轴头压入式驱动桥壳金属加工方案剖析
- 格式:pdf
- 大小:123.14 KB
- 文档页数:3
准,不仅避免了规划方案轴向中间
基准 的出现 ,而且有效去除 了大盘 孔处 的加 工余量 。在 工艺 编制 上以 达 到对加工大盘孔 的加 工中心设备
进行保护为 目的 ,杜绝出现 大盘孔 加工余量大并且 余量分布不均的不 利状况。
提高 了工序生产效率,而且还大大简化了专机结构 , 保证专机具有较高的
可靠性 ,节约项 目 投资 。
的 公 差 带 大 小 分 别 为 0. I m和 2I 1 1 mm,削 弱了 由1 4 mm尺寸 及 . 4 59
对称度要 求带来的轴 向对称性 。这 种影响在加 工中表现为法 多 毫米 。如果 中间基准 尺寸 14 mm 59 存在有尺寸或对称 度超差的情况 , 两法兰盘厚度则 可能相 差更多 ,使
两种加工方案特点比较
潜在加 工方 案与规划方案相
比,有 如下特 点: ( )两法 兰盘 内毛 面为粗 基 1 准 ,之 后直 接加工出大盘孔 作为 桥
9  ̄0 5 .
色
一
I 放大 一
广 ~
L
图 4
壳轴向精基准,避免了规划方案把 桥壳两端面作为中间基准重复加工
而无形增加端面 加工次数 ,简化 了
霉
7等 期 宰 7
- C 琢 代 零 部 件
维普资讯
MC
起来的桥壳对称性的破坏。
咖 胍 囊 一簪 。 - 、 l 。 , ' l ◇譬
( 4)加 工大 盘孔 作为轴 向基
()端面加 工设 备由镗车 端面倒孔角专机变成 了普 通双头铣床 ,不仅 3
满足 产品图样设 计要求 ,还要有 良好的可行性 ,能 合理指导采 购或制造 生 产设备 ,满足节能降耗的要求。
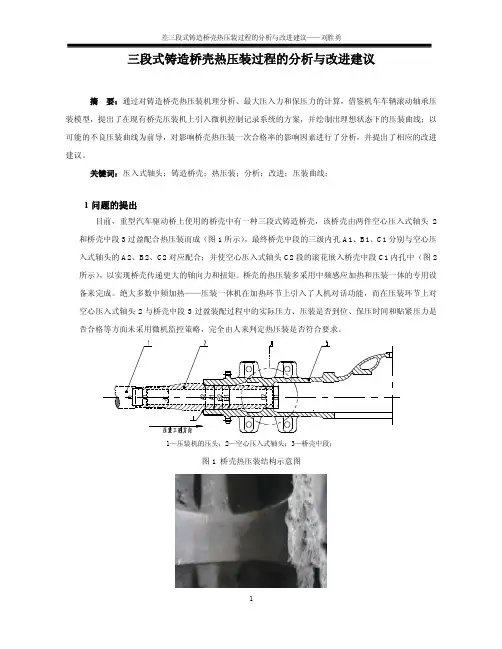
图 1
规划方案中桥壳基准的选择
基准的选择 在工艺编 制 中占有 重要位 置 ,是决定加 工工艺是 否科学 合 理 、是 否为最优 化设计 的重要 因素 之一 。桥 壳精基准 的选择有 多种方式 , 轴头 压入式驱动 桥规划 工艺把粗车 后的法 兰盘外 圆和 镗车后 带有加工余 量 的桥壳两端面分别作为桥壳径向和轴向的精基准。 桥 壳采用 的是铸造成 形技术 ,是一种大 型铸件 ,为保证镗 削加工桥 壳 两端 内孔 时加工 余量变化 不大及 内孔对毛坯面 所形成 的壁厚 比较 均匀 ,首 先安排 以桥壳两端 内孔毛坯面 为粗 基准 ,车 削法兰盘 外圆 ,提供 壳体径 向 上精基准 。同时还 能检验桥 壳毛坯 的铸后变形 ,防止不 合格 品流 入后序 ,
维普资讯
融 j 0 7 1 0。000
■ 中国重汽济南桥 箱有限公 司/ 永 王
。 ¨ 一
- 。 _ 誓
0 冬 藤 0 j ≥ 蚤 。
轴头压入式驱动桥壳金属加工方案剖析
