5000吨回转窑工艺技术
- 格式:ppt
- 大小:12.73 MB
- 文档页数:50

回转窑工艺操作流程回转窑可是个挺神奇的东西呢。
这回转窑操作啊,得先了解它的设备构造。
回转窑就像一个大圆筒,斜着放的,筒体会慢慢转动。
它有窑头、窑体和窑尾这几个主要部分。
窑头呢,是出料的地方,窑尾就是进料的啦。
咱先从进料说起吧。
原料要准备好,这原料的质量和配比可重要啦。
要是原料没弄好,就像做饭食材没选对,后面肯定做不出好东西。
进料的时候要注意均匀进料,不能一会儿多一会儿少的。
就好比你吃饭,一会儿给你一大碗,一会儿又只给一小口,那多难受呀。
接着就是窑内的温度控制。
这温度可讲究了。
不同的原料处理,需要不同的温度范围。
在回转窑转动的时候,热量要均匀地分布在窑内。
如果温度不均匀,有的地方烧过头了,有的地方还没烧好,就像烤蛋糕,有的地方焦了,有的地方还是生的,那肯定不行呀。
而且温度的调节得慢慢来,不能一下子升得太高或者降得太低。
这就跟咱们人适应温度一样,突然从冬天到夏天,或者从夏天到冬天,谁也受不了呀。
在窑内,物料会随着窑的转动慢慢地向窑头移动。
这个过程中呢,要时刻注意窑的转速。
转速太快了,物料在窑内停留的时间就短了,可能还没反应完全就出去了。
转速太慢呢,又会影响生产效率。
就像我们走路,走得太快容易摔跤,走得太慢又到不了目的地。
还有啊,回转窑运行的时候,得经常检查设备的运行状况。
比如说窑体有没有异常的振动啊,各个连接部件有没有松动啊。
这就好比我们人要定期做身体检查一样,有小毛病得及时发现,及时处理。
要是等到设备出大问题了才去管,那就麻烦了,就像人病得很重了才去医院,可能就不好治了。
到了窑头出料的时候呢,也要注意出料的质量。
看看出料是不是符合要求,要是有不合格的产品,就得找找是哪个环节出了问题。
这就像是我们做完一件事,要检查一下成果,如果不好就得反思改进。
而且啊,操作人员之间的沟通也很重要。
大家要互相分享经验,遇到问题一起商量着解决。
不能各干各的,就像一个团队里,大家得团结协作,这样才能让回转窑的工艺操作顺利进行下去呢。

回转窑的结构及工艺特点一、回转窑的技术参数:1、产能:5000t/h2、规格:φ4.8×74m3、型式:单传动、单液压挡轮4、窑支承:3档5、斜度:4%(正弦)6、转速:主传动:0.35~4r/rim 辅传动:7.36r/min二、回转窑的工作原理概述回转窑的筒体由钢板卷制而成,筒体内镶砌耐火衬,且于水平线成规定的斜度,由3个轮带支撑在各档支承装置上,在入料端轮带附近的跨内筒体上用切向弹簧固定一个大齿圈,其下有一个小齿轮与其啮合。
正常运转时,由主传动电机经主减速器向该开式齿轮装置传递动力,驱动回转窑。
物料从窑尾进入窑内煅烧。
由于筒体的倾斜和缓慢的回转作用,物料既沿圆周方向翻滚又沿轴向移动,继续完成分解和烧成的工艺过程,最后,生成熟料经窑头罩进入冷却机冷却。
燃料由窑头喷入窑内,燃烧产生的废气与物料进行热交换后,由窑尾导出。
三、回转窑的结构和组成:回转窑由筒体、传动装置,托、挡轮支承装置,窑头、窑尾密封,窑头罩及燃烧装置等部分组成,如下图所示。
窑筒体采用锅炉钢制成,其特点是大大降低了窑体的重量,采用自动焊焊接。
窑头护板与冷风套组成分格的套筒空间,从喇叭口向筒体吹冷风制冷。
筒体上有三个矩形实心轮带。
轮带与筒体垫板件存在一定的间隙,其大小值由热膨胀量决定,当窑正常运转时,轮带能适度的与筒体间保持微量的滑移。
采用液压推力挡轮装置承受全窑的下滑力,该装置可推动窑体向上移动。
支承点间跨度的正确分配,使各档轴承装置的设计更加合理。
各轴承点均设有测温装置。
为防止冷空气进入和烟气粉尘溢出筒体,在筒体的进料端(尾部)和出料端(头部)设有可靠的窑尾和窑头密封装置。
传动系统用单传动,由水泥工业回转窑专用的直流调速电动机驱动。
另外设有连接保安电源的辅助传动装置,可保证主电源中断时仍能盘窑操作。
四、回转窑工艺特点1、由于大量生料的碳酸钙分解率已达到85%-95%,因此一般只把窑划分为三个带,从窑尾起到物料温度为1300℃左右的部位称为为过渡带,主要是剩余的碳酸钙完全分解并进行固相反应,为物料出现液相到液相凝固止,即物料温度为1300-1450-1300℃,称为烧成带,其余称为冷却带。

日产5500吨水泥熟料新型干法生产线回转窑工艺设计引言:水泥是建筑材料中的重要组成部分,其生产工艺对于提高产品质量和生产效率至关重要。
本文将设计一条日产5500吨水泥熟料的新型干法生产线回转窑工艺,优化生产工艺参数,提高生产效率和产品质量。
一、熟料生产工艺概述:回转窑是水泥熟料生产线中最重要的设备之一,其工艺流程如下:1.原料破碎和预处理:原材料经过破碎机和预砂器进行破碎和预处理,以满足回转窑的要求。
2.原料配料:将破碎和预处理后的原材料按照比例配料,确保熟料质量。
3.原料煅烧:将配料后的原材料进入回转窑,通过高温下的热交换和化学反应,实现熟料的煅烧。
4.熟料磨烧:将煅烧后的熟料进行磨烧,获得细度合适的水泥粉。
二、工艺参数优化:1.进料量:根据水泥生产线的设计产量,确定回转窑的进料量。
对于本设计的5500吨/天水泥熟料生产线,回转窑的进料量为5500吨/天。
2.温度控制:熟料的煅烧温度对熟料质量有非常重要的影响。
为了保证熟料达到理想的质量,需要控制回转窑内的煅烧温度。
煅烧温度一般在1400-1600°C之间。
3.煅烧时间:煅烧时间与煅烧温度和回转窑的长度有关。
较高的煅烧温度和较长的回转窑长度可以增加煅烧时间,有利于化学反应的进行。
4.回转速度:回转窑的转速直接影响煅烧温度和煅烧时间。
较快的回转速度可以增加煅烧温度,但会缩短煅烧时间。
三、工艺设备选型:1.回转窑选择:在设计日产5500吨水泥熟料生产线回转窑时,需要选择合适的回转窑。
回转窑的参数包括直径、长度、转速、倾角等。
根据产能要求和熟料质量要求,选择合适的规格和型号的回转窑。
2.热风炉选择:回转窑是通过燃烧燃料产生的热风进行煅烧的,所以需要选择合适的热风炉。
热风炉的热效率和燃料消耗量是选择热风炉的关键参数。
3.煤粉磨机选择:煤粉是热风炉的主要燃料,所以需要选择合适的煤粉磨机。
煤粉磨机的主要参数包括产量、细度、能耗等。
四、工艺优势:1.灵活性:新型干法生产线回转窑工艺可以适应不同的燃料类型和配料成分,具有较大的灵活性。

