方程: y=1-q Xf 1--x q q =59.8x -18.53 (1) 操作线方程: y=x )1-α(1αx+= 3.2x14.2x + (2)联立(1)(2)得到的交点(0.321,0.668)即为(Xq,Yq )所以最小回流比R min =-Xq -Yq Xd Yq =321.06658.06658.0898.0--=0.6734取操作回流比为R=2R min =1.34682.1.4求精馏塔的气、液相负荷/h 46.473kmol =34.5061.3468=RD =L ⨯/h80.979kmol =34.506 2.3468=1)D +(R =V ⨯/h 144.94kmol =98.467+46.473=F +L = L' /h 80.979kmol =V =V'2.1.5求操作线方程精馏段操作线方程为1n y +=1R R +n x +1D x R +=3468.23468.1n x +3468.2898.0=0.574n x +0.383 (a )提馏段操作线方程0004.079.10005.0979.80961.63979.8094.144'''1'-=⨯-=-=+m m W m m x x x VW x V L y (b )2.1.5采用逐板法求理论板层数由 1(1)q q qx y x αα=+- 得y yx )1(--=αα将 α=4.2 代入得相平衡方程yyyyx 2.32.4)1(-=--=αα (c )联立(a )、(b )、(c )式,可自上而下逐板计算所需理论板数。

3.物料衡算生产过程的总物料衡算3.1.1生产能力年生产商品味精(99%)50000t,折算为100%味精为49500t/a。
日生产商品味精(99%):50000/320=(t/d),折算为100%味精为155t/d。
3.1.2计算指标(以淀粉质为原料)计算指标[10]见表。
表计算指标项目指标淀粉糖化转化率%发酵产酸率(浓度)11%发酵对糖转化率60%培养菌种耗糖为发酵耗糖的%谷氨酸提取收率96%精制收率95%商品淀粉中淀粉含量86%发酵周期(含辅助时间)40h全年工作日320d3.1.3物料衡算(1)1000kg纯淀粉理论上产100%MSG量1000××%×=1153.5kg式中%——谷氨酸对糖的理论转化率——纯味精相对分子质量纯谷氨酸相对分子质量=184147=(2)1000kg纯淀粉实际产100%MSG量1000××%×60%×(100%-%)×96%×95%×=749.6kg (3)1000kg商品淀粉(含量86%的玉米淀粉)产100% MSG量×86%=644.7 kg(4)淀粉单耗①1t100%MSG消耗纯淀粉量1000749.6=t ②1t100%MSG实耗商品淀粉量1000644.7= t/t ③1t100%MSG理论上消耗纯淀粉量10001153.5= t/t④1t100%MSG理论上消耗商品淀粉量0.866986%= t/t (5)总收率可按以下两种方法计算①)749.6)1153.5100%100%64.98% kgkg⨯⨯实际产量(理论产量(==②98.5%60%98.5%96%95%100%64.98%81.7%⨯⨯⨯⨯⨯=(6)淀粉利用率1.008100%65%1.5511⨯=(7)生产过程总损失100%-65%=35%(8)原料及中间品计算①品淀粉或淀粉乳用量:日产100%味精155t,单耗商品淀粉,日耗商品淀粉量155×=d相当日耗100%淀粉:×86%= t/d如使用°Bé,含淀粉30.113g/dL的淀粉乳,日耗量为30%=d(30.113g/dL≈30%)②糖化液量:日产纯糖量×86%××%= t/d只算为30%或34g/dL的糖液30%=; 34= m3③发酵液量:发酵液中纯谷氨酸量×60%×(100%-%)=d折算为谷氨酸11g/dL 的发酵液量11=d×=d 为发酵液相对密度)④提取谷氨酸量:产纯谷氨酸×96%=d折算为90%湿谷氨酸量90%= t/d3.1.4总物料衡算结果总物料衡算结果汇总见表。
3.2 物料衡算3.2.1 全年生产安排本设计年产1000t红芸豆饮料厂,生产芸豆浓浆和芸豆乳饮料两种新型营养复合蛋白饮料,两种蛋白饮料年产均为500t,年生产日为300天,每天一班,日工作8h,理论设计每种产品每班产量500÷300≈1.667t。
考虑到在生产过程中可能会出现的罐装、密封、包装不好等现象导致产品的不必要损失。
成品率为99.7%所以每种产品每班产量设计为1.67t,每班生产3.34t。
由于两种产品只是调配时配方不同,其他工艺相同,所以每种产品每天生产4h,两种产品用一条生产线。
平均每小时生产计算在本设计中每班生产8h,则有:每小时产量=班产量(t)÷有效生产时间(h)=3.34(t/班)÷8(h)=0.4175(t/h)本设计预计成品年产量为:3.34×300=1002t。
红芸豆饮料每盒250g,每天生产3340000÷250=13360盒则每小时生产13360÷8=1670盒3.2.2 原辅料物料衡算3.2.2.1 物料衡算全年生产300班,每种产品成品班产量为1.67t,成品总班产量3.34t。
红芸豆浸泡时豆水比例1:3,浸泡后增重2倍。
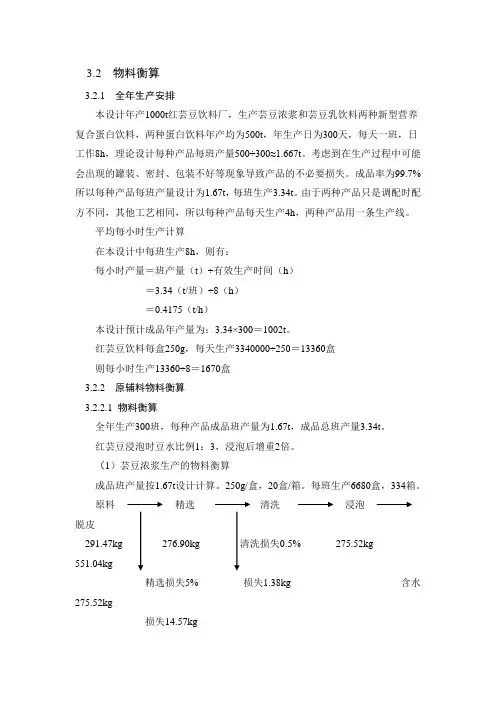
(1)芸豆浓浆生产的物料衡算成品班产量按1.67t设计计算。
250g/盒,20盒/箱。
每班生产6680盒,334箱。
