GB3953_83电工圆铜线
- 格式:doc
- 大小:72.00 KB
- 文档页数:8
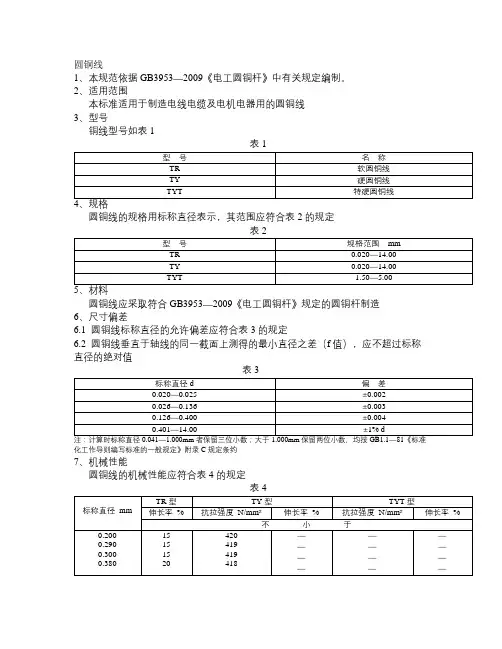
圆铜线1、本规范依据GB3953—2009《电工圆铜杆》中有关规定编制。
2、适用范围本标准适用于制造电线电缆及电机电器用的圆铜线3、型号铜线型号如表1表1型号名称TR 软圆铜线TY 硬圆铜线TYT 特硬圆铜线4、规格圆铜线的规格用标称直径表示,其范围应符合表2的规定表2型号规格范围mmTR 0.020—14.00TY 0.020—14.00TYT 1.50—5.005、材料圆铜线应采取符合GB3953—2009《电工圆铜杆》规定的圆铜杆制造6、尺寸偏差6.1 圆铜线标称直径的允许偏差应符合表3的规定6.2 圆铜线垂直于轴线的同一截面上测得的最小直径之差(f值),应不超过标称直径的绝对值表3标称直径d 偏差0.020—0.025 ±0.0020.026—0.136 ±0.0030.126—0.400 ±0.0040.401—14.00 ±1% d注:计算时标称直径0.041—1.000mm者保留三位小数;大于1.000mm保留两位小数,均按GB1.1—81《标准化工作导则编写标准的一般规定》附录C规定条约7、机械性能圆铜线的机械性能应符合表4的规定表4标称直径mmTR型TY型TYT型伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于0.200 0.290 0.300 0.38015151520420419419418————————————表4(续)TR型TY型TYT型标称直径mm 伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于0.480 0.570 0.660 0.750 0.8500.9401.03 1.12 1.22 1.31 1.41 1.50 1.56 1.60 1.70 1.76 1.831.902.00 2.12 2.24 2.36 2.50 2.62 2.65 2.73 2.802.853.00 3.15 3.353.754.00 4.25 4.504.755.00 5.30 2020252525252525252525252525252525252525252525252525252525303030303030303030417416415414413412411410409408407406405404403403402401400399398396395393393392391391389388386381379376373370368365—————0.50.50.50.50.60.60.60.60.60.60.70.70.70.70.70.80.80.80.90.90.90.90.91.01.01.11.11.21.31.41.41.61.7———————————446445445444443442441440439438436435434433432432431430428423421419416413411408—————————————0.60.60.60.70.70.70.70.80.80.80.90.90.90.90.91.01.01.11.11.21.31.31.41.4——表4(续)标称直径mmTR型TY型TYT型伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于5.606.306.707.508.00 