某型涡扇发动机压气机转子与静子轴向碰磨故障分析
- 格式:doc
- 大小:25.00 KB
- 文档页数:6

某型航空发动机高压涡轮转子动平衡常见故障及预防措施摘要:通过对某型航空发动机高压涡轮转子动平衡故障原因分析,结合工作实际制定修理对策,对提高航空发动机转子平衡质量具有重要意义。
关键词:涡轮转子;平衡;故障;1一、前言航空发动机转子是在条件极其恶劣的环境下高速旋转工作的,发动机的振动问题历来是必须要解决的重要问题。
发动机工作中振动过载会引起严重的故障,即使当前较为先进的发动机仍然会时常出现振动问题。
影响发动机振动的因素较多,也很复杂,单从转子振动方面来说,主要有转子不平衡量过大、转静子的碰磨、转子喘振等因素,本文从转子不平衡量方面探讨,结合自己日常工作经验对某型发动机高压涡轮转子动平衡中出现的常见故障进行原因分析、总结出有效预防措施,对降低发动机振动故障率具有重要作用。
二、动平衡的基本原理转子转动的产生的不平衡量是因为转子各微段的质心不严格处于回转轴线上引起的。
不平衡量会引起转子横向振动,并使转子受到不必要的动载荷,会产生噪音,加速轴承部件的磨损,通过动平衡校正,将有助于提高发动机的寿命和性能。
对于航空发动机转子来说,其工作转速低于临界转速,不平衡量一般的变形很小,这种转子可以按刚体处理,动平衡可在低速度下进行,称为刚性转子动平衡。
在进行刚性转子动平衡时,各微段的不平衡量引起的离心惯性力系可以简化到选定的两个横截面上去,在这两个选定横截面上作相应的校正(去重或配重),即可完成动平衡。
为了找到两个截面上不平衡量的方位和大小,通常采用卧式平衡机。
常见的卧式动平衡机分为软支撑和硬支撑两种,前者检测不平衡量引起的振动;后者检测不平衡量转子对支撑的作用力。
三、动平衡过程出现的故障及原因分析该型发动机高压涡轮转子平衡采用卧式平衡机动平衡、前后端分别采用滚轮支撑和轴瓦硬支撑方式、万向节驱动,为保证转子的互换性,平衡过程中采用高涡转子与高压压气机模拟转子组合平衡的方法,如图1所示。
在动平衡时,由于高涡转子组件、模拟转子、平衡工装的问题导致动平衡不合格,主要表现为以下几种类型:1.高涡转子在平衡机上组件跳动检查跳动量偏大(技术要求径跳不大于0.04mm),导致动平衡检查不合格。

2019.12 EPEM 81发电运维Power Operation前言在启停和运行过程中动静部件间的碰磨是汽轮机组常见故障之一,由于机组轴系依靠推力瓦进行转子轴向定位,在各汽缸内组件安装质量可靠的前提下汽轮机转子动叶与隔板、汽封突肩与梳齿等动静部件间的轴向碰磨概率较小。
随着机组对缸效要求的不断增加,以及诸如小间隙汽封、布莱登汽封、蜂窝汽封等新型汽封技术在不同机组上的革新应用,为提高缸效追求汽封动静间隙下限以及新技术应用的不稳定性都增加了大型旋转机械动静部件径向碰磨的可能性。
同时可倾式支撑轴瓦、浮动挡油环、密封瓦等静止部件的组件结构也日趋复杂,在运行过程中也是导致径向碰磨振动的主要诱因。
本文主要针对大型汽轮发电机组的径向动静碰磨展开讨论和研究。
据国内外汽轮机转子弯曲事故表明,其中86%均由于机组在启动过程中动静碰磨故障引起,如果分析及处理不及时就有可能造成转子永久性热弯曲甚至轴系损坏事故,因此正确快速地诊断出机组动静碰磨故障并进行处置就具有十分重要的意义。
1 径向碰磨的原理、特征及分类1.1 机组径向碰磨产生的原理大型汽轮机组在启动冲转过程中,发生动静碰磨振动大导致冲转不成功的案例是比较常见的。