原料精选清洗浸泡脱皮291.47kg 276.90kg 清洗损失0.5% 275.52kg551.04kg精选损失5% 损失1.38kg 含水275.52kg损失14.57kg蒸煮糊化磨浆过滤调配损失4% 加红芸豆529.00kg 1587.00kg 损失3%添加辅料损失22.04kg 含水264.50kg 损失47.6kg(见表)再加水1058.00kg1539.40kg红芸豆浆占总量91.8% 杀菌脱臭均质灌装1676.9kg 灌装损失0.2%损失3.4kg 检验装箱 1.67t成品入库6694盒250g/盒检验损失0.2% 20盒/箱损失14盒6680盒,334箱图3-1 芸豆浓浆物料衡算(2)芸豆乳饮料生产的物料衡算成品班产量按1.67t设计计算。
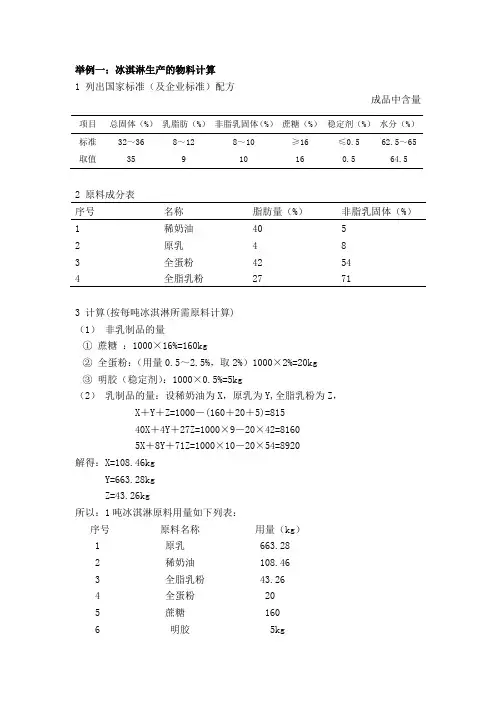
举例一:冰淇淋生产的物料计算1 列出国家标准(及企业标准)配方成品中含量项目总固体(%)乳脂肪(%)非脂乳固体(%)蔗糖(%)稳定剂(%)水分(%)标准32~36 8~12 8~10 ≥16 ≤0.5 62.5~65 取值35 9 10 16 0.5 64.52 原料成分表序号名称脂肪量(%)非脂乳固体(%)1 稀奶油40 52 原乳 4 83 全蛋粉42 544 全脂乳粉27 713 计算(按每吨冰淇淋所需原料计算)(1)非乳制品的量①蔗糖:1000×16%=160kg②全蛋粉:(用量0.5~2.5%,取2%)1000×2%=20kg③明胶(稳定剂):1000×0.5%=5kg(2)乳制品的量:设稀奶油为X,原乳为Y,全脂乳粉为Z,X+Y+Z=1000-(160+20+5)=81540X+4Y+27Z=1000×9-20×42=81605X+8Y+71Z=1000×10-20×54=8920解得:X=108.46kgY=663.28kgZ=43.26kg所以:1吨冰淇淋原料用量如下列表:序号原料名称用量(kg)1 原乳 663.282 稀奶油 108.463 全脂乳粉 43.264 全蛋粉 205 蔗糖 1606 明胶 5kg举例二:班产12.5吨原汁猪肉罐头的罐头车间物料计算1. 罐头规格=397g/罐2. 成品罐头数=(12×1000)/(397×310-)=31486罐3. 每箱装48罐罐头4. 每班纸箱总数=31486/48=656个(用以确定包装机械、纸箱仓库面积)5. 产品中次品率0.2%6. 实际产罐头数=31486/(1-0.2%)=31549个7. 次品罐头数=31549-31486=63个8. 进入杀菌锅罐头数=31549个(确定杀菌面积)9. 每罐装肉量=360g10. 洗罐时筛选出0.2%11. 所需总罐数=31549/(1-0.2%)=31612空罐(空罐车间安排生产、机械选型)12. 罐内净装肉总量=31549×360×310-=11358kg13. 装罐时,肉损失1%14. 实际需用肉量=11358/(1-1%)=11473kg15. 调味料加入量=1.087%(占肉量)16. 调味料用量=11473×1.087%=124.7kg17. 切成小块肉时的损失=1.33%18. 切块前肉量=(11473-124.7)/(1-1.33%)=11501kg19. 去淋巴、杂质等损失=0.6%20. 去杂质前的肉量=11501/(1-0.6%)=11570kg21. 切大块损失=1.31kg22. 切大块前肉量=11570/(1-1.31%)=11724kg23. 去皮率=10%24. 未去皮肉量=11724/(1-10%)=13027kg25. 去骨头率=13.3%26. 去骨前肉量=13027/(1-13.3%)=15025kg27. 冻猪肉分段损失率=2.2%28. 所需冻猪肉量=15025/(1-22%)=15363kg29. 原料消耗定额=原料量/成品量=15363/12500=1.23(即每班成品所消耗原料量)30. 出成率=12500/15363=81.4%(最后列表)举例三日处理鲜奶10吨的全脂乳粉的物料计算1 日处理鲜奶10吨2 每天班次2班3 每班生产6小时4 每小时处理鲜奶量=10×1000/2×6=833.3kg/h5 浓缩前损失率=0.2%6 蒸发前奶量=833.3×(1-0.2%)=831.6kg/h(确定浓缩设备)7 蒸发过程损失率=0.2%(以浓缩前为基准)8 蒸发过程损失量=831.6×0.2%=1.66kg/h9 浓缩终点浓度=45%(原乳浓度=11.2%)10 浓缩后奶量=(831.6-1.66)×11.2%/45%=206.94kg/h11 水分蒸发量=831.6-1.66-206.94=623kg/h(确定蒸发设备蒸汽耗量、传热面积)12 喷雾损失率=0.5%13 干燥塔损失乳量=206.94×0.5%=1.04kg/h14 进入干燥塔乳量=206.94-1.04=205.94kg/h15 乳粉含水量=2%16 干燥出水分量=205.9×(1-45%/98%)=111.36kg/h(热风量、空气预热量选择)17 奶粉量=205.9-111.36=94.54kg/h18 包装时成品损失率=0.2%19 实际包装奶粉量=94.54×(1-0.2%)=94.36kg20 每袋乳粉规格=450kg21 成品袋数(每天)=94.36×6×2/0.45=2517袋22 单位产品原料消耗定额=833.3/94.36=8.83举例四 年产3000吨饮料的车间物料计算 1 产品方案如下:2 桔子汽水配方:白砂糖 10%( 其中3%用糖精或甜叶菊糖代替) 食用酸 0.08%(以柠檬酸汁) 防腐剂 3/万(苯甲酸钠) 桔子原汁 3% 桔子香精 0.075% 食用柠檬黄 0.0134‰ 食用胭脂红 0.0017‰3计算如下:① 成品量=1400吨/年② 产品合格率=99.5%(从贴标开始到出丁期间损失量) ③ 实际产品量=1400/99.5%=1404吨④ 实际班产量(每月按25天计) 