陕西秦岭水泥(集团)5000T/D熟料生产线工艺流程及主机岗位技术操作指导书5000T/D分厂技术科二〇〇六年八月目录第一章 5000T/D熟料生产线工艺流程简介 (1)一、原、燃材料输送及储存 (1)二、废气处理及原料粉磨系统 (4)三、生料均化及入窑喂料系统 (6)四、熟料烧成系统 (8)五、熟料储存系统 (13)六、煤粉制备及喂煤系统 (14)附:各种物料储存方式、储存量及储存期 (16)第二章熟料烧成系统中控操作规程 (17)一、操作指导思想 (17)二、点火 (17)2.1 点火前检查事项 (17)2.2 点火烘窑 (17)2.3 分解炉点火 (19)三、投料 (19)3.1 投料前准备工作 (19)3.2 投料应注意事项 (19)四、正常运行操作 (20)4.1 运行中的调整 (20)4.2 窑正常情况下的工艺参数表 (21)五、开停车操作程序 (22)5.1 系统开车操作 (22)5.2 系统停车操作 (23)六、其它 (24)第三章原料粉磨及废气处理系统中控操作规程 (26)一、启动前的准备工作 (26)1、现场设备的准备工作 (26)2、电气设备及仪表检查 (28)二、启动与操作 (28)1、设备的启动操作顺序 (28)2、系统运转中的检查与调整 (30)三、系统的停车操作 (32)1、停窑(原料磨未开)时废气处理部分的停车操作顺序 (32)2、烧成系统正常运转情况下的原料磨部分的停车操作 (32)3、设备故障停车及紧急停车的处理 (33)四、控制回路 (33)五、生产中的注意事项 (33)第四章煤粉制备系统中控操作规程 (35)一、启动前的检查工作 (35)1、启动前现场设备的检查 (35)2、电气设备及仪表检查 (35)二、启动与操作 (36)1、设备的启动操作顺序 (36)2、系统运转中的检查与调整 (37)三、系统的停车操作 (38)1、粉磨系统正常停车操作 (38)2、设备紧急停车操作 (38)四、生产中的注意事项 (39)五、系统的安全检查 (40)第一章 5000T/D熟料生产线工艺流程简介一、原、燃材料输送及储存A、石灰石破碎及输送系统PC型双转子单段锤式破碎机,破碎重型板式给料机(双驱动)将矿石喂入Tk后经出料胶带输送机,将矿石转载到钢芯平面转弯胶带机上,再通过长为223m和93.6m两条胶带输送机,将矿石送入Ф90m石灰石预均化堆场。

日产5000t水泥熟料预分解窑窑尾工艺设计说明书5000t/d水泥分解窑窑尾(低氮氧化合物排放)工艺设计摘要:水泥是社会经济发展最重要的建筑材料之一,在今后几十年甚至是上百年之内仍然是无可替代的基础材料,对人;低氮排放;工艺设计The Process Design of the Back End ofPrecalciner Kiln for 5000T/D CementClinker(Low Nitrogen OxideEmissions)Abstract:Cement is one of the most important building materials of the social and economic development, within the coming decades or even a century,Cement is still no substitute for basic materials, the importance of human civilization is self-evident.calciner kiln as the representatives has become leading technology and the most advanced technology of the cement industry. It has many advantages, such as high throughput, a high degree of auto mation, high quality products, low energy consumption, low emissions of harmful substances, etc.In the production process of cement will release a number of harmful substances,particularly nitrogen oxides,according to the requirement of this design,the design uses a range of methods to reduce the concentration of nitrogen oxide .Based on the design of new dry cement production technology in today's design requirements, the main task is the back-end part of the process design, including the production of cement raw materials, fuel quality requirements, the design of ingredients and ingredients, the material balance calculation , the main auxiliarybalance and equipment selection, calculation and storage back-end process design.Key words: 5000T / D, Low Nitrogen Emissions, Process Precalciner kiln, Design目录第1章绪论........................................................... ..11.1 引言 (1)1.2设计简介 (1)第2章建厂基本资料 (3)2.1设计题目 (3)2.2建厂条件 (3)2.3原料质量要求 (3)2.3.1水泥原料质量要求 (3)2.3.2石膏和混合材质量要求 (4)2.4燃料品质要求 (5)2.5熟料热耗的选择 (6)2.6生产方法和窑型的选择 (6)第3章配料计算与物料和主机平衡 (8)3.1配料计算 (8)3.1.1原料 (24)3.3主机平衡与选型 (24)3.3.1车间工作制度确定 (24)3.3.2主机选型 (25)3.3.3主机平衡表 (32)第4章储库计算 (33)4.1各种物料储存期的确定 (33)4.2各种原料储存设施的计算 (34)4.2.1石灰石、原煤、联合预均化堆场、石膏、矿渣预均化堆场计算 (34)4.2.1.1石灰石预均化堆场计算 (34)4.2.1.2原煤预均化堆场计算 (35)4.2.1.3联合储库计算 (36)4.2.1.4石膏、矿渣预均化堆场计算 (36)4.3各种物料的储存设施计算 (37)4.3.1生料配料站.............................................. ... .374.3.2生料均化库............................................. .... .394.3.3熟料库.................................................. ... .404.3.4熟料配料站 (40)4.4水泥库计算 (41)4.5储库一览表 (42)第5章物料和热平衡计算 (43)5.1原始资料................................................... . (43)5.2物料平衡与热平衡计算 (44)5.2.1 物料平衡计算 (44)5.2.2 热平衡计算 (50)5.3物料平衡表与热平衡表的编制................................... ..54 第6章窑外分解系统的设计计算.. (56)6.1原始资料..................................................... ..566.2相关参数的设定 (56)6.3单位烟气的 (61)6.7分解炉结构尺寸计算........................................... ..63 6.8旋风筒设计方案选择. (66)6.9旋风筒结构尺寸计算 (68)6.10分解炉与旋风筒尺寸汇总表 (75)第7章窑尾设备的 (91)致谢................................................................. .. .92 参考文献.......................................................... .. .. ..93第一章绪论1.1引言我国氮氧化合物的排放量年增长5%-8%,如果不采取进一步的的减排措施,到2030年我国氮氧化合物排放量将达到3540吨,如此巨大的排放量讲给公众健康和生态环境带来灾难家有着明显差距,同时水泥行业排污严重的情况下,为了使我国水泥工业实现可持续发展,必须加大发展新型干法水泥生产技术和水泥产业结构调整的力度,同时通过对各种设备的改进达到低碳低氮氧化合物排放的目标。