轴头压入式驱动桥 ( 所示)作为中国重汽集团的新产品在结构设计 图1 上采用了轴头与轴管压入式配合连接,因此桥壳机械加工特点与采用摩擦 焊焊接轴头的冲压焊接桥有所不同。总体来说 ,新设计的加工工艺不仅要
加 工工艺。
至此,桥壳为后续粗精镗两端内孔等工序所准备的径向、轴向精基准
全 部产生 ,采用完互法 解尺寸链分析轴 向尺寸如 图5 所示 :
( )避 免 了规 划 方案 中桥壳 2 端 面作为 中间基准产生的基准不重 合误差所带来 的工序加工困难和对
图 5
以两法兰盘 内毛 面为粗基准所建立
端面经过粗、精铣削加工后直接到
尺寸 ,避 免把 端面作为 中间基准重 复加 工。镗 削所获得的两端 内孔 作 为粗精车法兰 盘的精基准 ,满足 工
艺基准尽量与 设计基准相统一 的原
则。
运1Q。 .—T -一 。 L — 广 JI l _ .— 、 D J
。
1 4 5 8- 2 5 0
桥壳报废 。
图3 ,以粗车后的法兰盘为 径向基准 ,两法 兰盘内侧毛坯面 为轴向粗 中 基准 ,镗车桥壳两端面 ,单面余量0 m . m。这两个面是后 续车 削法兰盘工序 5 的轴 向精基准 ,两端 内倒角的 大小 、位 置直接决 定 了桥 壳在数控 车床坐标 系中的位置 。如果 内倒角尺寸 超差 ,或者 尺寸不 稳定将直 接影 响到后序 双 头数控 车床的正 常使用 :或需要频 繁对 刀 ,增加 工人的劳 动强度 ,影 响正 常生产节 拍 ;或车 削法 兰盘后破坏 了 “ 镗车 工序 ”建立 的桥 壳对 中性 ,所 以对于端面和内倒角尺寸及公差相应地提出 了较高的要求 。
造成设备及工时浪费。如图2 所示。
曼 曼
鱼 笙复 Z Z
tm o
ww m c 观 w, l
琨 代 零 部 件
维普资讯
量
0 翟
0 囊 ≤ 舞 签 慧
攀
0
图 5 示 , 两端 0. II 尺 寸 显 5II 11
图 3
跳动要 求可以满足 ,所 以允许 桥壳
在双头数控车床上以镗车工序所得的两个内倒角为基准,以桥壳一个
端面为 对 刀面进 行对 刀 ,确定 工件在机床坐 标 系中的位置 ,然后双 头 同步 车 削桥 壳两端面 ,保总长 度 ;车 削法 兰盘 ,保 端面 到法兰 盘外端面 的距离 尺寸 。车 削产生 的两法兰盘 外端面将 替代以 两法兰盘 内毛面 为粗基 准镗车 产生 的桥壳 两端 面中间基准 , 为桥壳轴向上新 的精基准 。如 图4 示。 成 所
潜在桥壳基准加工方案
本 着遵 守 基 准 选 用 原 则 、简 化加 工工艺 、降低设备设计难度 和 制造 费用 等方面的 因素 ,可 以选 择
桥壳中部大盘孔作为壳体轴向精基
准 。基准加 工工序 如 图6 ~图1所 0
示。
端 面 和 两端 内  ̄J 工都 以 粗 LH J
车后 的法兰盘外 圆为基 准 ,两者 的