30303030303613543453413351.81.92.2————————————圆铜线的电阻率应该符合表5的规定型号电阻率不大于2.00mm以下 2.00mm以上TR 0.017241 0.017241 TY TYT 0.01796 0.01777 计算时,20℃的铜线物理参数应取下列数值:密度……………………………………………………8.89g/cm³线膨胀系数……………………………………………0.000017 1/℃电阻温度系数TR型……………………………………………………0.00393 1/℃ TY,TYT型直径2.00mm及以下…………………………0.0038 1/℃TY,TYT型直径2.00mm及以上…………………………0.00377 1/℃8、外观圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
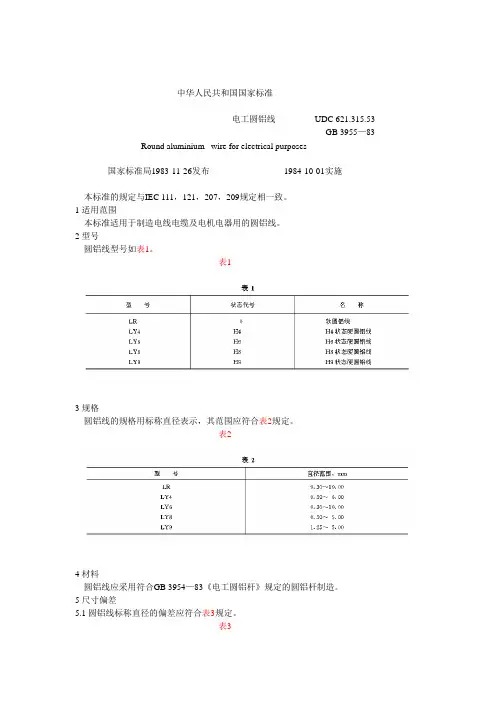
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
GB3953-83电工圆铜线(doc 7页)_New圆铜线的规格用标称直径表示,其范围应符合表2规定。
表 24 材料圆铜线应采用符合GB 3952—83《电工圆铜杆》规定的热轧黑圆铜杆制造。
5 尺寸偏差5.1 圆铜线标称直径的偏差应符合表3规定。
表 3*计算时标称直径0.401~1.000mm者保留三位小数;大于1.000mm者保留两位小数,均按GB1.1—81标准化工作导则编写标准的一般规定》附录C规定修约。
5.2 圆铜线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铜线的机械性能应符合表4规定。
表 4** 1N/mm2=1MPa续表续表注:标称直径值介于表中所列紧邻两个数值之间时,采用较大标称直径值的相应性能。
7 电性能圆铜线的电阻率应符合表5规定。
表 5计算时,20℃时的铜线物理参数应取下列数值:密度8.89g/cm3线膨胀系数0.000017℃-1电阻温度系数TR型0.00393℃-1TY,TYT型标称直径2.00mm及以上0.00381℃-1标称直径 2.00mm以下0.00377℃-18 外观圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭接,制造过程中的铜杆和成品模前的焊接除外。
9.2 每盘或每圈圆铜线的净重,标称直径为6.00mm及以下者,应符合表6规定,标称直径为6.00mm以上者,按双方协议重量交货。
根据双方协议,允许以任何重量的圆铜线交货。
表 610 验收规则及试验方法10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
.一. 导体(线)束、绞工序产品过程检验规程 (2)二. 紧压圆形导体绞制工序产品过程检验规程 (4)三. 耐火云母带绕包工序产品过程检验规程 (5)四. 塑料绝缘、护套工序产品过程检验规程 (7)五. 橡皮绝缘、橡皮护套及硫化工序产品过程检验规程 (9)六. 三层挤出工序产品过程检验规程 (11)七. 低压线缆成缆工序产品过程检验规程 (14)八. 高压交联成缆工序产品过程检验规程 (17)九. 金属屏蔽工序产品过程检验规程 (19)十. 绕包工序产品过程检验规程 (20)十一. 装铠工序产品过程检验规程 (21)十二. 成圈和包装工序产品过程检验规程 (23)十三. 温水交联工序产品过程检验规程 (24)十四. 编织工序产品过程检验规程 (25)十五. 附录 (26)一、导体(线)束、绞工序产品过程检验规程1 合用范围本标准合用于电线电缆用导电线的束丝、绞线工序,裸铝(铜)绞线及钢芯铝绞线、圆线同心绞架空导线工序检验(除紧压圆形导电线芯)。