回转窑工艺技术操作规程学习资料第一部分:工艺原理1.回转窑的结构和工作原理1.1回转窑的结构1.2回转窑的工作原理第二部分:操作前准备2.1检查设备2.1.1检查回转窑设备是否处于正常状态2.1.2检查燃料供应系统和热交换器2.2清理回转窑设备2.2.1清理窑壁及窑内杂物2.2.2清理窑内的堵塞物2.3安全措施2.3.1穿戴必要的个人防护装备2.3.2切勿进行无关操作第三部分:操作步骤3.1开启回转窑设备3.1.1先启动预热设备,使设备达到适宜温度3.1.2启动空气供应系统3.1.3启动供料系统3.2调整回转窑设备3.2.1调整翻板板位3.2.2调整回转窑的转速3.3控制燃烧系统3.3.1准确调整燃烧系统的供气量和燃料供给量3.3.2应监测燃烧风鼓风机、鼓风机并保持其在正常工作范围内3.3.3定时调整燃煤窑温3.4调整进料速率3.4.1根据生产需要调整进料速率3.4.2避免进料过快或过慢3.5窑尾温度调节3.5.1根据生产需要调整窑尾温度3.5.2保持窑尾温度在稳定范围内第四部分:注意事项4.1注意炉渣的排放4.1.1根据窑尾温度和物料状态合理安排炉渣的排放时间4.1.2防止炉渣的过早排放引发事故4.2注意传动部件的润滑4.2.1定期对传动部件进行润滑4.2.2注意润滑油的质量和使用寿命4.3注意设备的维修和保养4.3.1定期对回转窑设备进行检查和维修4.3.2注意设备的保养和清洁4.4注意安全操作4.4.1确保操作人员拥有相关许可证和经验4.4.2遵循相关的安全操作规程第五部分:故障处理5.1窑转速过快或过慢5.1.1检查传动系统是否正常5.1.2检查润滑系统是否正常5.2窑温过高或过低5.2.1调整燃烧系统的燃料供给量和燃烧风量5.2.2检查窑内的热交换器和冷却系统是否正常5.3物料堵塞5.3.1添加解堵剂5.3.2清理回转窑设备内的堵塞物以上是回转窑工艺技术操作规程学习资料的概要,更详细的内容可以根据实际需求和操作要求进行进一步补充和完善。

