打浆度(叩解度)°SR加拿大标准游离度(c.s.f.)保水值湿重水化度
- 格式:doc
- 大小:28.50 KB
- 文档页数:2

用的效果。
代表符号为°SR。
起源:叩解一词源自日本,古代造纸时,用木棒敲打浆料,谓之叩解。
现在,许多纸厂仍沿用此说法。
如叩解度、叩前浆池、叩后浆池。
测试仪器基本介绍:液压式打浆度测试仪主要用于测量稀释纸浆悬浮液滤水速率,是实验室常规仪器,具有成熟的结构和明确的技术要求。
标准依据:仪器的参数,功能符合国家标准:GB/T 3332-1982 浆料打浆度的测定法(肖伯尔—瑞格勒法)Determination of beating degree for pulps (Schopper – rieger method )技术参数:1. 测量范围:0 ~ 100 SR (肖伯尔度)。
2. 密封锥体的上升速度为:100 ±10mm /s。
3. 底孔流速:取出伞形架,用塞子堵住侧流管孔,用手指堵住底孔,将20±0.5OC的蒸馏水1000±5mL倒入分离室,并记录底孔的排水时间,此时间应是149±1s。
4. 剩余体积:用手指堵住底孔,将20±0.5OC 的蒸馏水100mL倒入分离室中,得过量的水从侧流管完全流出后,放开底孔,将分离室流出的水收集起来。
这些水的体积应为7.5 – 8.0 mL之间。
方法:打浆度只表示纸浆的滤水性能。
以2克绝干浆,稀释至1000毫升,在20°C条件下,通过80目网,从肖氏打浆度仪测管排出的水量,即为测定的结果。
打浆度是表示纸料性质的一项指标,根据纸料打浆度就可能掌握纸料将来在纸机铜网上的滤水速度,同时也可能概括预知将来生产纸张的机械强度、紧度和可整理性等,所以掌握纸料的打浆度是生产中一种重要的技术控制办法。
单纯打浆度一项指标并不能完全代表纸料的性质,例如,我们可以用高度切断纤维(游离状打浆)的方式来达到45°SR,另外,也可采用高度细纤维化(粘状打浆)、但不怎样切短的方式来达到同样的45°SR打浆度。

一、课题:打浆第一节概述第二节打浆原理二、目的:通过本课程学习,使学生能够熟知造纸车间为什么要打浆?打浆目的和任务是什么?掌握介绍打、配浆工艺流程;打浆的基本术语及打浆对纤维的作用,重点掌握打浆与纸张质量特性的关系。
并通过讨论与提问多种方式结合的学习使同学们对造纸工艺有基本的感官认识与了解,并能激发同学们对将来工作的兴趣与热情。
三、课时:4h,第2次第1周星期三2月19日C25、26(5.6节)第3次第1周星期五2月21日C25、26(3.4节)四、课型:新课五、教具:多媒体、教鞭、白板笔及未、已叩浆料六、重点:打浆基本术语、打浆对纤维的作用、打浆与纸张质量特性的关系七、难点:打浆与纸张质量特性的关系(有点抽象)八、教学过程:导入:回顾:上节课,我们学习了整个纸车间基本流程,我们共同来回顾以下。
打浆——配浆——高位箱——流浆箱——网部——压榨部(普通压榨、施胶压榨)———干燥部(前干燥、后干燥)——压光卷取部(普通压光、软辊压光)——复卷——打包——成品入库那么,打浆为第一道工序,我准备了12节课与同学们进行共同学习打浆这章节。