4个月为3班,1个月为2班,1个月为1班 =1407/(4×25×3+1×25×2+1×25×1) ×0.75 =2.81吨/班 ⑤ 每小时产量=3.752/8=351kg/h ⑥ 每分钟产量=351/60=5.85kg/h ⑦ 每瓶装入量=240ml (org )⑧ 每分钟生产瓶数=5.85×1000/240=24.4≈25瓶/分 ⑨ 工艺损失率=5%(灌水时压差破损)⑩ 每分钟实际生产瓶数=25/0.95=26.3瓶≈26瓶/分(为设备选型、灌装机选型) ⑪ 班产瓶数=27×60×8=12960瓶/班名称 年产量(t )123456789101112桔子汽水 1400香槟 1600⑫纸箱数=12960/24=540箱/班(每箱装24瓶)⑬每班需白砂糖量=12960×240/1000×7%=217.7kg⑭每班需甜味素=(12960×240)/(1000×450)×3%=0.21kg(甜度比为1/450) ⑮每班需桔子原汁=12960×240/1000×3%=93.3kg⑯每班需防腐剂量=12960×240/1000×3/万=0.933kg⑰每班需桔子香精量=12960×0.24×0.075%=2.33kg⑱每班需柠檬黄=12960×0.24×0.0134‰=41.7g⑲每班需食用胭脂红=12960×0.24×0.0017‰⑳每班生产汽水用水量=12960×0.24-[⒀+⒁+⒂+⒃+⒄+⒅]=2795.8kg≈2.83m。
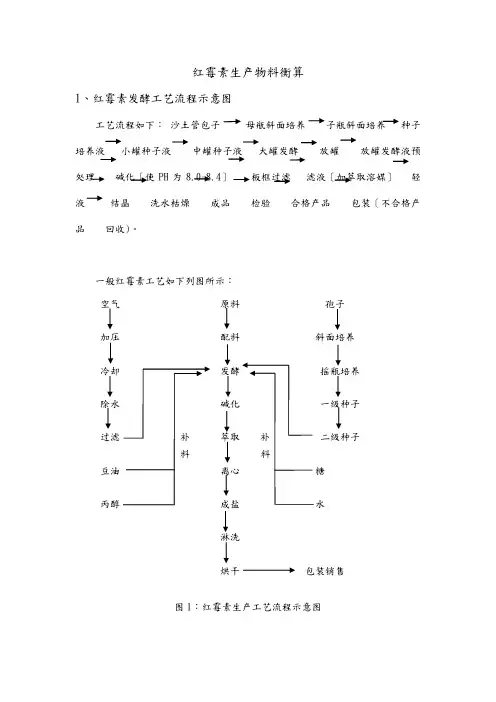
红霉素生产物料衡算1、红霉素发酵工艺流程示意图工艺流程如下:沙土管包子母瓶斜面培养子瓶斜面培养种子培养液小罐种子液中罐种子液大罐发酵放罐放罐发酵液预处理碱化〔使PH为8.0-8.4〕板框过滤滤液〔加萃取溶媒〕轻液结晶洗水枯燥成品检验合格产品包装〔不合格产品回收)。
一般红霉素工艺如下列图所示:空气原料孢子加压配料斜面培养冷却发酵摇瓶培养除水碱化一级种子过滤萃取二级种子豆油离心丙醇成盐淋洗烘干包装销售图1:红霉素生产工艺流程示意图2、工艺技术指标与根底数据〔1〕主要技术指标见表表1:红霉素发酵工艺主要技术指标表2:培养基配比〔质量分数〕:〔2〕发酵罐补料情况丙醇:发酵后24小时开场补,开场补之前要取样观察菌丝状态,菌丝需呈网状、展开,发酵液粘度达6S左右,补料前半小时去无菌样品,与正点取样相差1~2小时,24~32h时间每4h补12L丙酮,33~144h每小时补6L。
糖:糖可以通过菌体代谢后而调节发酵液的PH值,也可以做为红霉素放线菌的代谢碳源,大罐发酵30h时取样测PH值,大罐补淀粉液化糖1.7t,淀粉0.3kg,在80°C左右保温液化30min,一次消一到两个罐的淀粉液化糖。
油:本发酵工艺补油主要为豆油。
发酵后24开场补,其实速率为4L/h,以后看液面调整补油速度。
假设液面高那么应提前2h左右,每4h补6L,放罐前一个班每4h补10L。
油用于消泡和提高碳源。
水:放罐前两个班补水,每吨水加泡敌1L,玉米浆10L,30h左右根据液面补500-800t纯水,如果发酵过程中发酵液体积偏少,每班需补100-200L纯水。
全料:6-8小时根据液面下降情况可补全料,补前半小时取样。
3、培养基总物料衡算〔1〕放罐成熟发酵液量:根据产品质量µ1、放罐发酵单位µ2、提取总收率n 、年生产天数t 、倒罐率r ,可计算生产1000kg 成品所需的发酵液量。
V 0〔2〕放罐成熟发酵液量V 0分为三个局部组成: 底料 V 01=160×〔1-i 0-j 0)=160×76%=121.6〔m 3〕 种\液量 V 02=160×j 0=160×14%=22.4〔m 3〕 补料量 V 03=160×i 0=160×10%=16〔m 3〕〔3〕二级种子罐种液量 V 1由两局部组成:底料 V 11= V 02÷〔1- s 1〕×〔1-j 1〕=22.4÷0.90×70%=17.42〔m 3〕 种液量 V 12= V 02÷〔1- s 1〕×j 1=22.4÷0.90×30%=7.47〔m 3〕〔4〕一级种子干种液量V 2由两局部组成:底料 V 21= V 12÷(1-s 2)×〔1-j 1〕=7.47÷0.9×65%=5.39〔m 3〕 接种量 V 22= V 12÷(1-s 2)×j 2=7.47÷0.9×35%=2.99〔m 3〕)(160)03.01(84.0106000107501000)1(100036621m r n =-⨯⨯⨯⨯⨯=-⨯⨯⨯=μμ〔5〕发酵罐底料的物料用量:发酵罐培养基配方×V01÷(1-s0)×ρ0淀粉:m01=5%×V01÷(1-s0)×ρ0=5%×121.6÷0.9×1050=7093.3〔kg〕豆粉:m02=2.2%×V01÷(1-s0)×ρ0=2.2%×121.6÷0.9×1050=3121.1〔kg〕玉米粉:m03=1.8%×V01÷(1-s0)×ρ0=1.8%×121.6÷0.9×1050=2553.6〔kg〕氯化钠:m04=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕豆油:m05=0.50%×V01÷(1-s0)×ρ0=0.50%×121.6÷0.9×1050=709.3〔kg〕碳酸钙:m06=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕碳酸铵:m07=0.18%×V01÷(1-s0)×ρ0=0.18%×121.6÷0.9×1050=255.4〔kg〕生物氮:m08=0.80%×V01÷(1-s0)×ρ0=0.80%×121.6÷0.9×1050=1134.9〔kg〕糊精:m09=0.00%×V01÷(