由600MW 亚临界汽轮机组轴系碰磨故障的分析和处理大唐阳城发电有限责任公司 郭 炜摘要:通过对600MW汽轮机组轴系发生碰磨故障数据的整理,分析了亚临界三缸四排汽汽轮机组发生动静碰磨故障的典型案例,可为现代大型汽轮发电机组因动静碰磨产生的振动异常提供分析和处置参考,为机组安全稳定运行提供技术保证。
关键词:汽轮机组;动静碰磨;振动特征;故障诊断于油膜的不稳定以及高压调节级进汽不均匀,汽轮机转子中心会与静止的几何中心产生一定程度的偏离。
油膜破坏或安装质量不合格使轴心偏移值超过径向间隙设计值时,动静部分即发生碰磨。
碰磨点同时会受到径向作用力和逆转向切向碰磨力的共同作用。
依据转动部件与静止部件在圆周方向上接触长度的不同可分为全周碰磨和局部碰磨。
![汽轮机动静碰磨现象及诊断[行业荟萃]](https://img.taocdn.com/s1/m/7d2a5e8fa8114431b90dd8b9.png)
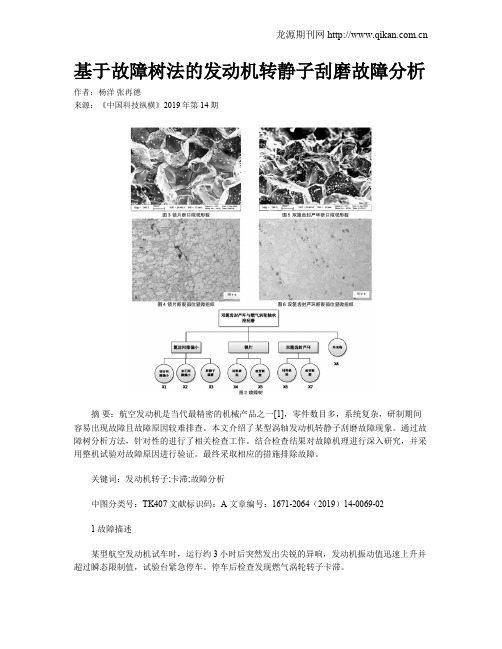
基于故障树法的发动机转静子刮磨故障分析作者:杨洋张再德来源:《中国科技纵横》2019年第14期摘要:航空发动机是当代最精密的机械产品之一[1],零件数目多,系统复杂,研制期间容易出现故障且故障原因较难排查。
本文介绍了某型涡轴发动机转静子刮磨故障现象。
通过故障树分析方法,针对性的进行了相关检查工作。
结合检查结果对故障机理进行深入研究,并采用整机试验对故障原因进行验证。
最终采取相应的措施排除故障。
关键词:发动机转子;卡滞;故障分析中图分类号:TK407 文献标识码:A 文章编号:1671-2064(2019)14-0069-021 故障描述某型航空发动机试车时,运行约3小时后突然发出尖锐的异响,发动机振动值迅速上升并超过瞬态限制值,试验台紧急停车。
停车后检查发现燃气涡轮转子卡滞。
如图1所示,燃气涡轮叶片、燃气涡轮盘、承力机匣、隔热挡板、燃气涡轮轴承座以及双篦齿封严环形成了一个封闭腔,发动机分解检查发现该封闭腔内有大量金属粉末。
双篦齿封严环的大篦齿磨损严重,燃气涡轮转子上的锁片有翻起断裂现象。
此外,压气机部件转静子刮磨严重,燃气涡轮转子叶尖有轻微刮磨现象。
2 故障树分析结合故障现象以及分解检查情况,初步分析认为造成发动机燃气涡轮转子卡滞的主要原因是燃气涡轮转子双篦齿封严环与燃气涡轮轴承座刮磨粘结。
为排查刮磨的原因,有必要复查该处加工、设计是否存在异常情况。
篦齿间隙偏小、零件原材料不合格、零件疲劳断裂和外来物是可能导致该处刮磨的因素。
以双篦齿封严环与燃气涡轮轴承座刮磨为顶事件,绘制故障树如图2所示。
3 故障排查及定位根据故障树中列出的故障原因,针对设计和加工进行故障排查工作,排查情况如下。
3.1 篦齿间隙刮磨部位由双篦齿封严环与燃气涡轮轴承座形成2道篦齿配合,小篦齿设计间隙为(0.2~0.3)mm,大篦齿设计间隙为(0.4~0.5)mm[2]。
通过复查装机前的精密计量数据,装配时这2处篦齿间隙均控制在设计要求范围内。
提高发动机操纵系统可靠性的维修【摘要】在现代技术进步与之密切相关的最迫切的问题当中,压气机叶片质量和维护问题占据着主导的地位,起着十分重要的作用。
论文以维护发动机压气机叶片为目的,以发动机压气机转子叶片的组成,安装技术,压气机叶片的故障分析和各种故障的维修方式,以及常用典型发动机压气机叶片的维护作为主要内容,全面的根据发动机压气机叶片的故障特点对发动机压气机叶片的修理进行论述。
