钣金件外观检验标准
- 格式:ppt
- 大小:2.08 MB
- 文档页数:16
钣金件检验标准5则范文第一篇:钣金件检验标准3063钣金件检验标准一、适用范围: 公司产品306钣金件的尺寸、外观检验。
二、检验项目及验收标准: A.尺寸验收标准: 尺寸按图纸要求及钣金加工公差表执行,特殊情况以实际装配为准。
B.表面处理验收标准: 1.颜色、图案、光泽度与样板相符合,同批产品无色差(不得大于3度)。
2.附着检验:用百格刀划一面100方格到底材后,用3M胶布贴上,60度方向瞬间用力拉开,不得脱落40/100格。
3.溶剂检验:酒精擦拭后,不能有变色、掉色、无光泽等现象。
4.硬度检验:以H铅笔将笔芯前端切齐,铅笔与待测物成45度推出,表面无划伤。
C 外观判定标准, 1.表面不得有任何碰伤、开裂、刮伤等严重表面缺陷。
2.表面污点、颗粒、气泡检验: 2.1 A面: 整个表面内允许3点,每点直径1mm以下,点与点距离20mm以上。
2.2 B面: 整个表面内允许5点,每点直径1mm以下,点与点距离20mm以上。
2.3 C 面: 整个表面内允许7点,每点直径1mm以下,点与点距离20mm以上3.箱体内表面允许8点气泡或污点, 每点直径1mm以下,点与点距离20mm以上。
4.烤漆厚度30μm-60μm。
5、不得有纹印,粘有织物绒毛现象;6、不能有流挂:表面有液体流淌状的突起,顶端呈圆珠状;7、不能有颗粒:表面呈砂粒状,用手摸有阻滞感;8、不能有桔皮:外观呈现如桔皮般凹凸不平,不规则波纹; 5)不能有漏底:表面透青,露出底材颜色;6)不能有麻点:表面因收缩而呈现小孔(麻点),亦称针孔;7)不能有发花:表面颜色深浅不一,呈花纹状;8)不能起皱:局部堆积凸起,呈皱纹状(皱纹粉除外);9 不能有夹杂:涂层中夹有杂物;机械损伤:外力所致的划伤、刮花、磨损、碰伤。
备注:A面:使用时面对使用者的表面B面:与A面相邻的4个表面、C面:使用时背对使用者的表面第二篇:钣金件检验规范钣金件检验规范包装质量要求1、目的明确来料的包装要去,确保外包装能有效防护产品,避免在运输、搬运等过程造成损伤,同时确保来料产品易于识别和追溯。
钣金类件喷塑(漆)质量检验标准发行版本:NO发行日期:2016.10.1实施日期:2016.10.1归口管理部门:质管部·编制:审核:批准:钣金喷塑检验标准目的为保证我公司产品中钣金件喷塑产品质量,减少图纸对通用要求的描述,规范验收过程中的检验操作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金件检验验收,本标准侧重范围,规定了钣金件在质量形成过程中各个工序的检验要求和标准,主要从外观、尺寸控制、技术要求等作出具体检验要求。
其中标准参照国家有关标准与钣金行业标准制定而成。
二、尺寸判定钣金加工尺寸验收标准3. 折弯角度一般公差6. 周边毛刺≥10%t时需打磨处理(t为板厚)±0.5mm±1.0mm±1.0mm±2.0mm 9. V型折弯加工尺寸一般公差10. U型折弯加工尺寸一般公差>500mm±1.0mm±0.5mm±2.0mm±1.0mm11. 折弯R角尺寸确定⑴. 除非设计规定要求,钣金内圆弧角一般随模具角大小。
⑵. 除非设计、图纸另有要求,钣金外圆弧角一般按料厚度大小自然形成。
钣金件整机出厂通用检验标准目的为保证我公司钣金件产品质量,减少图纸对通用要求的描述,完善整机出厂钣金质量控制、检验验收工作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金结构件整机出厂通用检验,它是对那些在图纸以及技术要求等文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
本标准应与技术文件上所标识的技术要求一起并列参照执行,其中标准参照国家有关标准与钣金行业标准制定而成。
检验、验收场地可在装配现场或产品出厂发货地,其结果应一致,且作为最终结果。
一、外形表面检验要求二、外形尺寸检验要求1. 装配总要求⑴.待装配的部件均应为合格件。
⑵.装配应保证实物与图纸一致。