φ4.8×72m回转窑技术性能一、技术参数1、设备名称:Y4872回转窑2、用途:用于项目5000t/d熟料生产线的水泥熟料煅烧3、单台产能:保证值5000t/d熟料4、规格:Φ4.8×72m(筒体内径×长度)5、型式:单传动、单液压挡轮6、窑支承:3档7、斜度: 4%(正弦)8、转速:主传动: 0.35 ~4r/min辅助传动: 8.52r/h9、密封型式窑头:钢片密封窑尾:气缸压紧密封10、窑头冷却:风冷11、主传动电机:型号:ZSN4-400-092功率:710 kW电压:660V转速:1500r/min调速范围:130~1500r/min防护等级:IP44绝缘等级:F级冷却方式:IC37起动力矩:2.5倍12、主减速机:型号:JH710C-SW305-40中心距:1570公称速比:4013、测速发电机数量:1套型号:ZYS-3A功率: 22 kW电压:110V测速范围:0~2000r/min14、辅助传动电机:数量:1套型号:Y250M-4功率:55 kW电压:380V AC转速:1480r/min防护等级:IP44绝缘等级:F14、辅助传动减速机:数量:1套型号:JH220C-SW302-28中心距:490 mm公称速比:2815、设备重量:848吨(不含窑头罩重量)二、供货范围及主要零部件规格卖方提供除耐火材料、锚固件以外的回转窑主机及附属设备,包括安装垫铁、地脚螺栓等,详细范围以中材国际南京水泥工业设计研究院提供的总图、分总图图纸为准;主要包括:1、主传动装置主要包括:主电动机:数量:1套生产厂家:上海南洋电机厂型号:ZSN4-400-092功率:630 kW电压:660V转速:1500r/min调速范围:130~1500r/min防护等级:IP44绝缘等级:F级冷却方式:IC37起动力矩:2.5倍定子测温元件(与主电机装配在一起)数量:3组规格:Pt-100精度:0.1级测速发电机(与主电机装配在一起)数量:1套型号:ZYS-3A功率: 22 kW电压:110V测速范围:0~2000r/min直流控制柜(与主电机配套,卖方要求的)数量:1套电压:电流:功率:调速范围:主减速器数量:1套生产厂家:重庆齿轮箱有限责任公司型号:JH710C-SW305-40中心距:1570公称速比:40轴功率:数量:1套入轴联轴器数量:1套型号:MLS12型联轴器出轴联轴器数量;1套型式:SHM930膜片联轴器2、辅助传动装置:电动机数量:1套生产厂家:江苏贝德电机有限公司型号:Y250M-4功率:55 kW电压:380V AC转速:1480r/min防护等级:IP44绝缘等级:F减速器数量:1套生产厂家:重庆齿轮箱有限责任公司型号:JH220C-SW302-28中心距:490 mm公称速比:28轴功率:入轴联轴器数量:1套型号:HLL4联轴器(出轴)斜齿离合器数量:1套图号:NCR300.2.1电动液压块式制动器数量:1套型号:YWZ3-315/90-163、开式齿轮传动装置数量:1套型式:单传动速比:8.78主要包括:大齿圈:1件(两半组合)小齿轮:1件大齿轮齿表面硬度:≥220HB小齿轮齿表面硬度:269~341HB规格:模数×齿数×齿宽大齿圈: 40×188×600小齿轮: 40×21×650小齿轮轴承:滚动轴承24068CA/W33(GB/T288-94)测温保护装置名称:数量:2套规格: Pt-100精度:0.1级安装尺寸:生产厂家:瓦房店轴承厂材质:大齿圈:ZG42CrMo小齿轮:35CrMo弹簧板:20g小齿轮轴:35CrMo4、齿轮罩(图号:)数量:1件重量:3110kg5、窑头密封装置(图号:)数 量:1套重 量:2030kg 密封型式:钢片式密封主要包括:重锤阀及粉尘罩6、窑尾密封装置(图号: ) 数 量:1套 重 量:4650kg密封型式:气缸(耐高温型)压紧端面密封 径向密封块(耐热500℃以上) 7、窑筒体:8大段材 质: 20g 大段长度(从窑尾算起)轮带Ⅰ下钢板厚度mm 、过渡钢板厚度mm 、筒体钢板厚度mm80, 55, 28轮带Ⅱ下钢板厚度mm 、过渡钢板厚度mm 、筒体钢板厚度mm85, 60, 32,28轮带Ⅲ下钢板厚度mm 、过渡钢板厚度mm 、筒体钢板厚度mm80, 55, 50主要包括:——窑头冷风套——轮带下垫板及挡块 数 量:3套 材 质:Q235-A 重 量:16300 kg ——挡砖圈数 量:3圈材 质:Q235-A 重 量:876 kg段数(从窑尾算起) 长度直径(mm )X 板厚(mm ) 第一大段10.05 m φ4800X28 第二大段 9.45 m φ4800X55,80 第三大段 9 m φ4800X28 第四大段 9m φ4800X28 第五大段 8.4 m φ4800X60,85 第六大段8.1 mφ4800X32第七大段 8.1 m φ4800X32 第八大段 9.465 m φ4800X55,80,50——窑头护板及螺栓螺母数量:1套(护板36件螺栓螺母 108 套)护板材质:ZG40Cr25Ni20螺栓螺母材质:0Cr18Ni9护板单重:90kg——窑尾护板及螺栓螺母数量:1套(护板30 件螺栓螺母60,120套)护板材质:ZG35Cr24Ni7SiN螺栓螺母材质:4Cr22Ni4N护板单重:74.2kg——人孔门8、轮带数量:(轮带Ⅰ、轮带Ⅱ、轮带Ⅲ各1件)材质:ZG35Mn硬度:型式:浮动式结构:实体结构,断面为矩形尺寸:直径×宽度(从窑头算起,依次为Ⅰ、Ⅱ、Ⅲ)Ⅰ:Φ5900×700Ⅱ:Φ5960×980Ⅲ:Φ5900×800(一侧带锥面)重量:Ⅰ:40100kg、Ⅱ:59800kg、Ⅲ:47700kg 9、支承装置(Ⅰ)数量:1组每组包括:托轮:2件尺寸:直径×宽度Φ1800×800材质:ZG42CrMo硬度:轴: 2件材质:35CrMo硬度:托轮与轴组件重量:22500 kg(每组件)轴承座及轴瓦:4套轴承座:材质:HT200球面瓦瓦衬:ZCuAL10Fe3安装托轮用底板(含地脚螺栓等)测温保护装置(装配式热电阻)数量:4套规格:Pt-100精度:0.1级安装尺寸:10、支承装置(Ⅱ)数量:1组每组包括:托轮:2件尺寸:直径×宽度Φ2100×1050材质:ZG42CrMo硬度:轴: 2件材质:35CrMo硬度:托轮与轴组件重量:39600kg(每组件)轴承座及轴瓦:4套轴承座:材质:HT200球面瓦瓦衬:ZCuAL10Fe3安装托轮用底板(含地脚螺栓等)测温保护装置(装配式热电阻)数量:4套规格:Pt-100精度:0.1级11、带挡轮的支承装置(Ⅲ)数量:1组主要包括:托轮:2件硬度:尺寸:直径×宽度Φ1800×850材质:ZG42CrMo轴: 2件材质:35CrMo硬度:托轮与轴组件重:23500kg(每组件)轴承座及轴瓦:4套轴承座:材质:HT200球面瓦瓦衬:ZCuAL10Fe3挡轮:1套尺寸:直径Φ2000材质:挡轮:ZG42CrMo硬度:轴: 45#轴承型号:23188CA/23076CA(各1件)生产厂家:瓦房店轴承厂GB/T288-94轴承型号:29264(1件)生产厂家:瓦房店轴承厂GB/T5859-94安装托轮用底板(含地脚螺栓等)测温保护装置名称: 装配式热电阻数量:4套规格: Pt-100精度:0.1级12、挡轮液压站数量:1套型号:NC-14挡轮油泵站生产厂家:行程:正常工作行程±25mm主要包括:液压缸:1套规格:内径×行程φ360X180微量计量泵:1套能力:1100ml/min(系统最小稳定流量20~50ml/min)压力:14MPa电机:1套型号:Y90S-6功率:0.75 kW转速:910r/min电加热器数量:1套功率: 1 kW电接点温度表:1只规格型号:压力式精度:0.5级安装位置:油箱侧面电接点压力表:2只精度:0.5级窑窜装置: 1套型号:生产厂家:主要技术参数:附件各种阀、油箱、高压油管及接头等控制箱:(电气器件清单)数量:1套13、安装工具数量:1组主要包括:大齿安装工具1件总重:1590kg 基础标高标志12件总重:23 kg托轮中心标尺2件总重:107 kg 斜度规(4.0%)2件总重: 6.7 kg 平台(Ⅱ型)件总重:kg 筒体支承(Φ)22件总重:7750 kg 大段节连接工具(Φ4800)7 套总重:2810 kg 螺旋支撑(Φ)8套总重:631 kg江苏鹏飞集团股份有限公司2008年6月φ4.2×13m水泥磨(中心双滑履)一、水泥磨有关技术参数及性能1、规格:φ4.2×13m2、生产能力:150-160t/h(配辊压机+打散分级机或V型选粉机,入料水份≤0.5%,入料温度≤50℃,比表面积≥340m2/kg)3、磨机转速:15.6r/min4、支承方式:双滑履5、传动方式:中心传动6、仓位:2个7、研磨体装载量:210t8、主电机:(重电)型号:YRKK1000-8 功率:3550kW 转速:740r/min电压:10KV9、主减速机(重庆齿轮箱厂):(1)型号:JS150-B(2)传递功率:3550KW(3)输出转速:15.6r/min10、慢速驱动装置(1)型号:JMS660(2)电机功率:45kW(3)电机转速740r/min(4)传动比:98.58:111、膜片联轴器型号:JL150-0012、油站(配主减速机)(1)公称流量:400L/min(2)油泵型号:XBZ-400(3)电机功率:18kW(4)电机转速:1460r/min(5)冷却面积:30m2(6)冷却水量:35t/h(7)加热器功率:4×6=24KW13、冷却方式:水冷14、润滑方式(稀油站XGD-A2X2.5/80)(1)低压系统流量:80L/min 供油压力:0.4MPa供油温度:40±3℃电机:Y112M-6 2.2kW 380V(2)高压系统泵型号:10SCY14-1B流量:2.5L/min供油压力:32MPa电机:Y112M-4 4kW 380V(3)其它性能油冷却器GLCQ3-70.63公称压力:0.63MPa冷却面积:7m2进水温度:<28℃加热器功率:SRY2-220/4 功率4KW 220V工作介质:N33-N32015、设备重量:265t(不含传动装置及研磨体)二、主要零部件、材质1、筒体Q235-C δ=40mm 整体退火最大外型尺寸φ4390×15620 最大件重量89吨2、滑环:20g-Z25 厚度953、滑环腹板20g,厚度804、支承:ZG270-500瓦衬(巴氏合金ZSnSb11Cu6)托辊:45凸凹球体:34CrNi3MoA球体座:ZG270-500底板:Q235-B5、衬板:耐磨合金钢6、稀油站XGD-A2×2.5/80(川润)7、控制柜及起动柜三、供货范围1、回转部分1套2、进料装置1套3、滑履装置2套/台4、出料装置1套5、衬板及隔仓板1套6、主电机YRKK1000-8 3550kW 1台7、主减速机JS150-B(含油站)1台8、慢速驱动装置HMS660 1套9、膜片联轴器JL150-00 1套10、稀油站XGD-A2×2.5/80 2只11、控制柜(含高压控制、低压起动、稀油站控制)1台12、联轴器1台套13、地脚螺栓1套江苏鹏飞集团股份有限公司2008年7月MFB3878+3.5风扫煤磨技术文本(NCM513C)一、技术参数设备名称: MFB3878+35风扫煤磨设备代号: NCM513用途: 烘干兼粉磨无烟煤规格:φ3.8×(7.75+3.5)(烘干仓+粉磨仓)型式:边缘传动入磨物料粒度:≤25 mm(95%通过)生产能力:41 t/h出磨成品细度: 88 um筛余≤2.5%支承方式:单滑履+主轴承其他参数:主电机型号:YRKK710-8,IP44 (带稀油站)额定转速:742 r/min 额定功率:1400 kW额定电压: 6KV 供货商:兰州电机厂主减速机型号:MBY900 (南高齿)输入转速:741 r/min 速比:5.6慢驱动减速器型号:YNS620-90-Ⅱ速比:90滑履轴承润滑稀油站型号:XGD-A2×2.5/63 高低压稀油站高压泵:公称流量:2.5 l/min 公称压力:32 MPa低压泵:公称流量:63 l/min 公称压力:0.63Mpa 主轴承润滑稀油站型号:XGD-A2.5/25高低压稀油站高压泵:公称流量:2.5 l/min 公称压力:32 MPa低压泵:公称流量:25l/min 公称压力:0.5Mpa 总重量: 212t二、主要零部件清单1、筒体Q235-C δ=34 生产厂家:上海宝钢整体退火最大外型尺寸φ4335×12242 最大件重量54.6t2、滑环20g-Z25 δ=803、腹板20g δ=754、端板Q235-C δ=905、衬板:耐磨合金钢约1178块耐磨合金钢平均单重31kg(使用寿命为10800小时)生产厂家靖江双星6、扬料板:ZG340-640 约133块 ZG340-640 平均单重40kg(使用寿命为14400小时)7、出料中空轴 ZG270-500 单重8050kg.8、磨机大齿轮 ZG310-570 17000 kg 正常使用寿命10年以上9、磨机小齿轮 35CrMo 1300 kg 正常使用寿命5年以上.10、磨机小齿轮轴 35CrMo 1860 kg11、滑履瓦衬ZSnSb11Cu6 50kg ;瓦体 ZG270-500 655kg;托棍 45 186kg;球体座 ZG270-500 539kg.12、支承:(1)瓦衬:巴氏合金ZSnSb11Cu6(2)托瓦体:ZG270-500(3)凸凹球体:34CrNi3MoA(4)球体座:ZG270-500(5)托辊:4513、稀油站:XGD-A2×2.5/63及XGD-A2.5/25三、供货范围1、回转部分1套2、主轴承1套3、滑履支承1套4、进料装置1套5、出料装置1套6、稀油站2台7、传动部分1套8、主电机YRKK710-8 1400kW 1台9、主减速机MBY900 1台10、联轴器及底座1套11、地脚螺栓1套四、制造检验标准质量符合JC334.1-2006 “水泥工业用管磨机”和图纸上的有关要求江苏鹏飞集团股份有限公司 2008年7月。

