玻璃镜片生产流程图
- 格式:xls
- 大小:93.50 KB
- 文档页数:2
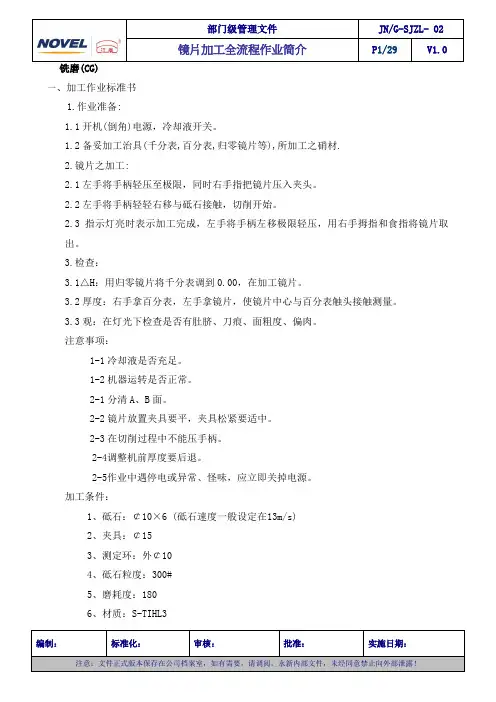
镜片加工全流程作业简介P1/29V1.0 铣磨(CG)一、加工作业标准书1.作业准备:1.1开机(倒角)电源,冷却液开关。
1.2备妥加工治具(千分表,百分表,归零镜片等),所加工之硝材.2.镜片之加工:2.1左手将手柄轻压至极限,同时右手指把镜片压入夹头。
2.2左手将手柄轻轻右移与砥石接触,切削开始。
2.3指示灯亮时表示加工完成,左手将手柄左移极限轻压,用右手拇指和食指将镜片取出。
3.检查:3.1△H:用归零镜片将千分表调到0.00,在加工镜片。
3.2厚度:右手拿百分表,左手拿镜片,使镜片中心与百分表触头接触测量。
3.3观:在灯光下检查是否有肚脐、刀痕、面粗度、偏肉。
注意事项:1-1冷却液是否充足。
1-2机器运转是否正常。
2-1分清A、B面。
2-2镜片放置夹具要平,夹具松紧要适中。
2-3在切削过程中不能压手柄。
2-4调整机前厚度要后退。
2-5作业中遇停电或异常、怪味,应立即关掉电源。
加工条件:1、砥石:¢10×6 (砥石速度一般设定在13m/s)2、夹具:¢153、测定环:外¢104、砥石粒度:300#5、磨耗度:1806、材质:S-TIHL3编制:标准化:审核:批准:实施日期:品质管理:检查项目:外观、△H(矢高差)、肉厚、倒角、有效径、偏弱。
检查重点:肚脐、刀痕、面粗度、偏肉、厚度、倒角、有效径。
工程图面(略)二、切削相关知识1、切削定义:利用车刀对玻璃毛坯表面的相对运动,从毛坯上切去多余的玻璃层,以获得所需要的形状、尺寸、表面粗糙度的加工称为切削加工。
切削量0.5-0.7mm,研削量0.1mm。
2、切削加工原理:工件轴与砥石轴必须在同一个水平面上,且夹角的正弦的大小与球面半径R近似成反比,砥石轴快速顺时针旋转,工件轴低速逆时针旋转,两个运动的轨迹的合成即形成球面。