所有的材料、零部件、标准件的更改代替都必须经设计批准。
钣金件检验标准钣金件是一种常见的金属制造零件,广泛应用于汽车、电子、机械设备等领域。
钣金件的质量直接关系到产品的安全性和稳定性,因此制定和执行严格的检验标准对于确保产品质量至关重要。
一、外观检验。
1. 表面无划痕、凹凸、氧化等缺陷。
2. 涂装表面无起泡、脱落、色差等现象。
3. 孔洞、凸台、凹槽等加工尺寸与图纸要求一致。
二、尺寸检验。
1. 使用量具对钣金件的长度、宽度、厚度等尺寸进行检测。
2. 检验孔位、孔径、孔距等尺寸是否符合要求。
3. 对折弯角度、弯曲半径等进行精确测量。
三、材质检验。
1. 使用化学分析仪对钣金件的材质进行检测,确保材质符合要求。
2. 对材质进行硬度测试,以验证其强度和耐磨性。
四、装配检验。
1. 对钣金件进行与其他零部件的装配,检验装配接口的配合度和稳定性。
2. 检验装配后的整体尺寸和外观是否符合要求。
五、功能性能检验。
1. 对于需要进行密封、防水、防尘等功能的钣金件,进行相应的功能检验。
2. 对于需要承受压力、扭矩等力学性能的钣金件,进行相应的力学性能测试。
六、环境适应性检验。
1. 对钣金件进行高温、低温、湿热等环境适应性测试,以验证其在不同环境下的稳定性和耐久性。
2. 对于需要抗腐蚀的钣金件,进行盐雾腐蚀测试。
七、特殊要求检验。
1. 根据钣金件的具体用途和特殊要求,进行相应的特殊检验。
2. 对于客户提出的特殊要求,进行定制化的检验方案。
综上所述,钣金件的检验标准涵盖了外观、尺寸、材质、装配、功能性能、环境适应性和特殊要求等多个方面,通过严格执行检验标准,可以有效确保钣金件的质量稳定和可靠性,满足客户的需求和期望。
在生产过程中,厂家应严格按照相应的标准进行检验,并建立完善的检验记录和档案,以便追溯和改进。
同时,不断优化和提升检验标准,也是企业持续改进和提高产品质量的重要举措。
钣金件检验标准钣金件检验标准一、适用范围: 公司产品钣金件的尺寸、外观检验。
二、检验项目及验收标准:A. 尺寸验收标准:尺寸按图纸要求及钣金加工公差表执行,特殊情况以实际装配并提交研发部工程师协同解决。
B. 表面处理验收标准:a. 表面烤漆检验标准:1. 颜色及纹路:由承制方按要求制作样板,双方确认。
验收按样板,不得有明显色差(不得大于3度),纹路符合样板。
2. 密着检验:用百格刀划一面100方格到底材后,用3M胶布贴上,60度方向瞬间用力拉开,不得脱落40/100格。
3. 溶剂检验:酒精擦拭后,不能有变色、掉色、无光泽等现象。
4. 硬度检验:以H铅笔将笔芯前端切齐,铅笔与待测物成45度推出,表面无划伤。
5. 钣金件表面烤漆前须作前道电着处理,达到双重保护的目的。
根据实际的使用效果,允许厂商使用双面镀锌材质加工,以替代电着工艺。
6. 厂商在每次送货时须提供材质报告,有表面处理要求的须提供表面处理检验合格报告7. 外观判定标准,如下表: 判定标准外观1. 表面不得有任何碰伤、开裂、刮伤等严重表面缺陷。
如加工过程中有此缺陷,喷涂前须补腻子处理。
表面各边、角、焊接部位毛刺均须去除。
2. 表面污点、颗粒、气泡检验:A面: 整个表面内允许3点,每点直径1mm以下,点与点距离20mm 以上。
B面: 整个表面内允许5点,每点直径1mm以下,点与点距离20mm 以上。
C面: 整个表面内允许7点,每点直径1mm以下,点与点距离20mm 以上3. 箱体内表面检验:各面允许8点气泡或污点, 每点直径1mm以下,点与点距离20mm 以上。
4. 烤漆厚度30μm-60μm。
5. 表面处理后,各螺柱及螺孔表面不允许有漆层覆盖,影响装配。
包装:1. 每箱数量固定。
2. 包装袋内不得有残留毛屑及杂物。
3. 包装箱不得有破损现象。
4. 每箱须标明料号、品名、数量等资料。
b. 表面镀层检验标准: 镀层外观质量要求i. 镀层颜色检查A、花锌:镀锌层经钝化后带有绿色、黄色和紫色的不亮或半光亮彩虹色;B、五彩:镀锌层经钝化后带有绿色、黄色和紫色光亮彩虹色;C、白锌:镀锌层经钝化后稍带有浅兰色调的银白色;D、镀铬:工程图无特别说明均为镀亮铬(3级—2级);E、镀镍:工程图无特别说明均为镀亮铬(3级—2级)。