Φ4.8×74m回转窑说明书回转窑说明书一、技术性能筒体内径: 4.8m筒体长度: 74m斜度:(sinΦ) 3.5%支承数: 3档生产能力:(配窑外分解预热系统) 5000t/d转速:用主传动:0.396~3.96r/min用辅助传动:8.56r/h二、结构及工作原理概述回转窑的筒体由钢板卷制而成,筒体内镶砌耐火衬,且与水平成规定的斜度,由3个轮带支承装置上,在入料端轮带附件的跨内筒体上用切向弹簧固定一个大齿圈,其中有一小齿轮与其齿合。
正常运转时,由主传动电动机经主减速器向该开式齿轮装置传递动力,驱动回转窑。
物料从窑尾(筒体的高端)进入窑内煅烧。
由于筒体的倾斜和缓慢的回转窑作用,物料既沿圆周方向滚动又沿轴向(从高端向低端)移动,继续完成分解和烧成的工艺过程,最后,生成熟料经窑头罩进入冷却机冷却。
燃料由窑头喷入窑内,燃烧产生的废气与物料进行热交换后,由窑尾导出,本设计不含燃料的燃烧器。
该窑在结构方面有以下主要特点:1、筒体采用保证五项机械性能(σs、σb &%、αk和冷弯实验)的镇静钢Q235-C 钢板卷制,通常采用制动焊接。
筒体壁厚:一般为22mm,烧成带为25mm,轮带下为60mm、由轮带下到跨间有32mm、28mm厚的过渡段节,从而使筒体的设计更为合理,既保证横截面的钢性又改善了支承装置的受力状态。
在筒体进、出料端都装有耐高温、耐磨损的窑口护板。
其中窑头护板与冷风套组成环行分格的套筒空间,从喇叭口向筒体吹冷风冷却窑头护板的非工作面,以有利该部分的长期安全工作,当窑正常运转时,轮带能适度套在筒体上,以减少筒体径向变形。
为保证靠近窑头温度较高的两档支承装置运行可靠,在窑头的两档轮带下装设的筒体冷风套装置。
2、采用液压推动挡轮装置承受全窑的下滑力,该装置可推动窑体向上移动。
支承点间跨度的正确分配,使各档轴承的设计更加合理。
每个轴承均设有测温装置。
各轴瓦的工作温度均于现场直接显示,并可在中控室检查。