2 本规范依据GB/T3953-2022 GB/T3955-2022 GB/T1179-2022 GB/T1179-2022 GB/T3956-2022 电工圆铜线电工圆铝线铝绞线及钢芯铝绞线圆线同心绞架空导线电缆的导体3 质量要求3.1 束、绞先后的圆铜线外径,应符合相关产品工艺卡片及导体丝径检验规范的规定。
3.2 束、绞导电线芯节径比和绞向应符合表 1 规定,裸铝(铜)绞线及钢芯铝绞线、圆线同心绞架空导线节径比和绞向应符合表 2 规定。
一次绞、 束丝线芯节径比不大于1 - -2 - -5 25d 30d6 25d 30d 注: 1、YH 及有特殊要求的除外。
2、一次束绞线芯绞向为左。
表 2比绞 层6 根层 12 根层 内层邻外层 铜、铝芯外层注:相邻曾经相反,对于多层绞线,任何层的节径比应不大于紧邻内层的节径比。
裸绞线外层 节径比应控制在 10-11.5 倍。

大对数电缆规格型号-亚太线缆大对数电缆:大对数即多对数的意思,系指很多一对一对的电缆组成一小捆,电缆再由很多小捆组成一大捆(更大对数的电缆则再由一大捆一大捆组成一根更大的电缆).大对数电缆五类线:0.5数据通信专用线是一种传播数据、话音等信息通信业务的多媒体线材,电缆被广泛应用于宽带用户驻地网等宽带接入工程中,其质量的优劣,直接关系到信息通信的传输质量.公司简介亚太线缆(AsiaPacificCabl e)是一家致力于:网络综合布线、计算机电缆、屏蔽控制电缆、光纤光缆、电力电缆、通讯产品等研发、生产、销售的科技公司,并提供系统解决方案的公司,是全球知名品牌,总部位于北美,通过其运营子公司在亚太地区从事通讯电缆、电力电缆及漆包线等产品的制造与分销,营运范围主要分布于新加坡、泰国、澳大利亚和中国大陆。
其客户群包括:政府机关、国家电网、系统集成商、通信运营商和跨国企业,服务亚太地区电力基础设施,光电通信设施等为用户提供完善的产品和服务。
凭借着“科技至上、品质至上,团队至上,服务至上”的理念,成为全球电缆通讯行业的领先品牌,并拥有实力雄厚的产品设计研发团队,系统方案解决团队,供应链管理团队以及市场营销团队。
亚太线缆为用户搭建稳定可靠的基础构架,帮助企业对未来市场的掌控,协助他们成功。
为促进世界经济互补性,改善世界经济贸易逆差的壁垒,鼓励货物流通、服务、资本、技术的融合。
致力于为全球经济信息化搭建平等互利的平台,为现代智慧城市,互联网带宽的提升与推进提供助力。
公司的目标追求品质可靠追求技术领先追求管理高效追求服务更好亚太线缆—大对数线缆型号参考当今社会互联网发展迅速,随着带宽需求的提升,网络数据传输的高效性和稳定性的要求就越来越迫切,亚太线缆提供全系统的大对数通信解决方案。
根据建筑物防火等级和对材料的耐火要求,综合布线系统应采取相应的措施。
在易燃的区域和大楼竖井内布放电缆或光缆,应采用阻燃的电缆和光缆;在大型公共场所宜采用阻燃、低烟、低毒的电缆或光缆;相邻的设备间或交接间应采用阻燃型配线设备。


大对数电缆规格型号-亚太线缆大对数电缆:大对数即多对数的意思,系指很多一对一对的电缆组成一小捆,电缆再由很多小捆组成一大捆(更大对数的电缆则再由一大捆一大捆组成一根更大的电缆).大对数电缆五类线:0.5数据通信专用线是一种传播数据、话音等信息通信业务的多媒体线材,电缆被广泛应用于宽带用户驻地网等宽带接入工程中,其质量的优劣,直接关系到信息通信的传输质量.公司简介亚太线缆(AsiaPac ificCabl e)是一家致力于:网络综合布线、计算机电缆、屏蔽控制电缆、光纤光缆、电力电缆、通讯产品等研发、生产、销售的科技公司,并提供系统解决方案的公司,是全球知名品牌,总部位于北美,通过其运营子公司在亚太地区从事通讯电缆、电力电缆及漆包线等产品的制造与分销,营运范围主要分布于新加坡、泰国、澳大利亚和中国大陆。