4.3.3 表面喷塑产品(整机外部结构件如后盖、侧盖、顶盖等)<外观检验项目>缺陷描述图例检验面等级允许缺陷范围凹坑A级面不允许B级面1.允许直径≦0.8mm,深度≦0.3mm2.同一面只允许1个凹陷点C级面1.允许直径≦3mm,深度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凹陷点凸点A级面1.允许直径≦0.2mm,高度≦0.2mm2.同一面只允许1个凸起点B级面1.允许直径≦0.5mm,高度≦0.3mm2.两缺陷间距离≧200mm3.同一面不允许超过2个凸起点C级面1.允许直径≦2mm,高度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凸起点堆塑A级面不允许B级面 1.允许直径≦3mm,高度≦0.3mm2.同一面只允许1个堆塑点C级面1.允许直径≦8mm,高度≦0.5mm2.同一面不允许超过3个堆塑点3.两缺陷间距离≧200mm掉塑A级面B级面C级面不允许划痕A级面不允许B级面1.允许宽度≦0.3mm,长度≦10mm2.同一面不允许超过2条划痕3.两缺陷间距离≧200mmC级面1.允许宽度≦0.5mm,长度≦20mm2.同一面不允许超过3条划痕3.两缺陷间距离≧200mm划伤膜已破但未露底A级面不允许B级面不允许C级面1.允许宽度≦0.2mm,长度≦5mm2.同一面不允许超过2条划伤3.两缺陷间距离≧200mm异色无A级面不允许色差B级面喷塑表面不可去除的异色点直径不允许超过0.5mmC级面异色点直径不允许超过2mm,同1面上不允许超过3个异物附着A级面不允许B级面不允许C级面不允许4.3.4 焊接外观质量检查焊接位置检验面等级分类1.A级面(关键区域),此区域非常重要,通常是指后盖的顶面、按键安装位置,客户容易看到的区域。
2.B级面(重要区域),此区域通常是指后盖的下半部,客户可以看到,但不会非常关注。
3.C级面(非重要区域),此区域通常是指安装在整机内的隐蔽面,客户不能充分看到或不能看到的面。
钣金构造件外观检查规范目录1 目旳 ......................................................................................................................... 错误!未定义书签。
2 合用范围 ................................................................................................................. 错误!未定义书签。
3 术语 ......................................................................................................................... 错误!未定义书签。
4外观表面等级定义.................................................................................................. 错误!未定义书签。
4.1 1级表面................................................................................................... 错误!未定义书签。
4.2 2级表面................................................................................................... 错误!未定义书签。
4.3 3级表面................................................................................................... 错误!未定义书签。