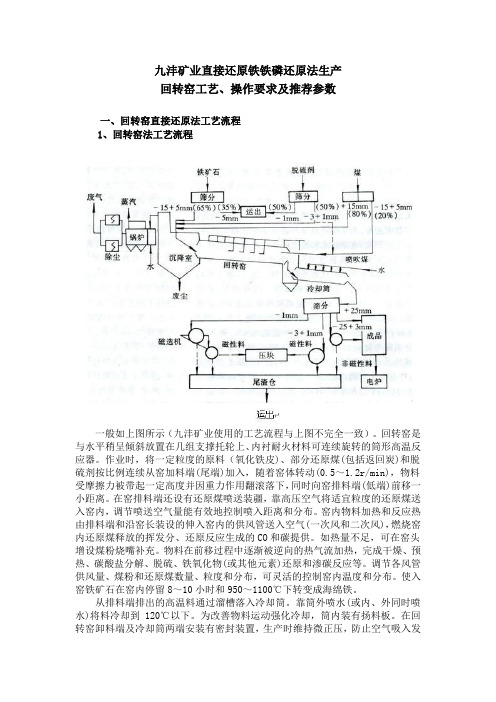
九沣矿业直接还原铁铁磷还原法生产回转窑工艺、操作要求及推荐参数一、回转窑直接还原法工艺流程1、回转窑法工艺流程一般如上图所示(九沣矿业使用的工艺流程与上图不完全一致)。
回转窑是与水平稍呈倾斜放置在几组支撑托轮上、内衬耐火材料可连续旋转的筒形高温反应器。
作业时,将一定粒度的原料(氧化铁皮)、部分还原煤(包括返回炭)和脱硫剂按比例连续从窑加料端(尾端)加入,随着窑体转动(0.5~1.2r/min),物料受摩擦力被带起一定高度并因重力作用翻滚落下,同时向窑排料端(低端)前移一小距离。
在窑排料端还设有还原煤喷送装疆,靠高压空气将适宜粒度的还原煤送入窑内,调节喷送空气量能有效地控制喷入距离和分布。
窑内物料加热和反应热由排料端和沿窑长装设的伸入窑内的供风管送入空气(一次风和二次风),燃烧窑内还原煤释放的挥发分、还原反应生成的CO和碳提供。
如热量不足,可在窑头增设煤粉烧嘴补充。
物料在前移过程中逐渐被逆向的热气流加热,完成干燥、预热、碳酸盐分解、脱硫、铁氧化物(或其他元素)还原和渗碳反应等。
调节各风管供风量、煤粉和还原煤数量、粒度和分布,可灵活的控制窑内温度和分布。
使入窑铁矿石在窑内停留8~10小时和950~1100℃下转变成海绵铁。
从排料端排出的高温料通过溜槽落入冷却筒。
靠筒外喷水(或内、外同时喷水)将料冷却到120℃以下。
为改善物料运动强化冷却,筒内装有扬料板。
在回转窑卸料端及冷却筒两端安装有密封装置,生产时维持微正压,防止空气吸入发生再氧化。
冷却后的物料经筛分分级、磁选分离得出磁性颗粒料(直接还原铁)、磁性粉料、非磁性颗粒料和非磁性粉。
非磁性颗粒料含较高固定碳,可作还原剂重新利用。
二、回转窑设备组成回转窑设备主要由筒体、滚圈、支承装置、传动装置、窑头罩、密封装置、集尘室、燃烧装置及热烟室等部分构成,详见上图。
(1)筒体。
回转窑的筒体由钢板卷成,从铆接已发展为全部焊接。
筒体应具有足够的刚度和强度,以保证在安装和运转中轴线的直线性和截面的圆度。

文件编号:LSZD—№:山东鲁南水泥有限公司5000T/D生产线回转窑系统操作规程(第一版)2005年8月31日发布 2005年9月1日实施修改人: 审核人: 批准人: 起草日期: 审核日期: 批准日期:目录1目的 (2)2适用范围 (2)3术语、符号、代号 (2)4操作内容与要求 (2)4.1点火前准备工作 (2)4.2点火升温过程 (2)4.3投料前操作要点 (7)4.4系统投料操作要点 (7)4.5挂窑皮操作 (8)4.6窑系统的正常生产控制和操作 (8)4.7正常开车及停车顺序 (9)4.8运行中的调整 (10)5常见故障及处理 (10)5.1窑头点火喷油装置 (10)5.2窑头喂煤系统 (11)5.3分解炉喂煤 (11)5.4窑及预热器 (12)6相关文件 (13)7记录 (13)回转窑系统操作规程1目的本规程制定了回转窑工艺的各项技术指标,使操作达到规范化、标准化的要求。
2适用范围本规程适用于5000t/d熟料生产线回转窑系统的操作。
3术语、符号、代号窑皮、轮带、篦冷机、预热器、分解炉、液压挡轮4操作内容与要求4.1点火前准备工作4.1.1确认现场机械、电气仪表设备起动前的各项准备工作已经完成,各阀门与中控必须对应。
4.1.2生料磨和煤磨系统应处于随时启动状态,保证能根据煅烧需要连续供料和供煤。
首次投料生料均化库内存有不少于8000吨生料。
4.1.3通知岗位工对所有设备进行检查,所有人孔门、检修门都要严格进行密封,防止漏风、漏料、漏油。
,4.1.4确认全系统每一机组联动、联锁、模拟各种故障停车检验、报警保护等均有效可靠,各种开、停车及报警信号正确。
4.1.5检查确认仪表系统正常,各测点的温度、压力指示准确可靠。
各阀门执行器调节灵活且与中控保持一致。
各种计量仪表功能准确可靠,调节量与实际相同。
4.1.6确认空压机及循环水工作正常。
确定冷却机热端空气炮可以随时投入使用。
4.1.7与窑头岗位工联系确认点火工具(点火棒、棉沙、废机油)是否齐备,确认窑头一次风机开车正常,油箱油储量应提前联系备足。