(非球面允差0.005mm)3、角度设定:sin ∝ =DM/2(R±r)∝:砥石磨轮转动交角r: 砥石磨端面圆弧半径DM: 砥石中径R:球面半径R4、镜片加工方程式 X⒉+Y⒉+Z⒉=R⒉5、砥石选用(车刀)日本:1.4R〉DM〉¢/2国内:0.7¢/cos∝=2/3¢〈DM〈3/4¢6、砥石磨具(车刀)与磨料6.1磨具的磨料成分:金刚石C、刚玉、碳石硅、B4C6.2金刚石结构:金刚石层(含结合剂)→过滤层→砥石基体6.3结合剂分四大类,耐磨性由弱到强排序为:树脂→陶瓷→金属(铜铁硬制合金)→电镀6.4金刚石的粒度(直径大小):选择粒度一般常用150-320#7、曲率半径误差△H(根据球面方程可算得)球面形误差:∝=DM/sin(R±r)中心厚度误差±0.01mm另工作轴,砥石轴不共面0.03mm内不可以作业轴的径向跳动0.005-0.01mm不能加工8、冷却液型号、作用、喷射方法型号:水溶性、乳化液(洗净)、油性(求芯)作用:冷却、清洗、润滑、化学(溶化结合剂,使车刀保持自锐性)喷射方式:内喷、外喷、内外喷。
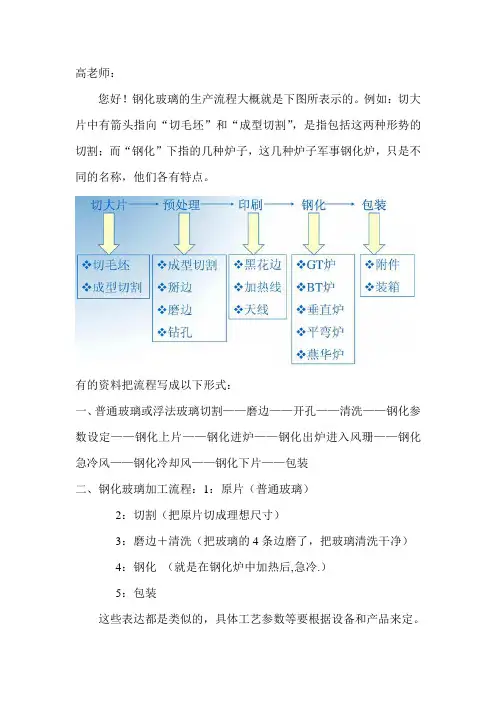
高老师:
您好!钢化玻璃的生产流程大概就是下图所表示的。
例如:切大片中有箭头指向“切毛坯”和“成型切割”,是指包括这两种形势的切割;而“钢化”下指的几种炉子,这几种炉子军事钢化炉,只是不同的名称,他们各有特点。
有的资料把流程写成以下形式:
一、普通玻璃或浮法玻璃切割——磨边——开孔——清洗——钢化参数设定——钢化上片——钢化进炉——钢化出炉进入风珊——钢化急冷风——钢化冷却风——钢化下片——包装
二、钢化玻璃加工流程:1:原片(普通玻璃)
2:切割(把原片切成理想尺寸)
3:磨边+清洗(把玻璃的4条边磨了,把玻璃清洗干净)
4:钢化(就是在钢化炉中加热后,急冷.)