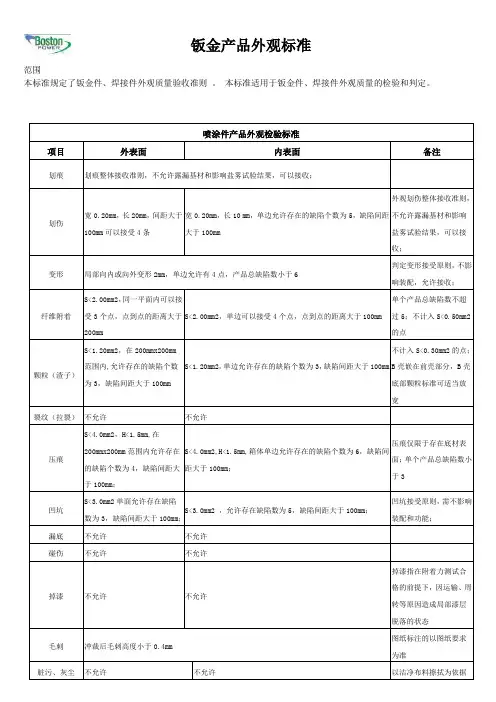
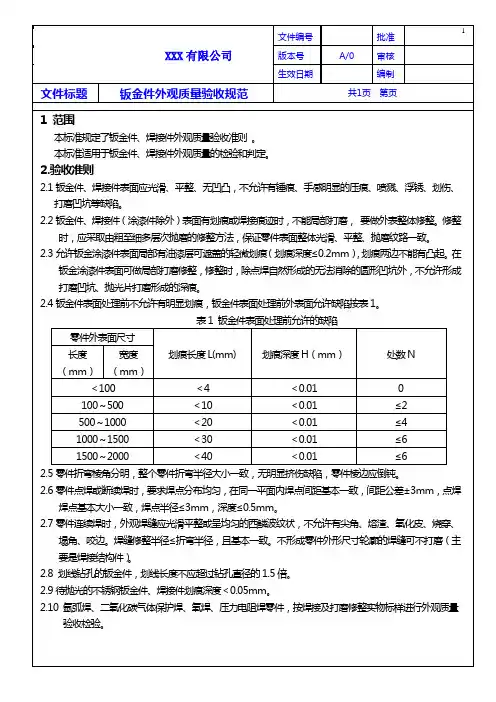
钣金件外观质量验收标准产品编号:1.钣金件、焊接件表面应光滑、平整、无凹凸,不允许有锤痕、手感明显的压痕、喷溅、浮锈、划伤、打磨凹坑等缺陷。
2.钣金件、焊接件保证零件表面整体光滑、平整、抛磨纹路一致,1200x1200≥33.允许钣金涂漆件表面局部有油漆层可遮盖的轻微划痕(划痕深度≤0.2mm ),划痕两边不能有凸起。
在钣金涂漆件表面可做局部打磨修整,修整时,除点焊自然形成的无法消除的圆形凹坑外,不允许形成打磨凹坑、抛光片打磨形成的深痕。
4.钣金件表面处理前不允许有明显划痕,钣金件表面处理前外表面允许缺陷按表1。
表1 钣金件表面处理前允许的缺陷5.零件折弯棱角分明,整个零件折弯半径大小一致,无明显挤伤缺陷,零件棱边应倒钝。
6.零件点焊或断续焊时,要求焊点分布均匀,在同一平面内焊点间距基本一致,间距公差±3mm ,点焊焊点基本大小一致。
7.零件连续焊时,外观焊缝应光滑平整或呈均匀的西鳞波纹状,不允许有尖角、熔渣、氧化皮、烧穿、塌角、咬边。
焊缝修整半径≤折弯半径,且基本一致。
不形成零件外形尺寸轮廓的焊缝可不打磨(主要是焊接结构件)。
8. 划线钻孔的钣金件,划线长度不应超过钻孔直径的1.5倍。
10. 氩弧焊、二氧化碳气体保护焊、氧焊、压力电阻焊零件,按焊接及打磨修整实物标样进行外观质量验收检验。
零件外表面尺寸 划痕长度L(mm)划痕深度H (mm )处数N 长度(mm ) 宽度(mm )<100 <4 <0.01 0 100~500 <10 <0.01 ≤2 500~1000 <20 <0.01 ≤4 1000~1500 <30 <0.01 ≤6 1500~2000<40<0.01≤6。
4.3.3 表面喷塑产品(整机外部结构件如后盖、侧盖、顶盖等)<外观检验项目>缺陷描述图例检验面等级允许缺陷范围凹坑A级面不允许B级面1.允许直径≦0.8mm,深度≦0.3mm2.同一面只允许1个凹陷点C级面1.允许直径≦3mm,深度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凹陷点凸点A级面1.允许直径≦0.2mm,高度≦0.2mm2.同一面只允许1个凸起点B级面1.允许直径≦0.5mm,高度≦0.3mm2.两缺陷间距离≧200mm3.同一面不允许超过2个凸起点C级面1.允许直径≦2mm,高度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凸起点堆塑A级面不允许B级面 1.允许直径≦3mm,高度≦0.3mm2.同一面只允许1个堆塑点C级面1.允许直径≦8mm,高度≦0.5mm2.同一面不允许超过3个堆塑点3.两缺陷间距离≧200mm掉塑A级面B级面C级面不允许划痕A级面不允许B级面1.允许宽度≦0.3mm,长度≦10mm2.同一面不允许超过2条划痕3.两缺陷间距离≧200mmC级面1.允许宽度≦0.5mm,长度≦20mm2.同一面不允许超过3条划痕3.两缺陷间距离≧200mm划伤膜已破但未露底A级面不允许B级面不允许C级面1.允许宽度≦0.2mm,长度≦5mm2.同一面不允许超过2条划伤3.两缺陷间距离≧200mm异色无A级面不允许色差B级面喷塑表面不可去除的异色点直径不允许超过0.5mmC级面异色点直径不允许超过2mm,同1面上不允许超过3个异物附着A级面不允许B级面不允许C级面不允许4.3.4 焊接外观质量检查焊接位置检验面等级分类1.A级面(关键区域),此区域非常重要,通常是指后盖的顶面、按键安装位置,客户容易看到的区域。
2.B级面(重要区域),此区域通常是指后盖的下半部,客户可以看到,但不会非常关注。
3.C级面(非重要区域),此区域通常是指安装在整机内的隐蔽面,客户不能充分看到或不能看到的面。