正式上课过程:(讲授为主,辅以图表并结合提问与思考)课程大纲:(详细内容见课件)我们第二章打浆章节主要将学习以下7个方面的内容:⏹1、介绍打浆基本理论(重)⏹2、介绍两种常用打浆设备⏹3、介绍打、配浆工艺流程(重)⏹4、介绍工艺流程所涉及主要设备、工艺参数、注意事项(重、难)⏹5、举例说明打浆方式的选用⏹6、浆部各岗位日常工艺巡检内容⏹7、浆部案例介绍那么本次课程主要学习打浆的基本理论,4h,分两次课,主要包括:⏹一、为什么要打浆?(重)⏹二、打浆的目的和任务是什么?⏹三、打浆的工艺流程?(重)⏹四、打浆基本术语有哪些?(重)⏹五、打浆对纤维的作用有哪些?(重)⏹六、打浆与纸张质量特性的关系(重、难)一、打浆的定义⏹1、打浆的定义(此处拿出浆与纸出来)⏹打浆:利用物理的方法,对水中悬浮的纸浆进行机械处理,使纤维受到剪切力,改变纤维的形态,使纸浆获得某些特性(如机械强度、物理性能等),以保证抄成的纸和纸板能取得预期的质量要求。


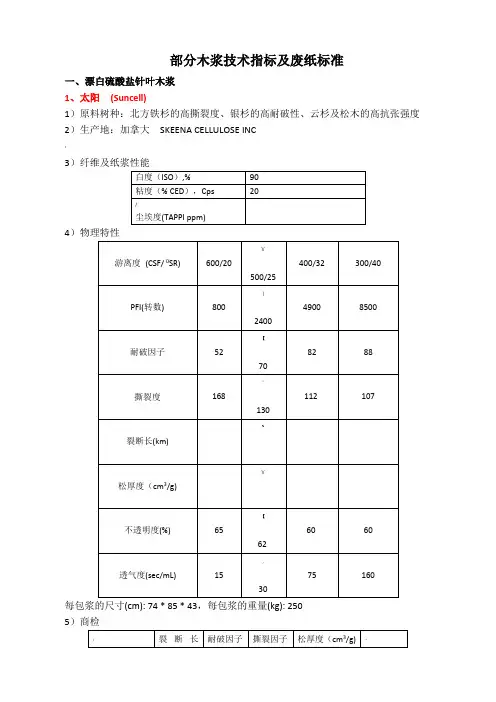
部分木浆技术指标及废纸标准一、漂白硫酸盐针叶木浆1、太阳(Suncell)1)原料树种:北方铁杉的高撕裂度、银杉的高耐破性、云杉及松木的高抗张强度2)生产地:加拿大SKEENA CELLULOSE INC:3)纤维及纸浆性能4)物理特性每包浆的尺寸(cm): 74 * 85 * 43,每包浆的重量(kg): 2505)商检2、月亮牌(CELGAR)1)原料树种:2)生产地:加拿大(3)纸浆性能及物理特性浙江民丰罗伯特纸业有限公司卷烟纸:月亮80%~40% }3、凯利蒲(Cariboo)12)生产地:加拿大3每包浆的尺寸(cm): 86 * 83 * 39 ,每包浆的重量(kg): 250 4、好声(高山牌)(Howe sound)2)生产地:加拿大3)物理特性(好声100)…每包浆的尺寸(cm): 82 * 76 * 41, 每包浆的重量(kg): 250 5、北木(Northwood)12)生产地:加拿大3)物理特性6、WP (Western Pulp)$7、虹鱼(Kamloops)1)原料树种:北方针叶木2)生产地:加拿大3)纤维及纸浆性能:¥4)PHYSICAL PROPERTIES 物理特性每包浆的尺寸(cm): 84 * 76 * 36 每包浆的重量(kg): 230 -8、乌针(乌斯奇)(Ust-ilimsk)1)原料树种:2)生产地:俄罗斯,Ilim3)纤维及纸浆性能4每包浆的尺寸(cm):80 * 60* 50,每包浆的重量(kg): 9、银星牌(Arauco BKP)1)原料树种:100%辐射松2)产地:智利,生产厂商:Arauco集团!3)FIBER AND PULP PROPERTIES 纤维及纸浆性能物理特性4)PHYSICAL PROPERTIES5)使用公司检测数据小包尺寸(cm):82*73*42(长*宽*高),重量:250Kg二、漂白硫酸盐阔叶木浆1、小叶相思牌…1)原料树种:小叶相思木2)生产厂商:亚太资源集团公司3)FIBER AND PULP PROPERTIES 纤维及纸浆性能】4)PHYSICAL PROPERTIES 物理特性小包尺寸(cm):*80*41(长*宽*高),重量:250Kg )2、小叶牌1)原料树种:热带混杂木2)生产厂商:亚太资源集团公司3)4)小包尺寸(cm):*80*41(长*宽*高),重量:250Kg :3、明星牌(Arauco Eucalyptus)1)原料树种:100%桉木2)产地:智利生产厂商:Arauco集团3)FIBER AND PULP PROPERTIES 纤维及纸浆性能小包尺寸(cm):82*73*42(长*宽*高),重量:250Kg 4、鹦鹉牌(ARACRUZ)1)原料树种:100%桉木]2)产地:巴西,ARACRUZ3)纸浆性能及物理特性浙江民丰罗伯特纸业有限公司卷烟纸:鹦鹉20%~60%三、本色针叶木浆]1、金星牌(Celco Standard)1)原料树种:Pinus Radiata 100%辐射松2)产地:智利生产厂商:Arauco集团3)FIBER AND PULP PROPERTIES 纤维及纸浆性能45)使用公司检测数据小包尺寸(cm):80**43(长*宽*高),重量:250Kg 2、虹鱼(Kamloops)1)原料树种:大部分花旗松-2)生产地:加拿大3)纤维及纸浆性能4)物理特性每包浆的尺寸(cm): 84 * 76 * 36 每包浆的重量(kg): 230 ]3、白云牌(CHH,hi white)1)原料树种:100%辐射松2)生产地:新西兰3)纤维及纸浆性能4)物理特性{四、美废AMERICA WASTE PAPER GRADES五、国废如果从中国废纸回收运用的国情出发,按以上废纸分类原则对废纸进行分类,可将国内废纸大致分为以下11类。
课程性质与特点ﻫ本课程为制浆造纸专业的主干专业课程。
这是一门理论与实践结合十分紧密的课程,内容涵盖了造纸过程的基本理论和造纸工程的主要工艺过程。
课程内容设置的特点是按照造纸生产过程来安排的,包括绪论、打浆、添料、纸的抄造、纸板的生产、纸张的结构与性质、加工纸和非植物纤维纸。
在内容上既反映了当代造纸学科的先进水平,又兼顾了我国制浆造纸工业的实际情况,做到学以致用。
本课程的另一个特点是综合性较强,应注意与其他相关课程的联系。
学习内容提要概论一. 纸的历史ﻫ二. 造纸工业在国民经济中的地位ﻫ三.国内外造纸工业的现状和发展ﻫ(一)世界纸及纸板的总产量、增长率、主要品种结构及地区分布(二)世界纸浆的总产量、增长率及主要品种结构ﻫ(三)纸及纸板消费(四)当前世界造纸工业的一些特点ﻫ1.产量虽有增长,但由于纸价下降,总体经济效益却没有相应的增长,部分企业经济效益有所下降。
ﻫ2. 纸及纸板消耗的原浆量不断下降3.纸及纸板产量的增长,既有新增生产能力,也依靠设备运转率的提高;纸浆增长则主要依靠运转率的提高。
ﻫ4.企业间的合并、收购事件不断增加,企业规模日益扩大。
(五)中国造纸工业现状及发展1、基本情况纸和纸板年产量居世界第二位。
纸和纸板消费总量居世界第二位。
ﻫ中国人均消费:30 KG。
世界人均消费:56KG。
ﻫ2、我国造纸工业面临的挑战ﻫ3、近年来的成绩4.存在的主要问题ﻫ木浆比重小、企业规模小、中高档纸生产能力小;环境污染大。
5. 中国造纸工业的发展前景十分乐观,原因是:①国民经济持续稳定发展,造纸工业相应发展。
②各项改革的继续和深化,以及组织结构、产业结构、产品结构的调整,市场经济日趋成熟。
造纸企业的产品、品种、档次必将会逐步适应市场需求,实际上这个过程正在发生,也正在逐步显效。