关键词:压气机转子叶片喷丸强化维修Abstract:In the modern technological progress is closely related with the most pressing problem, compressor blade quality and maintenance problems to occupy a dominant position, plays a very important role.On the maintenance of the engine compressor blade for the purpose, with the engine compressor rotor blade is composed of compressor blade, installation technology, fault analysis and fault repair, as well as the typical engine compressor blade maintenance as the main content, comprehensive according to engine compressor blade fault characteristics of engine compressor blade repair are discussed.Key word:Aeroengine control system reliability maintenance目录1 压气机转子叶片简述........................................................................................... 错误!未定义书签。
某型航空发动机常见振动故障分析李洪伟;李明【摘要】The structure of one aero-engine and the factors for vibration during fitting process were analyzed, and the common vibrating failures during production process were also analyzed including the rotor unbalance, the rotor unbalance as the rub-impacting, the rotor un-centering, the tubine rub-impacting and the equipment factors. Finally the diagnosing and debugging-aid methods for aero-engine vibrating failure were generalized.%针对某型发动机结构特点以及装配过程中与振动相关的要素,分析该型发动机生产过程中常见振动故障情况,包括转子不平衡、转子不平衡与转静件碰摩并发故障、转子不对中、高低压涡轮转/静件碰摩以及设备原因,总结了该型发动机常见振动故障诊断及排除方法.【期刊名称】《新技术新工艺》【年(卷),期】2011(000)012【总页数】4页(P88-91)【关键词】航空发动机;振动;转子;不平衡;碰摩;不对中【作者】李洪伟;李明【作者单位】海军航空工程学院青岛分院,山东青岛266041;海军航空工程学院青岛分院,山东青岛266041【正文语种】中文【中图分类】V216.3过大的径向振动往往是造成航空发动机损坏的主要原因之一,径向振动值也是进行状态监测和故障诊断的主要依据之一[1]。