1-s0)×ρ0=0〔kg〕〔6〕发酵罐补料物料用量:发酵罐补料培养基配方×V03÷(1-s0)×ρ0m31=4.38%×V03÷(1-s0)×ρ0=4.38%×16÷0.9×1050=817.6〔kg〕豆粉:m32=3%×V03÷(1-s0)×ρ0=3%×16÷0.9×1050=560〔kg〕玉米粉:m33=1.25%×V03÷(1-s0)×ρ0=1.25%×16÷0.9×1050=233.3〔kg〕氯化钠:m34=1.63%×V03÷(1-s0)×ρ0=1.63%×16÷0.9×1050=304.3〔kg〕豆油:m35=0.88%×V03÷(1-s0)×ρ0=0.88%×16÷0.9×1050=164.3〔kg〕碳酸钙:m36=0.063%×V03÷(1-s0)×ρ0=0.063%×16÷0.9×1050=11.76〔kg〕碳酸铵:m37=0.175%×V03÷(1-s0)×ρ0=0.175%×16÷0.9×1050=32.7〔kg〕生物氮:m38=0.00%×V03÷(1-s0)×ρ0=0〔kg〕糊精:m39=4.5%×V03÷(1-s0)×ρ0=1.5%×16÷0.9×1050=280〔kg〕〔7〕二级种子罐底料的物料用量:二级种子罐培养基配方×V11÷(1-s1)×ρ1淀粉:m11=1.8%×V11÷(1-s1)×ρ1=1.8%×17.42÷0.9×1150=400.7〔kg〕m12=1.5%×V11÷(1-s1)×ρ1=1.5%×17.42÷0.9×1150=333.9〔kg〕玉米粉:m13=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕氯化钠:m14=0.30%×V11÷(1-s1)×ρ1=0.30%×17.42÷0.9×1150=66.8〔kg〕豆油:m15=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕碳酸钙:m16=0.50%×V11÷(1-s1)×ρ1=0.50%×17.42÷0.9×1150=111.3〔kg〕碳酸铵:m17=0.12%×V11÷(1-s1)×ρ1=0.12%×17.42÷0.9×1150=26.7〔kg〕生物氮:m18=0.00%×V11÷(1-s1)×ρ1=0〔kg〕糊精:m19=1.2%×V11÷(1-s1)×ρ1=1.2%×17.42÷0.9×1150=267.1〔kg〕〔8〕一级种子罐底料的物料用量:一级种子罐培养基配方×V21÷(1-s2)×ρ2 淀粉:m21=1.8%×V21÷(1-s2)×ρ2=1.8%×5.39÷0.9×1200=129.36〔kg〕豆粉:m22=1.5%×V21÷(1-s2)×ρ2=1.5%×5.39÷0.9×1200=107.8〔kg〕m23=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕氯化钠:m24=0.30%×V21÷(1-s2)×ρ2=0.30%×5.39÷0.9×1200=21.56〔kg〕豆油:m25=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕碳酸钙:m26=0.50%×V21÷(1-s2)×ρ2=0.50%×5.39÷0.9×1200=35.93〔kg〕碳酸铵:m27=0.12%×V21÷(1-s2)×ρ2=0.12%×5.39÷0.9×1200=8.6〔kg〕生物氮:m28=0.00%×V21÷(1-s2)×ρ2=0〔kg〕糊精:m29=1.2%×V21÷(1-s2)×ρ2=1.2%×5.39÷0.9×1200=86.2〔kg〕〔9〕总物料用量:发酵罐补料物料用量+发酵罐补料物料用量+二级种子罐底料的物料用量+一级种子罐底料的物料用量淀粉:m1=m01+m31+m11+m21=8440.9〔kg〕豆粉:m2=m02+m32+m12+m22=4122.7〔kg〕玉米粉:m3=m02+m32+m12+m22=2963.6〔kg〕氯化钠:m4=m02+m32+m12+m22=1314.7〔kg〕豆油:m5=m02+m32+m12+m22=1050.3〔kg〕碳酸钙:m6=m02+m32+m12+m22=1081.1〔kg〕碳酸铵:m7=m02+m32+m12+m22=323.4〔kg〕生物氮:m8=m02+m32+m12+m22=1134.9〔kg〕糊精:m9=m02+m32+m12+m22=633.3〔kg〕根据年生产1000kg成品发酵所需的原材料与其他物料的衡算结果,可求得年生产16000t成品所需的总物料、每日用量,以与大罐培养基,大罐补全料,中罐培养基和小罐培养基各自所需的物料总量、每日用量。
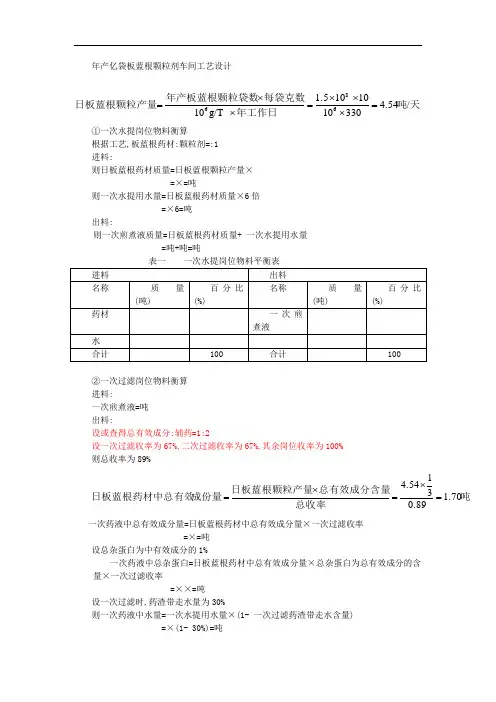
年产亿袋板蓝根颗粒剂车间工艺设计天吨年工作日每袋克数年产板蓝根颗粒袋数日板蓝根颗粒产量/4.543301010101.5 g/T 10686=⨯⨯⨯=⨯⨯= ①一次水提岗位物料衡算根据工艺,板蓝根药材:颗粒剂=:1 进料:则日板蓝根药材质量=日板蓝根颗粒产量× =×=吨则一次水提用水量=日板蓝根药材质量×6倍 =×6=吨 出料:则一次煎煮液质量=日板蓝根药材质量+ 一次水提用水量 =吨+吨=吨表一 一次水提岗位物料平衡表②一次过滤岗位物料衡算 进料:一次煎煮液=吨 出料:设或查得总有效成分:辅药=1:2设一次过滤收率为67%,二次过滤收率为67%,其余岗位收率为100% 则总收率为89%吨总收率总有效成分含量日板蓝根颗粒产量成份量日板蓝根药材中总有效 1.700.89314.54=⨯=⨯=一次药液中总有效成分量=日板蓝根药材中总有效成分量×一次过滤收率=×=吨 