ﻫ③世界造纸工业的科技进步和结构调整,形成了造纸工业国际化的世界格局,今后国际竞争全球化的趋势会更加明显。
中国市场潜力巨大,吸引国际资本和技术向中国转移,提供了发展机遇,同时激烈的竞争,又给中国的造纸工业带来了严峻的挑战和压力。
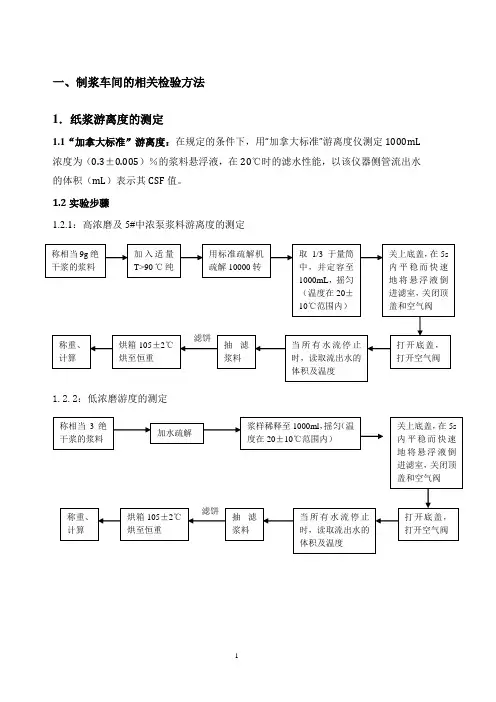
一、制浆车间的相关检验方法1.纸浆游离度的测定1.1“加拿大标准”游离度:在规定的条件下,用“加拿大标准”游离度仪测定1000mL 浓度为(0.3±0.005)%的浆料悬浮液,在20℃时的滤水性能,以该仪器侧管流出水的体积(mL)表示其CSF值。
1.2实验步骤1.2.1:高浓磨及5#中浓泵浆料游离度的测定1.2.2:低浓磨游度的测定2.纸浆白度的测定2.1白度:白度是指在可见光范围内(400~700nm)纸浆等产品显白的反应,通常是采用目测对比来测定,目前使用的白度计大多数是在457nm 波长的蓝光下测定纸浆的白度值。
标准化组织(ISO)规定以Elrepho白度计为国际标准仪,凡符合ISO 标准规定的纸浆白度,称为ISO白度2.2实验步骤测定其白度时为什么要将浆液pH值调至(4.7—5.5),如果其pH值不在这个范围内,对测定的结果又会有何影响?(据经验可知若pH值大于5.5,即浆料还未加酸就测定白度,则极易出现返黄现象,但若加酸过多会有什么影响这我就不知道了。
) 3.浆料浓度的测定3.1布氏漏斗法此法可用于各种原浆或已经打过浆准备用于抄纸的纸浆,浆料的浓度小于1%的用此方法更为简便,所得结果更为准确。
原理:一定质量的浆料在105℃的温度下烘至绝干,烘干后的重量和原试样的重量之比,浓度以质量百分数表示。
步骤:浆料→混匀→量取(绝干后1~5g)→抽滤→移出→烘烤→冷却→称重,记m1结果计算:浆料的浓度X(%)按下式计算,以% 表示:X%=[(M2—M1)/M] ×100%式中: M —浆样质量,gM2—浆片和滤纸烘干后的质量,gM1—恒重滤纸的质量,g3.2离心脱水法此法可用于各种原浆或已经打过浆准备御用抄纸的纸浆。
浆料的浓度大于1%的用此方法更为简便,所得结果更为准确。
原理:浆料悬浮液中,滤出物质的绝干重量与所过滤试样的重量之比。
以重量百分数表示。
步骤:混匀试样→量取500mL 于塑料杯中称量→洗净→于离心机脱水→称重→烘烤→取出→再称重X (%)= ×100 式中:M 1——绝干浆料的质量,gM ——浆样的质量,gM M 14.浆料pH 值的测定4.1试样的测定把取来的浆料,倒入铺有滤纸的布氏漏斗中进行过滤,所得滤液用来进行pH 值的测定。

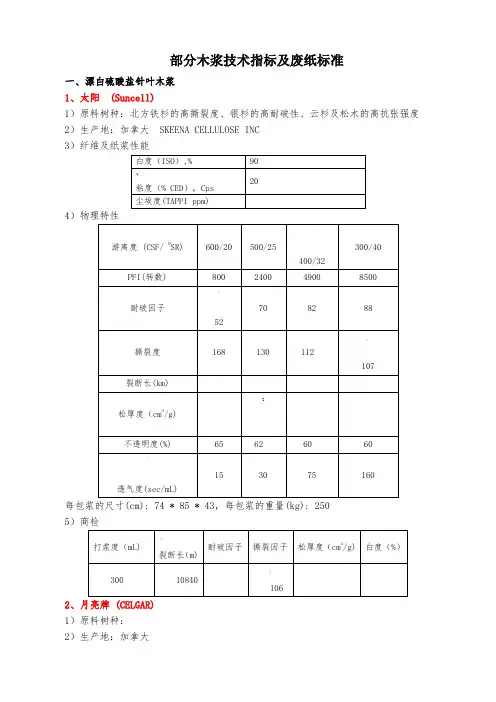
部分木浆技术指标及废纸标准一、漂白硫酸盐针叶木浆1、太阳 (Suncell)1)原料树种:北方铁杉的高撕裂度、银杉的高耐破性、云杉及松木的高抗张强度2)生产地:加拿大 SKEENA CELLULOSE INC3)纤维及纸浆性能4)物理特性每包浆的尺寸(cm): 74 * 85 * 43,每包浆的重量(kg): 2505)商检2、月亮牌 (CELGAR)1)原料树种:2)生产地:加拿大3)纸浆性能及物理特性浙江民丰罗伯特纸业有限公司卷烟纸:月亮80%~40% 