某型航空发动机在厂内试车过程中,振动故障高达到10%以上,严重影响了该型发动机的正常交付使用,且在外场使用过程中,也时有发生。
航空发动机压气机结构和故障分析发布时间:2022-08-21T01:21:23.959Z 来源:《科技新时代》2022年1月第1期作者:胡文祺[导读] 航空发动机被称作飞机的“心脏”胡文祺空军工程大学陕西省西安市摘要:航空发动机被称作飞机的“心脏”,不仅是飞机飞行的动力,也是促进航空事业发展的动力。
压气机是航空发动机很关键的结构之一,其作用是给燃烧室提供压缩后的高温、高压气体。
风扇叶片是航空发动机的关键转动零件,承担着将空气输送到内、外涵道的重要作用。
在高转速高气压的飞行状态下,压气机主要承受着气动载荷、离心载荷以及温度载荷,常常导致疲劳失效,一旦发生断裂直接危及其它部件的正常运转。
为了保证在飞行过程中发动机稳定、可靠地运行,为了能够全面了解航空发动机,了解压气机的结构、知晓压气机的工作原理、懂得如何减少和排除压气机的故障。
本文将系统地介绍航空发动机的类别、压气机的类别。
简单结合军用和民用层面分析压气机结构和故障,浅析压气机发展趋势,进一步推动我国航空事业的发展。
关键词:航空发动机;压气机;结构分析;故障分析1.现代航空发动机类型1.1活塞型发动机很早在飞机上被应用的航空引擎装置,是用来带动螺旋桨的。
一台活塞式航空发动机功率可达2500千瓦。
后来它被功率大、运行速高的涡轮引擎代替了。
1.2涡轮型发动机该发动机应用最广。
有涡喷式、涡扇式、螺旋桨式和涡轮轴式,都有带压气机、燃烧室及涡轮。
涡桨型应用在飞行时速范围小于800千米的飞机上;涡轴式是用于直升机的驱动力;涡扇式应用在飞行速度快的航空器。
1.3冲压型发动机它的机体构造简单、推动力强,非常适合在高速或者远的任何地方高空飞行。
由于不能自动着陆和低速自行降落,限制了其主要应用领域,只广泛使用在导弹和空中发射靶导弹上。
1.4综述火箭发动机的推进剂(包括氧化物和燃烧剂)全部都是由自己携带,燃料的消耗过多,不能够适合长时间的工作,一般只能用来作为运输火箭的引擎,在飞机上只能被应用于短时内加速。
汽轮机动静碰磨故障的原因分析及处理汽轮机动静碰磨故障的原因分析及处理牟法海,卢盛阳,王文营(河北省电力研究院,河北石家庄050021)汽轮发电机组转动部件与静止部件的碰摩是运行中常见故障,而转轴碰摩是机组起动和正常运行中振动突然增大的主要故障之一。
汽轮机动静部分碰磨对设备造成的危害是非常严重的,据国内汽轮机弯轴事故统计表明,其中86%由转轴碰磨引起,转轴碰磨严重时会引起轴系破坏。
因此,分析和研究汽轮机动静部分发生碰磨的原因,可避免事故的发生,以保证机组的安全可靠运行nj。
1摩擦振动的特征碰磨具有多种征兆,易变的信号特征与外界条件有密切的关系,在某一时刻出现的特征,在其它时刻可能不再复现,这使得碰磨带有不确定性。
发生碰磨时,具体的信号特征如下:(1)振动信号的时域波形发生畸变;(2)当机组在升速过程中发生碰磨时,经过多次起停,或者是暖机时间的延长,振动值将逐渐减小;。
(3)碰磨点处轴振的工频或通频振动值快速增大;(4)轻微碰磨主要是工频振动(1X),当严重碰磨时,除了工频成分外还有其它的倍频成分,如2X、3X等;(5)当轴颈和轴瓦发生碰磨时,轴瓦的乌金温度和回油温度将会升高;(6)低转速时在汽封或轴瓦处用听针能听到异常的声音[2’3|。
2碰磨产生的原因汽轮机组的径向和轴向碰磨通常发生在隔板汽封、叶片围带汽封以及轴封部位,径向碰磨还可能发生在各轴承的油挡、汽封片部位。
发电机的径向碰磨通常发生在密封瓦处。
机组动静碰磨原因通常有:(1)转轴振动过大。