5:包装
这些表达都是类似的,具体工艺参数等要根据设备和产品来定。
镜片生产流程镜片生产流程是从原材料准备、加工、成型,到镜片制成后的加工工序,最后经过质量检测和包装,形成最终产品的过程。
在该过程中,需考虑种种因素,如材料特性、制作工艺、生产工艺流程安排等,以保证生产的良好质量。
一、原材料准备镜片的原材料一般是玻璃、树脂及其它高分子材料。
原材料的质量将直接影响到明镜品质的优劣。
不同材料的特性并不相同,因此在接下来的生产工艺考虑的时候,需要考虑当下材料的特性,以确保生产具有良好的性能。
二、加工准备1、将原材料进行分选:在分选环节中需要将XY坐标在合适位置的镜头的板材划分出来,以便生产和传送。
2、进行初步加工处理,例如砂轮打磨处理和水磨法处理。
3、数控加工:将原材料进行数控加工处理,以便制作出对应的形状、厚度、曲率等等要求。
4、抛光加工:完成数控加工工序后,需要进行抛光加工,在这一步骤中,需要考虑抛光机械的设备和液体的配比一致性,以确保抛光有更好的效果。
三、成型成型是制造镜片的一个重要环节,树脂制作是最常用的一种制造方法。
它需要将材料倒在特殊的铸模内,然后用机器进行高压压制,使材料在铸模内形成所需的镜面形状和厚度。
后再用氮气吹去未固化的树脂,进行固化处理,以使树脂变成硬化板。
四、镜片制成后的加工工序镜片制成后,需要进行后续加工工序,包括:1、防护处理:采用AR(反光)和UV(紫外线防护)等处理,对镜片进行保护,使镜片有更长的寿命。
2、涂漆处理:涂上透明或者有色的涂层,以使镜片能够满足客户不同的需求。
3、镶边处理:将镜片镶边后,使其不能够脱出边缘,同时满足视野需求。
五、质量检测和包装镜片的制作是一个技术活儿,在镜片生产流程中,质量检测是一个必不可少的环节,其目的是确保所生产出的镜片的质量达到标准,达到客户的需求。
质量检测流程包括:镜片厚度、曲率、光度等,质检人员需要在质检的过程中,对产生的每个镜片进行严格的检查,以确保每个镜片符合标准。
最后的任务是包装,需要在包装过程中将镜片进行分类、打包、存储,以满足客户在购买时的需要。
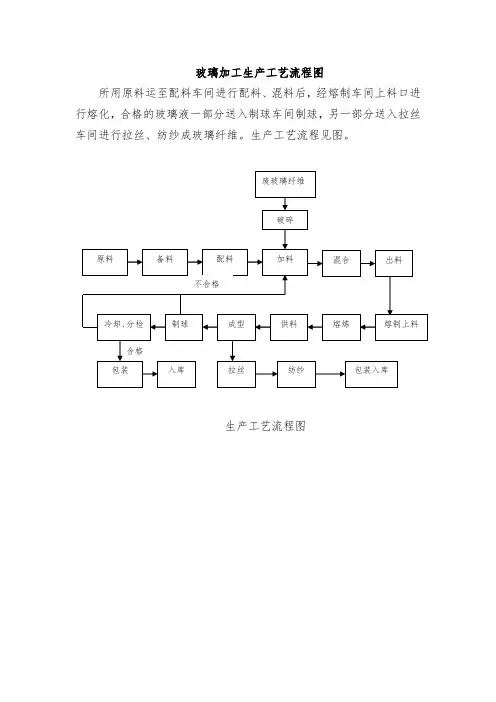
玻璃加工生产工艺流程图
所用原料运至配料车间进行配料、混料后,经熔制车间上料口进行熔化,合格的玻璃液一部分送入制球车间制球,另一部分送入拉丝车间进行拉丝、纺纱成玻璃纤维。
生产工艺流程见图。
生产工艺流程图
生产工艺分为配料、熔制、制球、拉丝、纺纱等工序。
各工序工艺流程简述如下:
(1)配料
砂岩、白粒岩经斗式提升机提升到粉料仓中,石灰石、白云石、纯碱、回头料采用料罐提升到粉料仓中,其余原料用载货电梯运到粉料仓仓顶,人工拆包后倒入粉料仓中。
原料经称量、配料后由皮带送至混合机混合后出料。
(2)熔制
配合料运至熔制车间上料口,由加料机投入窑炉,经熔化、澄清、均化为合格的玻璃液后,流入工作池。
(3)制球
合格的玻璃液经供料道均化、调整成适合成型的温度,由剪刀机剪成料滴,进入制球机制成玻璃球,检验合格的玻璃球通过跑到进入球仓冷却、退火后,经检验合格由人工包装,最后运至成品库。
不合格的球运往原料车间,重新回炉利用。
(4)拉丝
合格的玻璃液经供料道均化、调整成适合成型的温度,进入拉丝机拉丝。
(5)络纱
纤维丝经纺纱机纺成玻璃纤维,最后打包入库。
光学冷加工工序第1道:铣磨,是去除镜片表面凹凸不平的气泡和杂质,(约0.05-0.08)起到成型作用.第2道精磨,是将铣磨出来的镜片将其的破坏层给消除掉,固定R值.第3道抛光,是将精磨镜片再一次抛光,这道工序主要是把外观做的更好。
第4道清洗,是将抛光过后的镜片将其表面的抛光粉清洗干净.防止压克.第5道磨边,是将原有镜片外径将其磨削到指定外径。