图1 物料平衡图图2 热量平衡图物料平衡计算收入项目燃料总消耗量(kg/kg)r其中:窑头燃料量=K y m r (kg/kg)Q s=(m gs C s+m ws C w)t s=[(1.560-0.401m r)×0.878十(0.003-0.001m r)×4.182]×50=69.111-17.813m r(kJ/kg)(0~50℃时,水的平均比热C w=4.182KJ/kg℃,干生料平均比热C s=0.878kJ/kg)(4)入窑回灰带入热量Q yh=m yk C yh t yh=0.100×0.836×50=4.180 kJ/kg(0~50℃时,回灰平均比热C yh=0.836kJ/kg℃)(5)空气带入热量a.入窑一次空气带入热量Q y1k=V y1k C y1k t y1k=0.10V yk C y1k t y1k=0.10×2.586m r×1.298×25 =8.39m r (kJ/kg)(0~25℃时,空气平均比热C y1k=1.298KJ/Nm3.℃)b.入窑二次空气带入热量Q y2k=V y2k C y2k t y2k=0.85V yk C y2k t y2k=0.85×2.586m r×1.403×1100=3392.3m r(kJ/kg) (0~1100℃时,空气平均比热C y2k=1.403kJ/Nm3·℃)c.入分解炉二次空气带入热量Q F2k=V F2k C F2k t F2k=4.310m r×1.403×900 =5442.2m r(kJ/kg)(0~900℃时,空气平均比热C F2k=1.403kJ/Nm3.℃)d.气力提升泵喂料空气带入热量(忽略)e.系统漏风带入热量Q LOK=V LOK C LOK t LOK =1.299m r×1.298×25=42.153m r (kJ/kg)(0~25℃时,空气平均比热C LOK=1.298kJ/Nm3·℃)总收入热量Q zs=Q rR+Q r+Q s+Q yk+Q y1k+Q y2k+Q F2k+Q sk+Q LOK=24200m r+69.240m r+(69.111-17.813m r)+4.180+8.39m r+3392.3m r+5442.2m r+0+42.253m r=73.291+33136m r(kJ/kg)1.2.1支出项目(1)熟料形成热Q sh=109+30.04C a O k+6.48Al2O3k+30.32M g O k-17.12S i O2k+1.58Fe2O3k=109+30.04×66.67+6.48×5.38+30.32×0.58-17.12×22.34-1.58×3.65 =1776kJ/kg(2)蒸发生料中水分耗热量Q ss =(m ws +m ks )q qh =(0.003-0.001m r +0.016-0.004m r )×2380=45.220-11.9m r (kJ/kg)(50℃时,水的汽化热q qh =2380kJ/kg)(3)废气带走热量fSO SO O O O H O H N N CO CO f t C V C V C V C V C V Q )(2222222222++++==[(0.281+1.050m r )×1.921+6.818m r ×1.319+(0.025+0.450m r )×1.550+0.517m r×1.370+0.002m r ×1.965]×330=190.92+4098.5m r (kJ/kg)[0~340℃时,各气体平均比热:C CO2=1.921kJ/Nm 3·℃;C N2=1.319kJ/Nm 3·℃;C H2O =1.550kJ/Nm 3·℃;C O2=1.370kJ/Nm 3·℃;C SO2=1.965kJ/Nm 3·℃] (4)出窑熟料带走热量Q ysh =1×C sh t sh =1×1.078×1360=1466.1 (kJ/kg)(0~1360℃时,熟料平均比热C sh =1.078kJ/kg.℃)(5)出预热器飞灰带走热量Q fh =m fh C fh t fh =0.100×0.895×300 =26.85 (kJ/kg)(0~300℃时,飞灰平均比热C fh =0.895kJ/kg ·℃)(6)系统表面散热损失Q B =460kJ/kg 支出总热量Q zc =Q Sh +Q ss 十Q f +Q ysh +Q fh +Q B=1776+(45.220—11.9m r )+(190.92+4098.5m r )+1466.1+26.850+460=3965+4086.6m r kJ/kg列出收支热量平衡方程式Q zs =Q zc73.291+33136m r =3965+4086.6m r 求得:m r =0.1340(kg/kg)即烧成1kg 熟料需要消耗0.1340kg 燃料。

日产5000吨熟料新型水泥生产的工艺流程说明关键字:回转窑-生产工艺1.1生产工艺流程1.1.1 石灰石矿山石灰石破碎采用单段破碎,由皮带将石灰石倒入受料斗,经1台EBP2200—10的重型板式喂料机喂入1台TKLPC20D22双转子单段锤式破碎机中,当入料粒度≤1000mm,出料粒度≤25mm时,破碎能力为1200t/h。
由于生料磨系统拟采用立磨生产工艺,要求入磨粒度≤80mm(≤85%),破碎机要求出料粒度可放宽至≤75mm,破碎能力可增加到1500t/h,重型板式给料机给料能力≥1600t/h。
破碎后的石灰石由胶带输送机送至石灰石预均化堆场。
1.1.2 石灰石预均化堆场为均化和储存石灰石,设置1座φ90m的石灰石预均化堆场,堆场总储量为52000t,有效储量为47000t,有效期7.4天,堆料采用1台悬臂式堆料机,堆料能力正常为600t/h,最大可达到800t/h,取样选用1台桥式刮板取料机,取料能力正常为450t/h,最大可达550t/h,均化后的石灰石经胶带输送机送至原料配料站的石灰石库中。
1.1.3砂岩破碎及输送铲车将砂岩堆场内的砂岩铲入破碎机前受料斗,砂岩经筛分后,小块由胶带输送机直接送入辅助原料预均化堆场,大块经反击式硬料破碎机破碎后由胶带输送机送到辅助原料预均化堆场储存。
当入料粒度≤600mm,出料粒度≤25mm时,破碎机能力为90t/h。
1.1.4辅助原料预均化堆场及输送堆场为1座30×180m的长形预均化堆场,粘土、砂岩和硫酸渣分别经悬臂式堆料机进行分层堆料,由侧式取料机取料。
取出的粘土、砂岩和硫酸渣分别由胶带输送机送至原料调配站。
堆料机的堆料能力为250t/h,取料机的取料能力为150t/h。
1.1.5原料配料站原料调配站设置4座圆库,1座φ10×24m库储存石灰石,3座φ8×20m库分别储存粘土、砂岩和硫酸渣。
每种物料均由定量给料机按比例从各储库中卸出,经胶带输送机送至原料磨粉磨。