3、凯利蒲 (Cariboo)1)原料树种、纤维及纸浆性能:2)生产地:加拿大3)物理特性4)使用公司检测数据每包浆的尺寸(cm): 86 * 83 * 39 ,每包浆的重量(kg): 250 4、好声(高山牌)(Howe sound)1)原料树种、纤维及纸浆性能:2)生产地:加拿大3)物理特性(好声100)每包浆的尺寸(cm): 82 * 76 * 41, 每包浆的重量(kg): 250 5、北木 (Northwood)1)原料树种、纤维及纸浆性能:2)生产地:加拿大…3)物理特性6、WP (Western Pulp)%7、虹鱼(Kamloops)1)原料树种:北方针叶木2)生产地:加拿大3)纤维及纸浆性能:—4)PHYSICAL PROPERTIES 物理特性—每包浆的尺寸(cm): 84 * 76 * 36 每包浆的重量(kg): 230 8、乌针(乌斯奇)(Ust-ilimsk)1)原料树种:2)生产地:俄罗斯,Ilim3)纤维及纸浆性能4)物理特性参数]每包浆的尺寸(cm):80 * 60* 50,每包浆的重量(kg): 9、银星牌(Arauco BKP)1)原料树种:100%辐射松2)产地:智利,生产厂商:Arauco集团3)FIBER AND PULP PROPERTIES 纤维及纸浆性能4)PHYSICAL PROPERTIES 物理特性5)使用公司检测数据小包尺寸(cm):82*73*42(长*宽*高),重量:250Kg二、漂白硫酸盐阔叶木浆1、小叶相思牌1)原料树种:小叶相思木2)生产厂商:亚太资源集团公司3)FIBER AND PULP PROPERTIES 纤维及纸浆性能4)PHYSICAL PROPERTIES 物理特性—小包尺寸(cm):*80*41(长*宽*高),重量:250Kg 2、小叶牌1)原料树种:热带混杂木2)生产厂商:亚太资源集团公司3)FIBER AND PULP PROPERTIES 纤维及纸浆性能4)PHYSICAL PROPERTIES 物理特性小包尺寸(cm):*80*41(长*宽*高),重量:250Kg3、明星牌 (Arauco Eucalyptus)1)原料树种:100%桉木2)产地:智利生产厂商:Arauco集团:3)FIBER AND PULP PROPERTIES 纤维及纸浆性能;4)PHYSICAL PROPERTIES 物理特性小包尺寸(cm):82*73*42(长*宽*高),重量:250Kg 4、鹦鹉牌(ARACRUZ)1)原料树种:100%桉木2)产地:巴西,ARACRUZ¥3)纸浆性能及物理特性浙江民丰罗伯特纸业有限公司卷烟纸:鹦鹉20%~60% .3)使用公司检测数据三、本色针叶木浆1、金星牌 (Celco Standard)1)原料树种:Pinus Radiata 100%辐射松;2)产地:智利生产厂商:Arauco集团3)FIBER AND PULP PROPERTIES 纤维及纸浆性能4)PHYSICAL PROPERTIES 物理特性5)使用公司检测数据小包尺寸(cm):80**43(长*宽*高),重量:250Kg 2、虹鱼 (Kamloops)1)原料树种:大部分花旗松&2)生产地:加拿大3)纤维及纸浆性能{4)物理特性每包浆的尺寸(cm): 84 * 76 * 36 每包浆的重量(kg): 230 3、白云牌 (CHH,hi white)1)原料树种:100%辐射松2)生产地:新西兰&3)纤维及纸浆性能4)物理特性四、美废AMERICA WASTE PAPER GRADES五、国废如果从中国废纸回收运用的国情出发,按以上废纸分类原则对废纸进行分类,可将国内废纸大致分为以下11类。