设总杂蛋白为中有效成分的1%一次药液中总杂蛋白=日板蓝根药材中总有效成分量×总杂蛋白为总有效成分的含量×一次过滤收率=××=吨设一次过滤时,药渣带走水量为30%则一次药液中水量=一次水提用水量×(1- 一次过滤药渣带走水含量) =×(1- 30%)=吨一次药渣中总有效成分量=日板蓝根药材中总有效成分量×(1- 一次过滤收率)=×=吨一次药渣中总杂蛋白=日板蓝根药材中总有效成分量×总杂蛋白为总有效成分的含量×(1- 一次过滤收率)=××=吨则一次药渣中水量=一次水提用水量×一次过滤药渣带走水含量=×30%=吨则一次药渣中干渣=一次煎煮液-一次药液-(一次药渣中总有效成份+一次药渣中总杂蛋白+一次药渣中水量=吨③二次水提岗位物料衡算进料:一次药渣=二次水提用水量=日板蓝根药材重量×4倍=×4=吨出料:二次煎煮液=一次药渣+ 二次水提用水量=吨+吨=吨进料:二次煎煮液= 出料:二次药液中总有效成分量=日板蓝根药材中总有效成分量×(1-一次过滤收率)×二次过滤收率=××=吨二次药液中总杂蛋白=日板蓝根药材中总有效成分量×总杂蛋白为总有效成分的含量×(1-一次过滤收率)×二次过滤收率=×××=吨由于一次过滤时,一次药渣已被水饱和,故二次药渣中水量不变 则二次药液中水量=二次水提用水量=吨则二次药渣中总有效成分量=日板蓝根药材中总有效成分量×(1- 一次过滤收率) ×(1- 二次过滤收率)=× ×=吨二次药渣中总杂蛋白=日板蓝根药材中总有效成分量×总杂蛋白为总有效成分的含量×(1- 一次过滤收率) ×(1- 二次过滤收率)=×× ×=吨则二次药渣中水量=一次药渣中水量=吨则二次药渣中干渣=一次次药渣中干渣=吨表4 二次过滤岗位物料平衡表⑤浓缩岗位物料衡算 进料:进料量=一次药液+二次药液=+= 出料:根据工艺,浓缩液含200%水,即浓缩液含水2/3 设浓缩蒸发水量为X32X -X -=+进料量二次药液中水量一次药液中水量X=则浓缩液中含水量=一次药液中水量+二次药液中水量-蒸发水量 =则浓缩液中总有效成分量=一次药液中总有效成分量+二次药液中总有效成分量 则浓缩液中总杂蛋白量=一次药液中总杂蛋白量+二次药液中总杂蛋白量表5 浓缩岗位物料平衡表⑥醇沉岗位物料衡算 进料:设加90%乙醇y 吨,根据工艺使醇沉液含醇量为60%60%y%90=⨯浓缩液+y60%y4.5900%90=⨯+y y =进料中y 吨90%乙醇含水量=y ×10%= 进料量= 浓缩液+90%乙醇=+=⑦收膏岗位物料衡算 进料: 上清液= 出料:设上清液中乙醇全部以95%乙醇蒸发掉,设95%乙醇中含水为Z95%Z=上清液中乙醇量+上清液中乙醇量Z =按照工艺,蒸完95%乙醇后,再浓缩至稠膏含水为20%,而稠膏=总有效成份+水 则设稠膏中含水为W20%W=上清液中总有效成份+WW =则蒸完95%乙醇后,需再浓缩蒸发水量=上清液中水量-95%乙醇中含水量-稠膏中含水量 =--=⑧制粒岗位物料衡算 进料:进料量=稠膏+辅料(糊精和蔗糖)+乙醇 设或查得 总有效成份:辅药=1:2则辅药=2×稠膏中总有效成份=2×= 出料:板蓝根粗粒⑨较核:由于后面收率为100%,故最终制粒烘干后总有效成份量=稠膏中总有效成份量= 而最开始推得日板蓝根颗粒产量=吨/天 因此总有效成份量=×(1/3)= 误差不大。

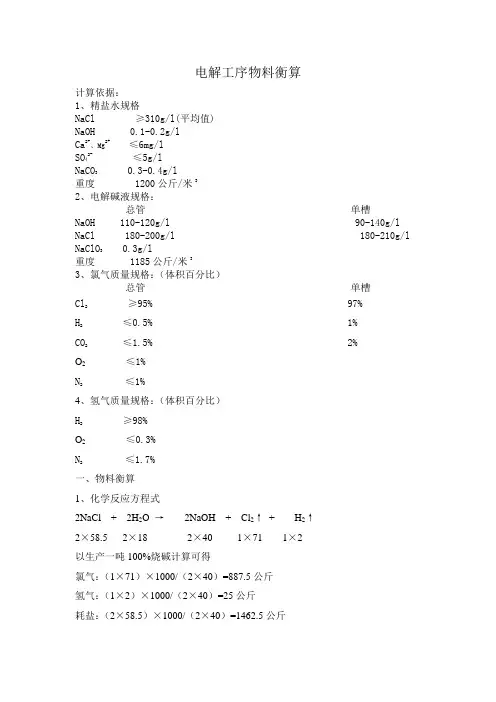
电解工序物料衡算计算依据:1、精盐水规格NaCl ≥310g/l(平均值)NaOH 0.1-0.2g/lCa2+、Mg2+≤6mg/l2-≤5g/lSO40.3-0.4g/lNaCO3重度 1200公斤/米32、电解碱液规格:总管单槽NaOH 110-120g/l 90-140g/l NaCl 180-200g/l 180-210g/l NaClO0.3g/l3重度 1185公斤/米33、氯气质量规格:(体积百分比)总管单槽≥95% 97%Cl2H≤0.5% 1%2≤1.5% 2%CO2O2≤1%N≤1%24、氢气质量规格:(体积百分比)≥98%H2O2≤0.3%≤1.7%N2一、物料衡算1、化学反应方程式2NaCl + 2H2O →2NaOH + Cl2↑+ H2↑2×58.5 2×18 2×40 1×71 1×2以生产一吨100%烧碱计算可得氯气:(1×71)×1000/(2×40)=887.5公斤氢气:(1×2)×1000/(2×40)=25公斤耗盐:(2×58.5)×1000/(2×40)=1462.5公斤耗水:(2×18)×1000/(2×40)=450公斤2、送入电解槽的盐水量以生产1吨100%烧碱成品计,盐损耗考虑为3公斤送入电解槽的盐量=已转化为NaOH的盐+未转化的盐+盐损失=1462.5公斤+(180/115)×1000公斤+3公斤=1462.5+1565+3=3030.5公斤(取电解碱液含NaOH为115g/l,含NaCl为180g/l)送入电解槽的精盐水量:3030.5公斤/310公斤/米3=9.78米3(精盐水含盐取310g/l)损失盐水量:(3/310)×1200=11.61公斤精盐水带入杂质量:2-: 5公斤/米3×9.78米3=48.90公斤SO4NaOH: 0.15公斤/米3×9.78米3=1.467公斤(按0.1-0.2g/l取平均值为0.15g/l)Na2CO3:0.35公斤/米3×9.78米3=3.423公斤(按0.3-0.4g/l取平均值为0.35g/l)Ca2+、Mg2+: 