第6道镀膜,是将有需要镀膜镜片表面镀上一层或多层的有色膜或其他膜第7道涂墨,是将有需要镜片防止反光在其外袁涂上一层黑墨.第8道胶合,是将有2个R值相反大小和外径材质一样的镜片用胶将其联合.特殊工序:多片加工(成盘加工)和小球面加工(20跟轴)线切割根据不同的生产工艺,工序也会稍有出入,如涂墨和胶合的先后次序。
玻璃镜片抛光工艺用抛光机和抛光粉或抛光液一起下进行抛光要设定抛光时间,压力等参数. 抛光后要立即进行清洗可浸泡,否则抛光粉会固化在玻璃上,会留有痕迹的.1.抛光粉的材料抛光粉通常由氧化铈、氧化铝、氧化硅、氧化铁、氧化锆、氧化铬等组份组成,不同的材料的硬度不同,在水中的化学性质也不同,因此使用场合各不相同。
氧化铝和氧化铬的莫氏硬度为9,氧化铈和氧化锆为7,氧化铁更低。
氧化铈与硅酸盐玻璃的化学活性较高,硬度也相当,因此广泛用于玻璃的抛光。
为了增加氧化铈的抛光速度,通常在氧化铈抛光粉加入氟以增加磨削率。
铈含量较低的混合稀土抛光粉通常掺有3-8的氟;纯氧化铈抛光粉通常不掺氟。
对ZF或F系列的玻璃来说,因为本身硬度较小,而且材料本身的氟含量较高,因此应选用不含氟的抛光粉为好。
2.氧化铈的颗粒度粒度越大的氧化铈,磨削力越大,越适合于较硬的材料,ZF玻璃应该用偏细的抛光粉。
要注意的是,所有的氧化铈的颗粒度都有一个分布问题,平均粒径或中位径D50的大小只决定了抛光速度的快慢,而最大粒径Dmax决定了抛光精度的高低。
因此,要得到高精度要求,必须控制抛光粉的最大颗粒。
3. 抛光粉的硬度抛光粉的真实硬度与材料有关,如氧化铈的硬度就是莫氏硬度7左右,各种氧化铈都差不多。
玻璃镜片生产流程As we delve into the production process of glass lenses, it's essential to understand the intricate steps involved in creating these crucial components. 了解玻璃镜片的生产过程,对于制造这些重要组成部分所涉及的复杂步骤至关重要。
The journey of a glass lens begins with the selection of high-quality raw materials, such as silica sand, soda ash, and limestone. 这种玻璃镜片的旅程始于选择优质原材料,例如硅砂、苏打灰和石灰石。
Once the raw materials are carefully measured and mixed, they are melted in a furnace at high temperatures to form a molten glass. 一旦原材料被仔细测量和混合,它们将在高温下在炉内熔化,形成熔融玻璃。
The molten glass is then poured into molds of various shapes and sizes, depending on the specific design requirements of the lens being produced. 然后,熔化的玻璃被倒入各种形状和大小的模具中,这取决于正在生产的镜片的具体设计要求。
After the glass has solidified in the molds, it undergoes a process of annealing to relieve internal stresses and ensure the final product's durability. 在玻璃在模具中凝固后,它经历一种退火过程,以缓解内部应力并确保最终产品的耐久性。