调成工段岗位学习资料一.名词解释1.叩解度:也叫打浆度,反映浆料脱水的难易程度,综合的表示纤维被切断、分裂、润胀和水化等打浆作用的效果。
2.白度:指白色或接近与白色的纸或纸板表面对于蓝光的反射率,以相对于蓝光照射氧化镁标准板表面的发射百分率表示。
3.透气度:在一定面积、一定真空度下,每分钟透过纸的空气量或每透过100毫升空气所需的时间。
4.浆料浓度:指1000毫升(或克)的浆料中,所含绝干浆的克数。
5.打浆比压:打浆时单位打浆面积上所受的力叫做打浆比压6.PH值:溶液中氢离子浓度的负对数值称为PH值。
7.保水值:指在一定条件下用高速离心机甩去纸料中的游离水而保留纤维内的结合水,用以表示纤维润胀和细纤维化的程度,从而间接的衡量纤维之间结合力的大小和预计到成纸的强度。
用结合水量对绝干纤维量%表示,即:保水值=(甩干后湿浆重-绝干重)/绝干重×100%8.湿重:测量打浆度的同时,需测量挂在纤维框架上纤维的重量,即为湿重,它间接反映纤维的长度。
9.纤维帚化率:是指纸料中经打浆后纤维受到分丝帚化的数目占总纤维数目的比率。
10.平滑度:在一定真空度下,一定容积的空气通过受一定压力的试样表面与玻璃面之间的间隙所需的时间。
以s表示11.吸收性:纸张的吸收性也随着打浆度的增长而降低。
12.不透明度:打浆度越高的浆料,纤维在纸机上干燥时由于表面张力的作用极易靠拢在一起,促进氢键的结合和纤维结合力的提高,与此同时纸张发生收缩降低了纸的透气性和不透明度。
二.填空题1.造纸原料可分为(植物)纤维、(动物)纤维、(矿物)纤维及合成纤维四大类,其中植物纤维包括(木材)纤维、禾本科茎杆纤维、韧皮纤维、叶纤维和种毛纤维。
2.植物纤维主要化学组成有:(纤维素)、(半纤维素)、(木素)及其它组分。
3.打浆是用机械的方法处理水中的(纤维),使其具有造纸机生产上需要的(特性),生产出的纸张能够达到预期( 质量指标)的一项工艺操作过程4.我公司卷烟纸打浆属于(粘状)打浆。
打浆度(叩解度)°SR|加拿大标准游离度(c.s.f.)|保水值|湿重|水化度(1)打浆度:即一些工厂仍习惯采用的叩解度(°SR)。
打浆度只表示纸浆的滤水性能。
以2克绝干浆,稀释至1000毫升,在20°C条件下,通过80目网,从肖氏打浆度仪测管排出的水量,即为测定的结果。
打浆度是表示纸料性质的一项指标,根据纸料打浆度就可能掌握纸料将来在纸机铜网上的滤水速度,同时也可能概括预知将来生产纸张的机械强度、紧度和可整理性等,所以掌握纸料的打浆度是生产中一种重要的技术控制办法。
单纯打浆度一项指标并不能完全代表纸料的性质,例如,我们可以用高度切断纤维(游离状打浆)的方式来达到45°SR,另外,也可采用高度细纤维化(粘状打浆)、但不怎样切短的方式来达到同样的45°SR打浆度。