外观检验标准一. 外观表面等级定义结构件外观表面分为三个等级:1级面、2 级面、3级面,各表面等级定义如下:1.1 1级面重要外观表面, 具有装饰性、体现产品外观形象、可以直接正视到的主要外观表面。
包括机柜、插框、盒式结构、拉手条的正面和正面上主要零部件的外表面,机柜前门开门后的正视面。
1.2 2级面主要外表面、半装饰性的经常可见的外表面。
主要包括机柜(插框)方孔条正面、外侧面、后面、高度不大于1。
8米的机柜顶面。
小五金件、机柜机箱附件均定义为2级面。
1.3 3级面次要外表面和内表面,主要包括机柜(插框)内表面、底面、高度大于1。
8米的机柜顶面以及安装支架、绑线架、内部框架、内部焊件的所有表面。
除1、2级面以外的表面均定义为3 级面。
2.1 目视检测条件在自然光或光照度在300-600LX的近似自然光下(如40W日光灯、距离500mm处),相距为500mm,观测时间随不同检测面而不同。
检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验。
要求检验者的校正视力不低于1.2 。
不能使用放大镜用于外观检验。
且检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验。
要求检验者的矫正视力不低于1.2。
不能用放大镜做外观检查。
2.2 检测面积划分检查时,每一表面按其最大外形尺寸划为不同大小类型,表面大小划分标准如下表:2.1 可接受的外观缺陷总数如下表3.1金属表面3.1.1缺陷定义3.1.2 金属表面外观缺陷可接受范围一览表提示:L表示单个缺陷长度,单位mm; S表示单个缺陷面积,单位mm2; D表示单个缺陷直径,单位mm; P表示被测表面允许的缺陷最大数量,单位个。
注:1、1级面摩擦痕、镀前划伤间距大于200mm以上;2、1级和2级表面上凹坑间距大于50mm;3.2 喷涂表面3.2.1缺陷定义3.2.2 喷涂表面外观缺陷可接受范围一览表提示:L表示单个缺陷长度,单位mm; S表示单个缺陷面积,单位mm2; D表示单个缺陷直径,单位mm; P表示被测表面允许的缺陷最大数量,单位个。
4.3.3 表面喷塑产品(整机外部结构件如后盖、侧盖、顶盖等)<外观检验项目>缺陷描述图例检验面等级允许缺陷范围凹坑A级面不允许B级面1.允许直径≦0.8mm,深度≦0.3mm2.同一面只允许1个凹陷点C级面1.允许直径≦3mm,深度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凹陷点凸点A级面1.允许直径≦0.2mm,高度≦0.2mm2.同一面只允许1个凸起点B级面1.允许直径≦0.5mm,高度≦0.3mm2.两缺陷间距离≧200mm3.同一面不允许超过2个凸起点C级面1.允许直径≦2mm,高度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凸起点堆塑A级面不允许B级面 1.允许直径≦3mm,高度≦0.3mm2.同一面只允许1个堆塑点C级面1.允许直径≦8mm,高度≦0.5mm2.同一面不允许超过3个堆塑点3.两缺陷间距离≧200mm掉塑A级面B级面C级面不允许划痕A级面不允许B级面1.允许宽度≦0.3mm,长度≦10mm2.同一面不允许超过2条划痕3.两缺陷间距离≧200mmC级面1.允许宽度≦0.5mm,长度≦20mm2.同一面不允许超过3条划痕3.两缺陷间距离≧200mm划伤膜已破但未露底A级面不允许B级面不允许C级面1.允许宽度≦0.2mm,长度≦5mm2.同一面不允许超过2条划伤3.两缺陷间距离≧200mm异色无A级面不允许色差B级面喷塑表面不可去除的异色点直径不允许超过0.5mmC级面异色点直径不允许超过2mm,同1面上不允许超过3个异物附着A级面不允许B级面不允许C级面不允许4.3.4 焊接外观质量检查焊接位置检验面等级分类1.A级面(关键区域),此区域非常重要,通常是指后盖的顶面、按键安装位置,客户容易看到的区域。
2.B级面(重要区域),此区域通常是指后盖的下半部,客户可以看到,但不会非常关注。
3.C级面(非重要区域),此区域通常是指安装在整机内的隐蔽面,客户不能充分看到或不能看到的面。