其客户群包括:政府机关、国家电网、系统集成商、通信运营商和跨国企业,服务亚太地区电力基础设施,光电通信设施等为用户提供完善的产品和服务。
凭借着“科技至上、品质至上,团队至上,服务至上”的理念,成为全球电缆通讯行业的领先品牌,并拥有实力雄厚的产品设计研发团队,系统方案解决团队,供应链管理团队以及市场营销团队。
亚太线缆为用户搭建稳定可靠的基础构架,帮助企业对未来市场的掌控,协助他们成功。
为促进世界经济互补性,改善世界经济贸易逆差的壁垒,鼓励货物流通、服务、资本、技术的融合。
致力于为全球经济信息化搭建平等互利的平台,为现代智慧城市,互联网带宽的提升与推进提供助力。
公司的目标追求品质可靠追求技术领先追求管理高效追求服务更好当今社会互联网发展迅速,随着带宽需求的提升,网络数据传输的高效性和稳定性的要求就越来越迫切,亚太线缆提供全系统的大对数通信解决方案。
电工圆铜线
GB3953—83
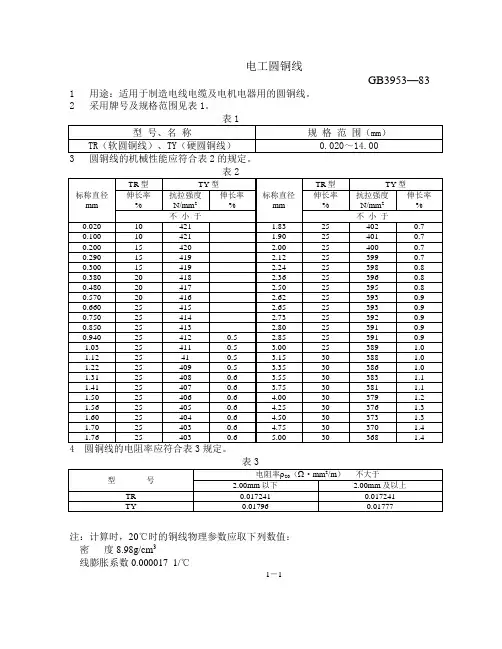
1 用途:适用于制造电线电缆及电机电器用的圆铜线。
2 采用牌号及规格范围见表1。
注:计算时,20℃时的铜线物理参数应取下列数值:
密度8.98g/cm3
线膨胀系数0.000017 1/℃
1-1
电阻温度系数:
TR 型0.00393 1/℃
TY型标称直径2.00mm及以上0.00381 1/℃
标称直径2.00mm以下0.00377 1/℃
5 标注示例:
圆铜线由型号、规格及标准代号组成。
例:标称直径为0.5mm的软铜线表示为:圆铜线 TR 0.5 GB3953—83
1-2
镀银软圆铜线
JB3135—82
1 用途:适用于制造电线电缆的导电线芯、编织层及他电气设备用的镀银软圆铜线。
2 型号:TRY
3 镀银铜线的规格和分级如表1。
镀银铜线的银层应连续、牢固地附着在铜线表面上。
经试验后的试样表面应不变黑。
镀银铜线的银层表面应光滑连续,不得有银粒、毛刺、机械损伤等有氛陷。
5 技术要求
镀银铜线标称直径的允许偏差应符合表2的规定。
镀银铜线的机械性能应符合表3的规定。
镀银铜线在温度为+20℃时电阻率应不大于0.017241Ω·mm 2/M 。
电阻温度系数α20为0.00393/℃。
镀银铜线不允许接头,允许采用通常的方法焊接镀银前的铜线。
1-3
镀银铜线用型号、规格、银含量级别和本标准编号表示。
例:镀银铜线标称直径为0.23mm,银含量为10%,表示为:
铜线 TRY 0.23 E 级 JB3135—82
1 -4。
拉线工艺规范(试行)芜湖xxxx电缆有限责任公司2005.41. 适用范围及一般规定1.2 规范所适用的设备:本规范适用于本公司主要生产设备LHT-450/13十三模带连续退火的铜线大拉机;LHT-280/17十七模带连续退火铜线中拉机,用电工铜线坯(圆铜杆)、(圆铜线)拉制各类电线电缆用软铜线。
1.3 本生产工序对于材料的要求:用于拉制电线电缆用软铜线的铜线坯材料需要符合《材料规范》中规定的国家标准GB/T3952-1998《电工铜线坯》中一级无氧铜,型号为TU1R的要求(含氧量应不大于0.0010)。