0.006公斤/米3×9.78米3=0.05868公斤精盐水总量:1200公斤/米3×9.78米3=11736公斤精盐水带入水总量:11736-3030.5-48.9-1.47-3.42-0.059=8651.453公斤=8651公斤3、电解碱液体积1000/115=8.7m34、电解碱液带出杂质:NaCl:180公斤/米3×8.7米3=1566公斤NaOH:115公斤/米3×8.7米3=1000公斤:0.3公斤/米3×8.7米3=2.61公斤NaClO3电解碱液总量:1185公斤/米3×8.7米3=10309.5公斤H2O:10309.5-1566-1000-2.61=7740.9公斤5、付反应及其计算NaClO+2H2O→NaClO3+2H2↑ 13NaCO3+3Cl2→NaClO3+5NaCl+3CO2↑ 23 Cl2+6NaOH→NaClO3+5NaCl+3H2O 3 NaClO3+3H2→NaCl+3H2O 42H2O→2H2↑+O2↑ 5反应方程式的说明反应①表示电解过程中产生的NaClO自身氧化成NaClO3的反应反应2和3表示电解产生的氯气与盐水带来的NaCO3、NaOH的反应反应4表示阴极液中的氢与NaClO3的还原反应反应5表示分解生成氧的反应上述反应并非实际进行的反应,而是为了方便计算,综合电解过程所进行的各种反应的计算方程式。
3 物料衡算依据原理:输入的物料量=输出的物料量+损失的物料量3.1 衡算基准年生产能力:2000吨/年年开工时间:7200小时产品含量:99%3。
2 物料衡算反应过程涉及一个氧化反应过程,每批生产的产品相同,虽然有原料对叔丁基甲苯和溶剂甲苯的循环,第一批以后循环的物料再次进入反应,但每批加料相同。
在此基础上,只要计算第一个批次的投料量,以后加料一样.反应釜内加热时间2h、正常的反应时间18h、冷却时间1h。
加上进料和出料各半个小时,这个生产周期一共2+18+1+1=22h。
所以在正常的生产后,每22小时可以生产出一批产品。
每年按300天生产来计算,共开工7200小时,可以生产327个批次.要求每年生产2000吨对叔丁基苯甲酸,则每批生产2000÷327=6.116吨。
产品纯度99 %(wt %)实际过程中为了达到高转化率和高反应速率,需要加入过量对叔丁基甲苯做溶剂,反应剩余的原料经分离后循环使用。
3。
2.1 各段物料(1)原料对叔丁基甲苯的投料量设投料中纯的对叔丁基甲苯为X kg,则由C11H16C11H14O2M 148。
24 178.23m x 6054.8得x=6054。
8×148。
24÷178.23=5036.0 kg折合成工业原料的对叔丁基甲苯质量为5036。
0÷0。
99=5086。
9kg实际在第一批生产过程加入的对叔丁基甲苯为6950。
3kg(2)氧气的通入量生产过程中连续通入氧气,维持釜内压力为表压0.01MPa,进行氧化反应.实际生产过程中,现场采集数据结果表明,通入的氧气量为1556.8 kg,设反应消耗的氧气量为x kg3/2O2C11H14O2M 31。
99 178.23m x 6054.8得x= 3/2×6054。
8×31.99÷178。
23=1630。
1kg此时采用的空气分离氧气纯度可达99%,因此折合成通入的氧气为1630.1÷0.99=1646。
3 物料衡算3.1 废水流量衡算3.1.1处理流程及物料平衡如下图所示:5 69污水线泥线回流水线3.1.2设计参数及说明:进水流量为100%;旋流沉砂池带走的水量百分比为0。
4%;A/O 池带走的水量百分比为0.4%;沉淀池带走的水量百分比为0。
4%;浓缩池回流水率为80%;脱水机房回流水率为90%;其余格栅等配水设备设计为无水流量损失,进出水量相等;以假设最初回流量=0进行叠加反复试算;3。
1.3废水流量物料平衡计算如表3—1所列。
表3—1 污水流量物料平衡计算水流量计算式:30000m 3/d×指数/100(m 3/d)5 69污水线泥线回流水线3。
2.2设计参数及说明:进水SS 视为100% ;以假设最初回流量=0进行叠加反复试算;其余设备如预处理设施等SS 去除率此计算中忽略不计; 参数如下:3.3.3 SS 物料平衡计算如表3-2所列.表3—2固体SS 衡算结果记号 计算式 计算值 最终值(kg/d )1 2 3 4 5 6 7C 1 100 100。
00 100.00 100。
00 100.00 100.00 100。
00 100.00 6600C 2 0。
95C 1 95。
00 95.00 95。
00 95。
00 95。
00 95.00 95。
00 6270 C 3C 2+C 1595.00 116。
88 121.92 123.13 123.36 123.41 123。
42 8145.72C 4 C 3-C 9 38。
00 46。
75 48。
7649。
25 49.34 49.36 49。
36 3258.28C 5 C 4-C 8 19。
00 23.37 24。
38 24.62 24.67 24.68 24。
68 1629。
14 C 6 C 5—C 7 1。
90 2。
33 2。
43 2。
45 2.46 2。
46 2。
46 162.91 C 7 0.9C 17。
10 21.07 21。
第二章硫酸干吸系统设计的计算2.1 干燥塔物料计算[16]2.1.1 干燥塔入口炉气成分表2.1 转化气进口气体成分表2.2 电除雾器出口气体成分2419.052.1.2 干燥塔入口炉气含水量设补加空气全部在电除雾器之后加入,空气温度20摄氏度、相对湿度75%,由湿含图查得水含量为103干空气,则补加空气带水量为:g/m2419.05×0.01=24.19kg/h=1.34kmol/h=30.8m3/h2.1.3 干燥塔入口气体带水设出塔气体中含水量为30.1g/m,则干燥后气体带水量为:(0.1÷1000)×19372.98=1.94kg/h2.1.4 循环酸量决定循环酸量的方法一般有两种,一种是根据进出口酸浓度差决定,酸浓度差一般选在0.2%~0.4%范围内,第二个是根据塔的喷淋密度来决定,喷淋密度一般选在14~20m3/(m2·h)的范围内。