两种情况最终打浆度虽然相同,可是纸料的性质却相差悬殊,所以在生产中单凭打浆度作为生产技术上的唯一的控制指标是有缺点的,尚须与其他指标如纤维平均长度等结合起来考虑,才能进行合理的打浆。
测定纸料打浆度的仪器种类很多,我国造纸厂一般均应用肖氏打浆度仪。
(2)加拿大标准游离度(c.s.f.):对纸浆滤水性能的测定有各种方法,其中以游离度和打浆度获得较广泛应用。
北美国家和日本多选用加拿大标准游离度,而欧洲和我国则习惯应用肖氏打浆度,游离度与打浆度有所不同的只是测定表示方法上的差别。
凡是打浆度愈大,纸料的游离度就愈小,反之亦然。
一般来说,游离度愈大的纸料,滤水速度愈快。
加拿大标准游离度所用测量仪器与肖氏打浆度仪近似,但测定时其绝干纤维取样量为3克,游离度与打浆度可以互为换算。
(3)保水值:在标准状态下,用高速离心机把纸料中游离水甩出,并定量测定纸料内所保留的水量,即可得出纸料的保水值并由此而产生的纤维可塑性。
加拿大标准游离度法温度补偿1.引言1.1 概述加拿大标准游离度法温度补偿是一种用于测量液体的密度的方法,它基于加拿大标准游离度法并结合了温度补偿技术。
游离度是指液体中游离状态粒子的数量,通常用于描述液体的纯度和浓度。
加拿大标准游离度法是一种常用的测量游离度的方法,通过测量液体在特定条件下的电导率来推算游离度。
然而,游离度的测量结果会受到温度的影响。
随着温度的改变,液体的密度也会发生变化,从而影响游离度的测量结果。
为了准确评估游离度,需要对温度进行补偿。
加拿大标准游离度法的温度补偿方法能够根据液体的温度变化来修正游离度的测量结果,确保测量结果的准确性。
该方法使用了温度敏感材料,例如热敏电阻或热电偶,测量液体的温度,并将温度数据用于修正游离度的计算公式。
通过这种方式,可以消除温度对游离度测量结果的干扰,提高测量的准确性和可靠性。
加拿大标准游离度法温度补偿在许多领域有着广泛的应用。
特别是在化学、生物科学、医药和食品工业等领域,准确测量液体的游离度对保证产品质量至关重要。
通过使用加拿大标准游离度法温度补偿,可以获得更精确的游离度测量结果,为科学研究和工业生产提供基础数据和指导。
本文将介绍加拿大标准游离度法的定义和原理,以及其应用领域。
同时,还将详细介绍加拿大标准游离度法的温度补偿方法,探讨温度对游离度的影响,并提供一种基于温度补偿的游离度计算公式。
最后,通过总结加拿大标准游离度法温度补偿的优势和应用前景,展望未来的研究方向。
通过本文的研究,有望为游离度测量提供更准确和可靠的方法,为相关领域的科学研究和工业生产提供支持和发展。
文章结构部分的内容可以包括以下几个方面:1.2 文章结构本文分为引言、正文和结论三个部分。
引言部分主要概述了本文的内容和目的,并对加拿大标准游离度法温度补偿进行了简要介绍。
同时,引言也提到了文章的结构,即引言、正文和结论三个部分。
这样的结构安排有助于读者快速地了解文章的内容和组织。
正文部分是本文的核心部分,分为两个主要小节:加拿大标准游离度法和温度补偿。
打浆度(叩解度)°SR|加拿大标准游离度(c.s.f.)|保水值|湿重|水化度
(1)打浆度:即一些工厂仍习惯采用的叩解度(°SR)。
打浆度只表示纸浆的滤水性能。
以2克绝干浆,稀释至1000毫升,在20°C条件下,通过80目网,从肖氏打浆度仪测管排出的水量,即为测定的结果。