铜线大拉机所用的铜线坯(圆铜杆)规格一般为φ8.0mm;铜线中拉机所用的铜线坯(圆铜线)规格一般为φ3.00mm,也可根据需要采购或选用其它规格铜线坯(圆铜杆)。
进入拉制工序的铜线坯(圆铜杆),应经过验证、检验合格,并有合格标识。
(1)φ8mm 铜线坯(圆铜杆)允许偏差±0.4mm;f值不大于0.8mm。
(2)拉断伸长率应不小于30%。
(3)20℃时的电阻率应不大于0.01707Ω•mm2/m。
(4)铜线坯(圆铜杆)应圆整,尺寸均匀,表面不应有褶边、错圆、裂纹、夹杂物、扭结及其他对使用有害的缺陷。
1.4 工艺操作过程及注意事项要点:(1)操作者在接到生产通知应按照工艺要求配置拉丝模具,如因工艺变化需要进行变更需经得工艺管理人员的同意,并下达书面变更通知方可改变,否则不得随意变动。
(2)了解上一班的生产情况。
(3)检查乳化液循环工作情况,检查拉丝设备是否正常。
(4)检查原材料是否符合质量要求。
(5)确认无任何问题的情况下才可按照《操作规程》要求启动设备正常生产。
(6)在生产过程中应随时观察设备工作状况,随时发现问题、解决问题,如遇到操作者自己不能解决的问题,应随时汇报当班负责人解决。
2.过程产品的质量控制:(1)生产过程中操作者应随时注意工序产品的表面质量和尺寸要求,及时发现问题并加以调整。
低氧光亮铜线(电工圆铜线)
【产品描述】
>本产品以美国南方线材公司SCR3000连铸连轧生产线生产的Φ8mm低氧铜杆为原料,依托德国进口的尼霍夫拉丝机,专门生产为客户量身定制,适合中小拉的软、硬铜线,规格可从Φ1.8mm直至Φ4.5mm。
【特点】
>表面光亮、无毛刺、无氧化,抗变色能力强
>性能各项指标符合国家标准GB/T3953-2009
>收线方式为梅花收线或紧密收线
φ8mm低氧丝(电工用铜线坯)
【产品描述】
>该生产线引进美国南方线材公司SCR3000连铸连轧生产线,于2013年建成投产,年产设计能力达15万吨,每小时产能25吨。
采用阴极铜为原料,经过加料系统、竖炉、保温炉、连铸连轧、无酸酸洗线以及收线等系统工艺,可生产出Φ8-18mm光亮低氧铜杆,目前公司主要生产Φ8mm低氧铜杆。
【特点】
>铜杆表面光亮无毛刺
>性能质量优越,能满足拉丝厂家拉制细线、微细线、特种产品的技术要求
【用途】
广泛应用于换位导线、超高压电缆、漆包线、电线电缆、网络线、电子线及通讯线等行业。
电缆3953的标准电缆3953是一种用于特定应用场合的电缆产品,其标准对于电缆的设计、制造、安装和使用都有着具体的规定。
在实际生产和工程应用中,严格遵循3953标准对电缆的质量和性能进行检验,对于确保电缆的安全可靠性具有重要意义。
首先,电缆3953标准对电缆的材料和结构进行了详细的规定。
在材料选择上,要求电缆应采用符合国家标准的优质材料,保证电缆的绝缘层、导体、护套等部分具有良好的电气性能和机械性能。
在结构设计上,要求电缆应具有良好的防水、防潮、耐磨损等性能,以适应不同的使用环境和工作条件。
其次,电缆3953标准对电缆的制造工艺和质量控制进行了严格规定。
在制造工艺上,要求电缆的生产应按照标准要求进行,保证电缆的外观质量和内部结构符合规定。
在质量控制上,要求对电缆的每个环节都应进行严格的检验和测试,确保电缆的质量稳定可靠。
另外,电缆3953标准还对电缆的安装和使用提出了具体要求。
在安装过程中,要求对电缆的敷设、连接和固定应按照标准要求进行,确保电缆在使用过程中不受外界影响。
在使用过程中,要求对电缆的电气性能和机械性能进行定期检测和维护,及时发现和排除潜在的安全隐患。
总的来说,电缆3953标准对电缆产品的全生命周期进行了全面规定,从材料选择到制造工艺,再到安装使用,都有着具体的要求。