在这里采用浓度差计算循环酸量。
H SO比重 1.7993入塔酸:浓度93.00%24m/h温度50O C 酸量x3出塔酸:浓度92.7%干燥塔吸收水量=(1115.81+24.19)-1.94=1138.06kg/h由物料平衡得:X×1.7993×1000×93%=(X×1.7993×1000+1146)×92.7%X=195.44m3/h所以采用扬量为200m3/h酸泵,型号为IHIHF125-100-250酸泵。
2.2 干燥塔热量衡算2.2.1 炉气带入热量Q1t=40O C时SO2带入热量:q1=76.98×40×41.57=127997.80KJ/hO2带入热量:q2=69.28×40×29.37=81389.60KJ/hN 2带入热量: q 3=709.05×40×28.45=806894.52KJ/hH 2O 带入热量: q 4=(1.34+61.94)×40×32.716=82810.74KJ/h式中41.57,29.37,28.45,32.716分别为0~40O C 时SO 2、O 2、N 2、H 2O 的摩尔热熔KJ/(mol·K) 。
2 发酵罐及种子罐的设计与选型2.1 味精工厂发酵车间的物料衡算2.1.1 工艺技术指标及基础数据(1)查《发酵工厂工艺设计概论》P326表3 味精行业国家企业标准[5],选用主要指标如表1表1 味精发酵工艺技术指标指标名称单位指标数生产规模t/a 15000(味精)生产方法中糖发酵,一次等电点提取年生产天数d/a 300产品日产量t/a 50产品质量纯度% 99倒灌率% 1.0发酵周期h 48发酵初糖Kg/m3 150淀粉糖转化率% 95糖酸转化率% 48麸酸谷氨酸含量% 90谷氨酸提取率% 80味精对谷氨酸产率% 112(2)主要原材料质量指标淀粉原料的淀粉含量为80%,含水14%。
(3)二级种子培养基(g/L)水解糖25,糖蜜20,尿素3.5,磷酸氢二钾1.0,硫酸镁0.6,玉米浆5~10,泡敌0.6,硫酸镁0.002,硫酸亚铁0.002。
(4)发酵培养基(g/L)水解糖150,糖蜜4,硫酸镁0.6,氯化钾0.8,磷酸氢二钠0.2,硫酸亚铁0.002,硫酸锰0.002,尿素(总尿)40,泡敌0.6,植物油1.0。
(5)接种量为2% 。
2.1.2 谷氨酸发酵车间的物料衡算首先计算生产1000kg纯度为100%的味精需耗用的原辅材料及其他物料量。
(1)发酵液量V1式中150——发酵培养基初糖浓度(kg/m3)48%——糖酸转化率80%——谷氨酸提取率99%——除去倒灌率1%后的发酵成功率112%——味精对谷氨酸的精制产率(2)发酵液配制需水解糖量G1以纯糖算,(3)二级种液量V2(4)二级种子培养液所需水解糖量G2式中25——二级种液含糖量(kg/m3)(5)生产1000kg味精需水解糖总量G为:(6)耗用淀粉原料量理论上,100kg淀粉转化生成葡萄糖量为111kg,故理论上耗用的淀粉量G淀粉为:式中80%——淀粉原料含纯淀粉量95%——淀粉糖转化率(7)尿素耗用量二级种液耗尿素量为V3发酵培养基耗尿素为V4故共耗尿素量为627.5kg(8)甘蔗糖蜜耗用量二级种液耗用糖蜜量V5发酵培养基耗糖蜜量V6合计耗糖蜜69.9kg(9)氯化钾耗量GKCl(10)磷酸氢二钠(Na2HPO4•7H2O)耗量G3(11)硫酸镁(MgSO4•7H2O)用量G4(12)消泡剂(泡敌)耗用量G5(13)植物油耗用量G6(14)谷氨酸(麸酸)量发酵液谷氨酸含量为:实际生产的谷氨酸(提取率80%)为:2.1.3 15000t/a味精厂发酵车间的物料衡算结果由上述生产1000kg味精(100%纯度)的物料衡算结果,可求得15000t/a味精厂发酵车间的物料平衡计算。
物料衡算物料衡算包括该产品的原辅材料和包装材料的计算。
通过物料衡算计算,可确定单位时间内生产过程中主要原材料的需要量以及给排水蒸汽,能源等消耗量。
据此即可计算出全厂全年主要物料,如蔗糖,原料乳以及包装材料的采购运输和仓库容量。
计算的另一目的是,一句计算数值能既经济又合理的选择生产设备,并进行车间的工艺设备布置和各工序劳动力的安排等。
本设计中原料乳的标准化计算如下:1.原料乳的标准化假定原料乳的含脂率为4%,生产灭菌含脂率为3.1%,稀奶油脂肪含量为40%,则仅标准化提取40%稀奶油量为:按原料1000kg计算:设标准化后可得Xkg3.1%含量之标准奶1000×4%=3.1%X+40%(1000-X)计算得X=975.6kg所以提取40%稀奶油的量为1000-975.6=24.4kg经标准化后实际得到的标准奶为975.6kg。
则原料利用率为975.6/1000=97.56%40%稀奶油提取率为1-97.56%=2.44%2. 产品配方原料消毒乳纯搅拌型草莓酸奶玉米酸奶全脂鲜奶98% 89% 86.85% 57.25% 蔗糖 2.0% 8.0% 5.0% 10%发酵剂 3.0% 3.0% 4% CMC - 0.15% 0.15% 添加剂0.15%果蔬浆(乳)- 5.0% 28.6% 3. 产量3.1消毒乳的产量:消毒乳每年生产8个月,一月30天,每天一班每班(天)产量 5.5吨每月产量 5×30=165吨每年产量 165×12=2310吨原味酸乳的产量:3.2原味酸乳每年生产8个月,一月30天,每天一班每班(天)产量 5吨每月产量 5×30=150吨每年产量 150×8=1200吨草莓酸乳的产量:3.3草莓酸乳每年生产10个月,一月30天,每天一班每班(天)产量 3吨每月产量 5×30=90吨每年产量90×10=900吨3.4玉米酸乳的产量:玉米酸乳每年生产8个月,一月30天,每天一班每班(天)产量2.46吨每月产量 2.46×30=73.78吨每年产量73.78×8=590吨原味酸乳、草莓酸乳、玉米酸乳都用200mL杯装消毒乳用250mL利乐包4. 原料乳消耗量按损失为1%计算,其中原味酸乳鲜奶含量为89%,草莓酸乳鲜奶含量为86.85%,得玉米酸乳的鲜奶含量为57.25%,消毒乳鲜奶含量为98%。