打浆度是表示纸料性质的一项指标,根据纸料打浆度就可能掌握纸料将来在纸机铜网上的滤水速度,同时也可能概括预知将来生产纸张的机械强度、紧度和可整理性等,所以掌握纸料的打浆度是生产中一种重要的技术控制办法。
单纯打浆度一项指标并不能完全代表纸料的性质,例如,我们可以用高度切断纤维(游离状打浆)的方式来达到45°SR,另外,也可采用高度细纤维化(粘状打浆)、但不怎样切短的方式来达到同样的45°SR打浆度。
两种情况最终打浆度虽然相同,可是纸料的性质却相差悬殊,所以在生产中单凭打浆度作为生产技术上的唯一的控制指标是有缺点的,尚须与其他指标如纤维平均长度等结合起来考虑,才能进行合理的打浆。
测定纸料打浆度的仪器种类很多,我国造纸厂一般均应用肖氏打浆度仪。
(2)加拿大标准游离度(c.s.f.):对纸浆滤水性能的测定有各种方法,其中以游离度和打浆度获得较广泛应用。
北美国家和日本多选用加拿大标准游离度,而欧洲和我国则习惯应用肖氏打浆度,游离度与打浆度有所不同的只是测定表示方法上的差别。
凡是打浆度愈大,纸料的游离度就愈小,反之亦然。
一般来说,游离度愈大的纸料,滤水速度愈快。
加拿大标准游离度所用测量仪器与肖氏打浆度仪近似,但测定时其绝干纤维取样量为3克,游离度与打浆度可以互为换算。
(3)保水值:在标准状态下,用高速离心机把纸料中游离水甩出,并定量测定纸料内所保留的水量,即可得出纸料的保水值并由此而产生的纤维可塑性。
这种方法是借离心分离使纤维间保存只有润胀水,而仅含有少量的纤维表面水和纤维之间的水,所以保水值指标可以说明纤维的润胀程度,从而反映出细纤维化程度,说明了纤维之间结合力的大小。
如上所述,打浆度仅能测定纸料的滤水性能,但是,打浆度的增长并不意味着纸张强度将会按直线比例增大。
而保水值在打浆过程中的增长却是跟强度的增长趋于一致的。
纸张强度主要取决于纤维间结合力和纤维长度,所以测出保水值,再测出纤维平均长度,就能很好他说明纸的强度。
当前,一般认为测定这两个指标,比单纯用打浆度指标更能说明问题,但由于设备较贵,测定手续较麻烦,所以应用得不够普遍,目前国内纸厂生产上尚未正式采用。
(4)湿重:湿重是在打浆过程控制中常用的一个名词,它间接地去示了纤维的平均长度。
湿重的测定多采用框架法,这是使用一特制的框架,使稀释了的纸料在测定打浆度的同时流过框架,在框架上挂住纤维的重量即为湿重。
纸料中纤维平均长度越长,则框架上挂住的纤维越重,也就是湿重越大。
(5)水化度:有的工厂也用水化度作为一项指标。
首先说明,在造纸工业中,“纤维水化”一词是不够严格的,因为这容易误解为纤维与水起化学作用,实际上水是与纤维上的羟基形成水桥,干燥时脱水形成氢键,并不是化学作用。
水化度是表示纤维在打浆过程中吸收结合水总量的一种方法。
水化度的测定方法之一是煮沸法,即加热煮沸纸料1小时,利用加热方法去掉纤维的结合水,然后按照普通方法测定其打浆度;以不加热的纸料和加热煮沸纸料纸
料分别测得的打浆度的差值代表纸料纤维的水化度。
另一种是酒精法,即将纸料放在酒精内,利用酒精将纤维的结合水置换出来,然后用普通方法测定打浆度,纸料在水中和在酒精中所测得的差值即表明纸料的水化度。
上述两种测定纤维水化度的方法都存在一些缺点,容易引起误差。