五千T新型干法水泥生产线回转窑工艺设计说明书12X X 理工学院课程设计说明书课程名称: 新型干法水泥生产技术与设备设计题目: 5000t/d新型干法水泥生产线回转窑工艺设计专业: 无机非金属材料工程班级:学号:姓名:成绩:指导教师(签名):设计时间: .12.19—— .01.06原始资料一、物料化学成分(%)二、煤的工业分析及元素分析(%)三、热工参数1、温度。
入预热器生料温度:50℃;入窑回灰温度:50℃;入窑一次风温度:25℃;入窑二次风温度:1100℃;环境温度:25℃;入窑、分解炉燃料温度:60℃;入分解炉三次风温度:900℃;出窑熟料温度:1360℃;废气出预热器温度:330℃;出预热器飞灰温度:300℃。
窑尾气体温度:1100℃。
2、入窑风量比(%)。
一次风(K1):二次风(K2):窑头漏风(K3)=10:85:5。
3、燃料比(%)。
回转窑(Ky):分解炉(Kf) =40:60。
4、出预热器飞灰量。
0.1kg/kg熟料。
5、出预热器飞灰烧失量。
35.20%。
6、各处空气过剩系数。
窑尾,αy=1.05分解炉出口αL=1.15预热器出口αf=1.40。
7、入窑生料采用提升机输送。
48、漏风。
预热器漏风量占理论空气的比例K4=0.16;提升机带入空气量忽略;分解炉及窑尾漏风(包括分解炉一次空气量),占分解炉用燃料理论空气量的比例K6=0.05。
9、袋收尘器和增湿塔综合收尘效率为99.9%。
10、熟料形成热。
根据简易公式(6-20)计算。
11、系统表面散热损失。
460kJ/kg熟料。
12、生料水分。
0.2%。
13、窑的设计产量。
5000t/d。
目录前言 (4)一、物料平衡、热平衡计算 (5)1.1物料平衡计算 (5)1.1.1 收入项目 (5)1.1.2 支出项目 (7)5。

回转窑的一些操作技术在水泥厂回转窑的工艺操作中,常常会碰到很多问题。
笔者在近几年的实践中,总结出了一些操作方式和体会,现归纳如下,与同行们一路探讨研究。
1 点火的操作不论是新建或者检修后投产都会遇到点火,在点火之前整个烧成系统都应联动试车,以免在投料时遇到设备小故障而造成预热器系统温度偏高、旋风筒和下料管堵塞等不良工况的出现。
不管是用木柴或柴油点火。
都应将高温风机风门全部关闭,视情况适当打开点火烟囱,使窑头呈微负压状态,以防拉风过大而不易点燃。
在喷入煤粉时应尽量保证煤粉的燃尽率,不能喷入过多,慢慢加煤;并间隔一定时间转窑,每次转窑1/4,以免筒体弯曲变形。
当温度达到700℃以上时,应用辅传持续转窑,视情形启动高温风机,适当调剂风门开度;当温度达到900℃时,就能够够用主传转窑。
如用柴油点火应不忙全数关闭油泵,但可适当调小阀门开度;待投料后物料抵达烧成带后才可停止供油。
何时加料,应依照窑尾温度和预热器出口温度来确信;窑开始投料量应相对较高,一样不该低于设计产量的60%,以后慢慢增加喂料量,且加料幅度宜小不宜大,直到正常时的喂料量;另外,应尽可能缩短在低喂料量的运行时刻,因为在此期间极易发生塌料造成预热器系统的堵塞。
2 挂窑皮的操作在换砖后(此处仅指烧成带)要适当地进行烘窑操作,切忌温度激升。
挂窑皮首先对生料成分有一定的要求,特别是液相量的多少和物料的耐火度。
液相量多则容易形成窑皮,但也易垮落,不牢固,经不起高温的煅烧;若液相量少,物料耐火,要形成窑皮较为困难,形成后的窑皮相当坚固,但若有垮落就不易补挂。
根据我厂多年的经验,挂窑皮时,一般就用正常生产时的生料粉较好,这样有利于形成窑皮。
因为在煅烧过程中,窑皮是一个动态平衡,即使有小部分垮落也易于及时补挂,但在挂窑皮期间切忌出现跑生料和欠烧现象。
3 来料不稳固的处置在正常生产中,生料喂料量都是有波动的,但波动幅度较小。
但当设备出现一些问题时,或者在雨季生料水分不易控制,易出现生料在库顶或库壁结块,而造成下料不畅时,就会出现较大的波动幅度。

回转窑技术方案1. 引言回转窑技术是一种常用于水泥生产过程中的高效能熟料烧成设备。
它利用回转窑转筒的旋转运动,将原料在高温下进行烧结和冶炼,从而产生出高质量的水泥熟料。
本文旨在介绍回转窑技术的原理、特点、优势以及应用范围,为相关从业者提供技术方案的参考。
2. 原理与工艺回转窑是一种长而呈横圆筒形的设备,通常由燃烧装置、回转筒、支撑装置、封堵装置等组成。
其工艺流程包括下列几个步骤:2.1. 原料进料原料以恒定的流量从回转窑的一端进入,并沿着回转筒的轴向逐渐移动。
原料的类型和比例决定了最后产品的特性。
2.2. 预热原料在回转筒中被加热至适宜的升温速率。
这一步骤有助于除去原料中的挥发性成分,提高热效率。
2.3. 煅烧在经过预热后,原料进入到煅烧区域。
高温下,原料中的矿物质发生化学反应并达到烧结状态,形成熟料。
2.4. 冷却熟料从煅烧区域向回转筒的另一端移动,同时被冷却气体吹拂。
冷却气体通过与熟料的热交换,将熟料冷却至环境温度。
2.5. 产品出料冷却后的熟料从回转窑的出料端倾倒出来,并经过粉碎、筛分等工序后,成为最终的水泥产品。
3. 回转窑技术的特点和优势回转窑技术具有以下几个显著的特点和优势:3.1. 高热效率回转窑技术利用燃烧装置产生的高温气流,在整个燃烧和煅烧过程中对原料进行加热。
通过合理的燃烧设备和热交换系统设计,回转窑能够实现高热效率,充分利用燃料的能量,减少热损失。
3.2. 稳定的产品质量回转窑技术能够控制煅烧过程中的温度、气氛和停留时间等参数,确保原料得到充分的煅烧和烧结,从而保证产品质量的稳定。
此外,由于原料在回转筒内的持续运动,实现了热量的均匀分布,避免了产品中的过烧或欠烧等问题。
3.3. 灵活的适应性回转窑技术能够适应多种原料和产品的要求。
在原料的选择和比例调整上具有一定的灵活性,可用于烧制不同种类的水泥熟料。
此外,通过进料端和出料端的设计和调整,回转窑可适应不同生产规模的需求。
3.4. 环保与节能回转窑技术采用了先进的燃烧和热交换技术,能够有效控制燃料的使用量和排放物的含量。