工艺计算一、树脂塔物料衡算1.1:计算标准:年生产时间7500小时,以1小时为基准进行计算。
年生产能力为10万吨。
1.2物料衡算:已知进口物料量:其中Ca、Mg离子含量≤10mg/L进入树脂塔后与体积为12m3的螯合树脂发生置换反应:由已知流量V=128m3/h 计算得出每小时钙、镁流量为1.28kg/h设置换树脂的量为X,生成盐水的量为YCH2—COONa CH2—COOR—N +CaCL2== R—N Ca + 2NaCL CH2—COONa CH2—COO1 1 1 2X 1.28kg/h Y 得出消耗树脂X=1.28 kg/h Y=2.56kg所以树脂塔每小时除钙、镁量为1.28kg。
1.3列树脂塔物料平衡表:二、树脂塔热量衡算2.1根据能量守衡定律:ΣQ1=ΣQ0+Q L〈1〉式中:ΣQ1—随物料进入衡算范围的总热量ΣQ0——随物料离开衡算范围的总热量Q L——衡算范围以外损失的热量已知进塔盐水温度为T1=60℃,出塔温度T2=60℃查得60℃,密度ρ=1177kg/m3的盐水焓值为H=198.66KJ/kg <2>因为进口温度等于出口温度,进口盐水质量等于出口盐水质量,再衡算范围外没有损失的热量。
所以:ΣQ1=ΣQ02.2列能量衡算表设备计算一、已知数据进塔盐水流量:V=128m3/h。
树脂塔填料体积:6m3。
盐水密度:ρ=1177kg/m3.树脂塔直径:2.3m树脂塔高:h=3.5m二、树脂塔计算:2.1树脂塔体积计算由已知得,塔底面积S=Πr2=4. 15m 2所以树脂塔体积为V树=Sh=4.15×3.5=14.525m3圆整为15m32.2填料层高度计算因为填料体积为6m3,塔底面积为4.15 m2所以填料层高度:L=6/4.15=1.45m2.3树脂塔流速计算由已知:塔中盐水流量为V=128 m3/h=0.036m3/s有公式:u=V/A <3>u—流速m/sV—流量m3/sA—塔横截面积m2代入已知数据计算得出u=0.0083m/s2.4树脂塔压强计算已知数据:盐水流量V=128 m3/h=0.036 m3/s 填料体积6m3盐水密度ρ=1177kg/m3塔直径Φ=2.3m空隙率E取0.35~0.4 树脂颗粒直径Φ=0.6~1.0m盐水粘度:µ=1.0×10-3 Pa.s 〈4〉圆球率>90%由前面计算知:填料高度L=1.45m 流速u=0.0082m/s根据雷诺准数R ep=d pρu/µ <5>d p——颗粒直径mρ—盐水密度kg/m3u—盐水流速m/sµ—流体粘度pa.sR ep=d pρu/µ =3.15×10-4×1177×0.0082/1×10-3=3.04<20当雷诺准数小于20的情况下,摩擦损失占主导地位,所以根据公式Δp/L=150(1-E)2/E3×µu/(Φd p)2进行计算〈6〉Δp/L=150(1-E)2/E3×µu/(Φd p)2E—颗粒床层空隙率µ—流体粘度pa.sΦ—颗粒球形度无因次d p—球形颗粒直径mΔp/L—通过单位高度床层的压强降当d p=6×10-4m,E=0.35时Δp/L=0.064Mpa Δp=0.0928 Mpa当d p=6×10-4m,E=0.4时Δp/L=0.036Mpa Δp=0.0522 Mpa 当d p=1×10-3,E=0.35时Δp/L=0.23Mpa Δp=0.3335 Mpa 当d p=1×10-3,E=0.4时Δp/L=0.13 Mpa Δp=0.1885 Mpa 所以树脂塔压强降为0.0522 Mpa—0.3335 Mpa 圆整为0.06 Mpa—0.4 Mpa泵的选型计算1.1已知数据流量V=140m3/h,高位槽高出精盐水泵约20m管路总长约200m,管摩擦系数λ去0.028,管径Φ=200mm 1.2计算管路系统要求泵提供的压头He.He=ΔZ+ΔP/ρg+Δu/2g+H f〈7〉式中ΔZ=20m ΔP=0 Δu≈0 H f=λ(l+Σl e)/d×u2/2g已知盐水密度ρ=1177kg/m3, 粘度µ=1.0×10-3pa.s水在管内流速为u=V s/0.785d2=(140/3600)/0.785×0.22=1.24m/s则 H f=0.028×(200/0.2)×1.242/2×9.81=2.2m所以H e=20+2.2=22.2m 考虑实际情况取为25m由已知流量Q e=140m/h由Q e、H e值查离心泵工作性能表〈8〉可选BT180—25型钛泵1.3其性能参数为板式换热器计算:1.计算依据(以下数据为北化机提供)1.1盐水物性: C P=0.8Kcal/Kg.℃;ρ=1177 Kg/ m3温度:换热前的温度t1=50℃换热后最大温度t2=70℃(考虑冬季情况)流量:体积流量V=128(m3/h)质量流量W=128×1177=150656kg/h1.2计算加热盐水蒸汽按p=0.4Mpa计算,蒸汽物性数据如下:温度142℃,饱和水的比容0.0010819m3/kg,蒸汽比容0.4824 m3/kg,蒸汽重度2.073kg/m3,饱和水焓142.8kcal/kg,蒸汽焓653.7 kcal/kg,汽化热510.9 kcal/kg。