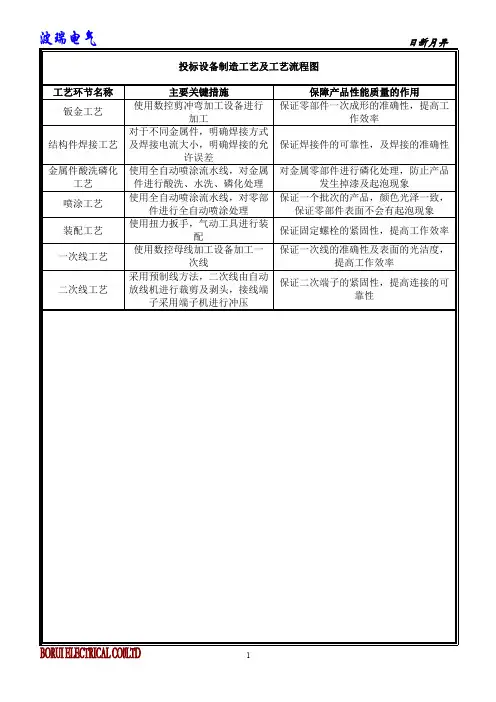
成套配电设备生产工艺流程图
- 格式:docx
- 大小:40.73 KB
- 文档页数:2
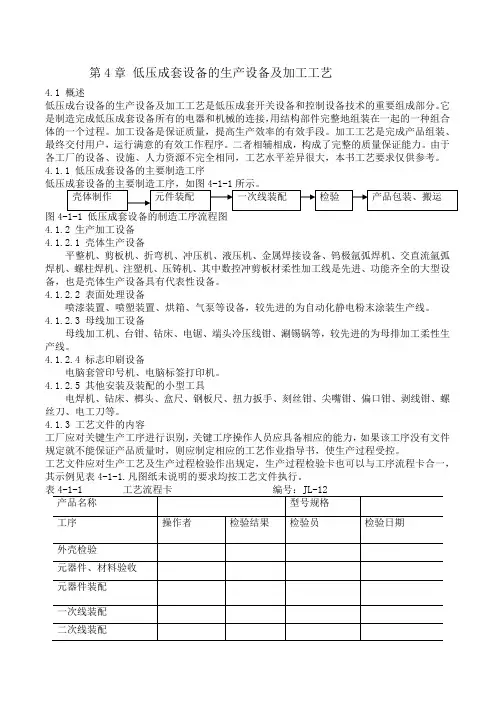
第4章低压成套设备的生产设备及加工工艺4.1 概述低压成台设备的生产设备及加工工艺是低压成套开关设备和控制设备技术的重要组成部分。
它是制造完成低压成套设备所有的电器和机械的连接,用结构部件完整地组装在一起的一种组合体的一个过程。
加工设备是保证质量,提高生产效率的有效手段。
加工工艺是完成产品组装、最终交付用户,运行满意的有效工作程序。
二者相辅相成,构成了完整的质量保证能力。
由于各工厂的设备、设施、人力资源不完全相同,工艺水平差异很大,本书工艺要求仅供参考。
4.1.1 低压成套设备的主要制造工序图4.1.2 生产加工设备4.1.2.1 壳体生产设备平整机、剪板机、折弯机、冲压机、液压机、金属焊接设备、钨极氩弧焊机、交直流氩弧焊机、螺柱焊机、注塑机、压铸机、其中数控冲剪板材柔性加工线是先进、功能齐全的大型设备,也是壳体生产设备具有代表性设备。
4.1.2.2 表面处理设备喷漆装置、喷塑装置、烘箱、气泵等设备,较先进的为自动化静电粉末涂装生产线。
4.1.2.3 母线加工设备母线加工机、台钳、钻床、电锯、端头冷压线钳、涮锡锅等,较先进的为母排加工柔性生产线。
4.1.2.4 标志印刷设备电脑套管印号机、电脑标签打印机。
4.1.2.5 其他安装及装配的小型工具电焊机、钻床、榔头、盒尺、钢板尺、扭力扳手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀等。
4.1.3 工艺文件的内容工厂应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺作业指导书,使生产过程受控。
工艺文件应对生产工艺及生产过程检验作出规定,生产过程检验卡也可以与工序流程卡合一,其示例见表4-1-1.凡图纸未说明的要求均按工艺文件执行。
4.1.3.2 依据(1)产品图样及有关技术文件。
(2)产品生产大纲。
(3)产品的生产性质和生产类型。
(4)本企业现有生产条件。
(5)国内外同类产品的工艺技术情报。
电气成套的生产工艺流程
一、原材料准备阶段
1.采购原材料
(1)确定生产所需原材料的规格和数量
(2)与供应商联系并进行原材料采购
2.原材料检验
(1)对采购的原材料进行质量和规格检查(2)针对不合格原材料进行退货或重新采购
二、加工制造阶段
1.设计生产工艺流程
(1)根据产品要求和原材料特性设计生产工艺(2)确定各道工序的顺序和工艺参数
2.设备调试和预生产
(1)对生产设备进行调试和检验
(2)进行小批量试生产并验证生产工艺
3.正式生产
(1)批量生产产品
(2)在生产过程中进行质量监控和检验
三、组装与包装阶段
1.零部件组装
(1)按照装配图纸和工艺要求进行零部件组装
(2)对组装完成的产品进行初步检查和测试
2.产品包装
(1)选择合适的包装材料和方式
(2)进行产品包装,并标识产品信息和防伪标识
四、成品检验与质量控制
1.成品检验
(1)对成品进行全面检验和测试
(2)鉴定成品是否符合产品标准和合同要求
2.质量控制
(1)制定和执行质量管理计划
(2)确保产品质量达到标准,并追溯和处理不合格品
五、包装与发货
1.最终包装
(1)对产品进行最终包装和防潮防震处理
(2)确保包装完好无损,符合运输要求
2.产品发货
(1)安排产品运输
(2)办理出口报关手续并发运产品。