严格遵循3953标准,不仅可以保证电缆产品的质量和性能,还可以保障电缆在使用过程中的安全可靠性。
因此,在生产和工程应用中,必须严格遵循3953标准,确保电缆产品的质量和安全性。
综上所述,电缆3953标准对电缆产品的设计、制造、安装和使用都有着具体的规定,严格遵循3953标准对于确保电缆的安全可靠性具有重要意义。
只有严格遵循3953标准,才能保证电缆产品的质量和性能,确保电缆在使用过程中的安全可靠性。
中华人民XX国国家标准
电工圆铜线UDC 621.315.51
GB3953—83
国家标准局1983-11-26发布1984-10-
01实施
本标准的规定与国际电工委员会(IEC)28的规定相一致。
1适用X围
本标准适用于制造电线电缆及电机电器用的圆铜线。
2型号
圆铜线型号如表1。
表1
3规格
圆铜线的规格用标称直径表示,其X围应符合表2规定。
表2
4材料
圆铜线应采用符合GB 3952—83《电工圆铜杆》规定的热轧黑圆铜杆制造。
5尺寸偏差
5.1圆铜线标称直径的偏差应符合表3规定。
表3
*计算时标称直径0.401~1.000mm者保留三位小数;大于1.000mm者保留两位小数,均按GB1.1—81标准化工作导则编写标准的一般规定》附录C规定修约。
5.2圆铜线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6机械性能
圆铜线的机械性能应符合表4规定。
表4
** 1N/mm2=1MPa
续表
续表
注:标称直径值介于表中所列紧邻两个数值之间时,采用较大标称直径值的相应性能。
7电性能
圆铜线的电阻率应符合表5规定。
表5
计算时,20℃时的铜线物理参数应取下列数值:
密度
8.89g/cm3
线膨胀系数0.0000 17℃-1
电阻温度系数
TR
型
0.00393℃-1
TY,TYT型标称直径2.00mm及以上0.00381℃-1
标称直径 2.00mm以下0.00377℃-1
8外观
圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9交货要求
9.1圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭接,制造过程中的铜杆和成品模前的焊接除外。
9.2每盘或每圈圆铜线的净重,标称直径为6.00mm及以下者,应符合表6规定,标称直径为6.00mm以上者,按双方协议重量交货。
根据双方协议,允许以任何重量的圆铜线交货。
表6
10验收规则及试验方法
10.1产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2产品应按表7规定进行检验。
表7
10.3每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
11包装及标志
11.1圆铜线用型号、直径及本标准编号表示。
例如:硬圆铜线标称直径2.00mm,表示为:TY—2.00 GB 3953—83
11.2圆铜线应卷绕整齐,妥善包装。
成盘时,最后一层应与线盘侧板边缘保持适当的距离。
11.3每圈或每盘圆铜线上应附有标签标明:
a.制造厂名称
b.型号及规格
c.毛重及净重kg
d.制造日期年月
e.本标准编号GB 3953—83
__________________
附加说明:
本标准由中华人民XX国机械工业部提出。
本标准由机械工业部XX电缆研究所归口。
本标准由机械工业部XX电缆研究所等起草。
本标准起草负责人邓木祥。
自本标准实施之日起原机械工业部部标准647—77《圆铜线》作废。