造成轴振动过大的原因有质量不平衡、转子弯曲、轴系失稳等。
不管那种原因,大振动下的转轴振幅一旦大到动静间隙值,都可能与静止部位发生碰磨。
(2)动静间隙过小或消失。
造成轴封间隙过小或消失的原因有上下缸温差过大,使得轴封间隙减小或消失;汽缸与法兰作者简介:牟法海,(1977一),男,毕业于华北电力大学,硕士,现在河北省电力研究院热动所从事汽轮发电机组振动技术研究。
某型涡扇发动机压气机转子与静子轴向碰磨故障分析
[摘要]针对发动机外场使用后出现压气机转子与静子轴向碰磨的问题,对其进行了尺寸测量、质量复查和加工工艺复查,通过对影响压气机转静子轴向位置的因素进行分析,发现发动机压气机一级转静子碰磨的原因是压气机整流器轴向位置没有得到严格规定
和控制,造成发动机转、静子局部轴向间隙消失,工作时产生碰磨。
[关键词]压气机整流器轴向位置、翘曲变形、叶片松动
中图分类号:v263.6文献标识码:a文章编号:1009-914x(2013)21-0000-00
某型号涡扇发动机返厂检查。
分解时,发现压气机一级转子与静子有轴向碰磨故障。
发动机已工作了332h。
下文就其故障原因进行了分析。
1 产品介绍
某型发动机为双涵道、双转子、混合排气式涡轮风扇发动机。
压气机部件是发动机的一个重要部件,其作用是在高压涡轮的带动下来最终压缩通过内涵的空气,主要供给燃烧室用于生成高压燃气和少量用于冷却高温部件、发动机防冰、飞机系统引气等。
压气机主要由转子部件和静子部件组成。
2 故障情况
压气机一级整流器半环开口处整流叶片磨伤、内环磨穿,开口处端面翘曲变形。
手动检查压气机一级整流器叶片,均已明显松动。
压气机一级工作叶片排气边根部r转接处全部磨伤,压气机一级轮
盘后轮缘整圈磨伤。
3 厂内普查
在厂内,处于分解状态的排故机、返厂检查机、修理机、长试机、新机共25台发动机和1台进口发动机。
对这些发动机的压气机转子和静子外观进行了普查,共发现5台fws11发动机有压气机转子与静子轴向碰磨故障。
4 对比测量
4.1 整流器内环轴向活动量
将分解状态的132号、136号、330号(正常机)和k004(进口机)号共4台发动机的压气机工作环、整流器组装到压气机机匣上,消除e垫的间隙后,以整流器初始位置为0点,用5n的力压、拉整流器内环,测量整流器内环上、下移动量,即为整流器内环前、后的轴向活动量。
在测量中,发现整流器内环轴向活动量最大值位于整流器半环开口处,测量结果表明,故障机的压气机一级整流器内环轴向活动量最大,正常机最小,与进口机的相当。
4.2 一级整流器内环与外环前端面距离
按一级整流器设计图样,测量其内环与外环前端面之间的距离,结果:故障发动机6处的1.63±0.1尺寸有较大的差别,说明发动机的一级整流器内环存在翘曲变形大,正常机与进口发动机相当,6处的1.63±0.1尺寸变化较小,说明其一级整流器内环变形小。
一级整流器内环的翘曲变形影响转静子间的间隙,为此计算一级
整流器内环前端面相当于设计理论位置(1.63±0.1)的位移量,结果:故障发动机一级整流器内环前端面向前翘曲变形,减少了转静子实际间隙,最大减少量分别为0. 48、1.18、1.27、0.62、0.62;而正常机和进口机的最大减少量仅为0.18与0.12。
4.3 一级整流器轴向位置
测量一级整流器内环前端面到压气机匣前安装边的距离l2,测量结果表明,已碰磨的故障机的l2值均小于设计计算值(72.39~74.51),说明整流器轴向位置前移,减少了转静子实际间隙;正常机和进口机的l2尺寸基本符合计算值,其整流器轴向位置符合设计要求。
4.4 一级转子与静子实际最小间隙计算
测量尺寸l1、l2和l3。
计算压气机一级转子与静子轴向实际最小间隙△=l2-l1-l3,结果表明,故障机的最小间隙△均小于设计计算间隙,正常机和进口机的最小间隙△符合设计计算间隙要求。
5 质量复查
5.1 一级整流器加工
复查了5台发生碰磨故障发动机所装一级整流器号为不同批次的一级整流器,故障与整流器的加工无关。
5.2 装配
复查故障发动机静子和转子装配尺寸值,装配间隙均满足设计要求。
5.3 整流器加工工艺复查
整流器加工工艺路线是5工序清洗→10工序钳工→20工序涂胶→30工序固化→40工序电热铆→……→45工序热校形→60工序检验→……→90工序点焊→……→150工序涂石墨→160工序车工→……→180工序检验→190工序线切割→……→205工序抛光→210工序检验。
(1)主要工序说明
> 40工序热铆
40工序电热铆是一种接触电阻加热墩粗铆接方法,整流叶片组合到整流器内、外环后,通过两电极在一定的压力和电流的作用后,在电极和叶片榫头接触处及附近产生高温,榫头材料变软,在铆接力的作用下榫头变粗,消除榫头与叶型孔的间隙,另一方面铆接形成的铆头压在内、外环上,从而使整流叶片、整流器内、外环三者铆接在一起。
> 45工序热校形
整流器装在夹具内,随炉升至600℃±10℃进行热校形,热校形后检查零件外观质量,平面度≤0.3mm。
(2)工艺复查发现的问题
> 热校形的夹具材料为不锈钢,不锈钢在高温下热膨胀系数较钛合金大得多[在600℃不锈钢热膨胀系数为:17.5×10-6(1/℃),tc1热膨胀系数为:9. 1×10-6(1/℃)],由于热膨胀量不同,造成零件热校形后,外环直径变大,因此对于使用这类夹具进行热校形的部分组件,外环变大易引起叶片松动。
> 在60工序和180工序均有电热铆质量检查;但没有明确检查内容及验收标准;一级整流器切开后,210终检工序对1.63±0.1没有检查要求。
5.4 复查结论
1)故障机出厂时压气机装配符合设计要求。
2)整流器电热铆工艺检验工序内容不明确,且零件入库前,尺寸1.63±0. 1没有检查要求。
3)热校形的夹具设计不合理。
6 原因分析
6.1 碰磨原因分析
(1)压气机一级整流器轴向位置前移。
(2)整流器内环开口处翘曲变形大,压气机一级转、静子之间轴向间隙局部变小,仅为1.04(设计计算值2.155~4.5)。
(3)工作一段时间后,压气机一级整流器叶片松动,整流器内环轴向活动量加大。
(4)发动机工作时,在气动力的作用下,压气机一级转、静子间轴向间隙进一步变小,产生碰磨。
6.2 整流器轴向位置前移的原因
整流器、工作环宽度尺寸均为上差甚至超差,使各级整流器逐级前移。
6.3 整流器对半环开口处翘曲变形的原因
整流器电热铆及封严环焊接时存在一定的内应力,当零件切开
后,零件两半分别产生扭曲变形。
6.4 整流器叶片松动的原因
整流器内环、外环与整流器叶片电热铆铆接不牢,发动机工作一段时间后,导致整流器叶片松动。
7 故障结论
故障发动机压气机一级转静子碰磨是压气机整流器轴向位置没有严格规定和控制,整流器环面开口处存在过大的翘曲变形,整流器叶片松动引起轴向活动量增大,综合造成发动机转、静子局部轴向间隙消失,工作时产生碰磨。
8 改进措施
8.1 改进压气机整流器加工工艺。
细化压气机整流器电热铆工序,明确铆头形貌的检查要求。
8.2 明确压气机整流器电热铆验收标准,规定叶片松动的检查方法,完善终检工序检验要求。
8.3 明确压气机整流器轴向位置(l2)、叶片松动数量和内环轴向活动量的控制标准。